Troubleshooting dual z axis sync
-
Well, i don't think it will help your z axis issue but 2 things I see wrong are that you have 3 M208 entries and you will have serious problems having your microstepping at 256 given the max speeds you have. at 256 microstepping you will be limited to rather slow speeds and should set your X, Y and Z up for 16x microstepping with interpolation. You will have hiccups which will cause you grief at 256 microstepping.
-
Hi,
You've got a couple of issues - one major and one minor.
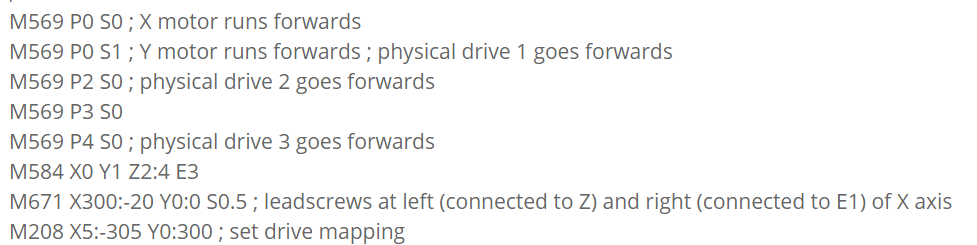
Examine your M569 commands. The first two (for X and Y) both have P0.
You have a M208 X5:-350 Y0:300 which likely should be removed as you have two other instances down below which actually make sense, this one doesn't.
Also just FYI you might want to post code using the </> tag as this puts the code in a scrolling section all it's own.
See below.
M118 S"FIRST COMMAND" G90 M83 M106 S0 ;M140 S60 ;M104 S190 T0 M98 P"print_begin_test.g" G1 Z10 F600 G1 X0 Y0 F3000 G1 X150 Y-150 G1 X150 Y150 G1 X-150 Y150 G1 X-150 Y-150 G1 X0 Y0 M98 P"print_end_test.g" M0Frederick
Printers: a small Utilmaker style, a small CoreXY and a E3D MS/TC setup. Various hotends. Using Duet 3 hardware running 3.4.6
-
@chuymatt how exactly does it move? What is it doing/not doing?
When you connected the single motor to the Z-driver, did you put the jumpers on the other Z-header? There is a note about this on the duet wiring diagrams.
Also have you checked that both motors work okay/are wired up correctly? Try plugging them in to different drivers and checking they spin etc.
Do you get any errors come up when you try to move Z?
E3D TC with D3Mini and Toolboards.
Home-built CoreXY, Duet Wifi, Chimera direct drive, 2x BMG, 300x300x300 build volume
i3 clone with a bunch of mods -
@JamesM
Would hat have made the y and x motors run hotter?I have changed to 16 with interp.
Thanks!
This is my first reprap firmware printer and only my second printer overall.
-
@fcwilt I was banging my head against the wall for a while trying to get the corexy movement correct and this was what seemed to make commands have the intended effect. I'll admit I was flailing with that section.
-
@JamesM Oh. wow. So much faster. Also, homing is kinda scary now...
-
@engikeneer
Well... I moved on to the next aspect of my build after getting movement and the bltouch to work I neglected to put the jumpers back on. It is moving correctly now. Before, z1 was not moving anything. now they are both going at it.Rookie mistakes.
-
Now z homing does not work correctly. X slams into the non-triggered side and then pingpongs back and forth on the y axis while the z is raising up. Super weird.
-
@chuymatt said in Troubleshooting dual z axis sync:
Now z homing does not work correctly. X slams into the non-triggered side and then pingpongs back and forth on the y axis while the z is raising up. Super weird.
Well you've got two Z motors and a BLTouch - correct?
At one point in your config file you had two endstops for Z but now it is one.
Are you using end stops (either 1 or 2) for homing Z or are you using the BLTouch.
In your bed.g M401 and M402 appear with the comment to remove if using BLTouch?
Since you appear to be using a BLTouch you should remove them.
Please post your home*.g files.
Frederick
-
@fcwilt I am using the BL touch only.
Thank you for taking the time to help.
It no longer pingpongs.
All
0:/sys/homeall.g ; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Wed Jun 24 2020 23:25:43 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F18000 ; lift Z relative to current position G1 H1 X-335 Y-335 F6000 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X-335 ; home X axis G1 H1 Y-335 ; home Y axis G1 X5 Y5 F2800 ; go back a few mm G1 H1 X-335 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-335 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X55 Y25 F27000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning CoreXY Send code... Status Idle Mode: FFF Tool Position X 0.0 Y 0.0 Z 0.00 Extruder Drives Drive 0 0.0 Speeds Requested Speed 0 mm/s Top Speed 0 mm/s Sensors Vin 23.9 V MCU Temperature 38.0 C Z-Probe 0 Tools Extra Control All Tool Heater Current Active Standby Hotend T0 - Load Filament Heater 1 active 207.9 C 205 0 Bed Heater 0 active 45.2 C 60 0 Temperature Chart System Directory0:/sys/homex.g ; homex.g ; called to home the X axis ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Wed Jun 24 2020 23:25:43 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-335 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 X5 F6000 ; go back a few mm G1 H1 X-335 F360 ; move slowly to X axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning0:/sys/homey.g ; homey.g ; called to home the Y axis ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Wed Jun 24 2020 23:25:43 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 Y-335 F6000 ; move quickly to Y axis endstop and stop there (first pass) G1 Y5 F6000 ; go back a few mm G1 H1 Y-335 F360 ; move slowly to Y axis endstop once more (second pass) G1 H2 Z-5 F6000 ; lower Z again G90 ; absolute positioning; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.3 on Wed Jun 24 2020 23:25:43 GMT-0700 (Pacific Daylight Time) G91 ; relative positioning G1 H2 Z5 F1000 ; lift Z relative to current position G90 ; absolute positioning G1 X100 Y-155 F1000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
Hi,
Glad to hear it is work.
I assume you cleaned up the config.g file?
Frederick
-
@chuymatt You need to adjust the steps/mm appropriately after changing the microstepping. That is probably why it's moving so fast. So X and Y should be set at 80 and Z at 400
-
@JamesM said in Troubleshooting dual z axis sync:
@chuymatt You need to adjust the steps/mm appropriately after changing the microstepping. That is probably why it's moving so fast. So X and Y should be set at 80 and Z at 400
If M92 appears before M350 and M92 contains the correct values for 16x micro-stepping then any needed adjustments will be made for the values used in M350 if for some reason they are other than 16x micro-stepping.