PINDA / Z probe / Mesh Compensation / offset / area for mesh
-
@Phaedrux
yes, but I'll do it all again today
I think I did something wrong in the process
I need to clear all and start again -
Nop

I'm getting no lucky
-
can you post your revised homeall?
-
I see that you are using both a z endstop for homing and the pinda probe. If the bed mesh level inconsistently too low in this setup, either your trigger height is off, or the z endstop is not positioned well.
I would try lowering the z endstop switch a bit (0.2mm) and check if that has a positive effect.
(Since I play around with different print surfaces that have different thickness on one of my printers, I printed and installed an adjustable z endstop holder. But for a single adjustment that's probably overkill)
-
@oliof I have the Z endstop connected to the board but is is not in use is not mounted on the printer.
I have spring steel with PEI maybe is that I'll do it without it.
-
@Veti said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
can you post your revised homeall?
again please post your revised homeall
-
@Veti I just add the line from homez.g to put the head over the centre of the bed
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v2.1.2 on Mon Nov 11 2019 19:21:19 GMT+0000 (Hora padrão da Europa Ocidental) G91 ; relative positioning G1 H2 Z2 F6000 ; lift Z relative to current position G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe G1 H1 Z-405 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 S2 Z2 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
@hmmatos said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
I have the Z endstop connected to the board but is is not in use is not mounted on the printer.
@hmmatos said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe
G1 H1 Z-405 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z to axis minimum (you may want to adjust this)If you're not using the Z endstop you need to change your homeall to use a G30 command to set the Z0. This would explain the offset you're seeing.
Your homeall should be
G91 ; relative positioning G1 H2 Z2 F6000 ; lift Z relative to current position G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe G30 ; set Z0 using the probe -
@Phaedrux thanks, I'll change that and test again
-
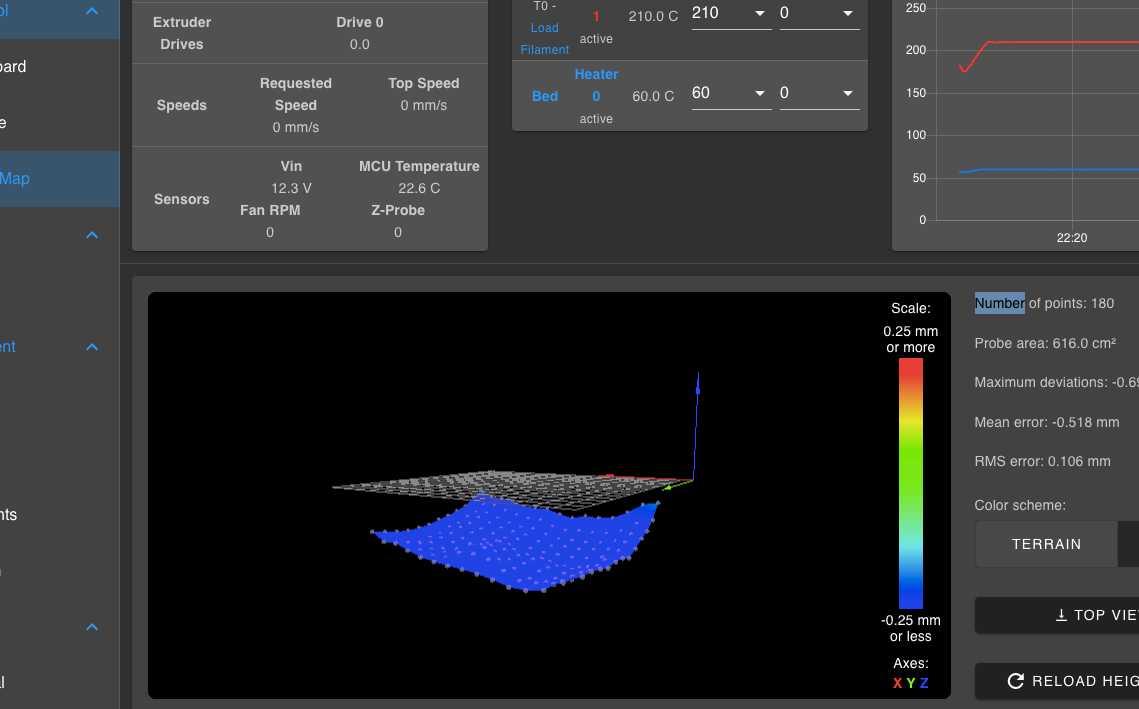
is this a good result?
25/11/2019, 19:25:39 G29 180 points probed, min error -0.030, max error 0.485, mean 0.136, deviation 0.095 Height map saved to file heightmap.csvis not looking good
-
Your bed appears to be cupped which isn't uncommon. The question is, does mesh compensation adequately correct for the bed shape? Are you able to get a good first layer? I don't think it's too extreme for it to handle. Your first layer will likely need to be slow.
-
@Phaedrux I'm doing some testing prints with the first layer at 30 mm/s
The first is looking good but is a small benchy I have to do something with a big footprintAnd yes I think is cupped, Creality beds are not very straight

-
bedlevel_nozzle_0.4_200x200-0.3-0.8.stl
This is a good model to test the bed with.
-
@Phaedrux thanks, I'll test with that
-
well is not perfect but I think it works