How to specify exact probing points in config.g
-
Probing for the Mesh bed Level?
-
@PCR said in How to specify exact probing points in config.g:
Probing for the Mesh bed Level?
Yes. Sorry, forgot to mention that.

-
@deonholt Bed mesh is currently only defined by M557 https://duet3d.dozuki.com/Wiki/Gcode?revisionid=HEAD#Section_M557_Set_Z_probe_point_or_define_probing_grid
Are you trying to probe at just those two points? It's impossible to create a bed mesh from just two points. Or is that the minimum and maximum points? If the latter, try:
M557 X110:190 Y110:190 P2Using the P parameter sets the number of points in each direction (X and Y). So a total of 4 points will be probed, at X110 Y110, X190 Y110, X110 Y190 and X190 Y190.
If you're trying to level an axis at these points, which is different from mesh compensation, see https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts thanks for the reply.
No, I want at least 9, three in each direction. Want to know how to specify the probe points.
I have just tried this:
M557 X0:218 Y30:219 P3 (My bed is 218 x 218; Ender 5)It only probed 4 point and said it couldn't do more as it was out of bounce for the BL Touch. The nozzle needs to be at X45 Y0 to have the touch not probe in this air. But, I want my first probe to be at X55 Y30 and then from there work out the rest of the probes. But it cannot. This is why I want to enter the 9 points manually. (I hope my newbie terminology makes sense.)
What I am not sure about, is this:
Do I need to work with probe or nozzle positions? The offset between my BL Touch and nozzle is X45:Y12. I want the corner probe to be 30mm from each corner and the center probe to be at X110 Y110. But, If I enter those positions that is not where the probe is. The probe is 45mm to the left and 12mm to the front. And this is what confuses me and I cannot get any information about this. Do we enter probe or nozzle positions?
Thanks for your help & time. I really appreciate it. -
What does your G31 Say
-
@deonholt said in How to specify exact probing points in config.g:
M557 X0:218 Y30:219 P3 (My bed is 218 x 218; Ender 5)
you need to adjust the x and y taking your offset of the probe into account.
so if the offset ist x30
it would become
M557 X30:218 Y30:219 P3 (My bed is 218 x 218; Ender 5) -
and where is the probe located ?
The Value of X0:218 is calculated with the offset of the probe. So if you have the probe on the left side of the printer it trys to prope at 218mm but you head is then over the limit of the x axis.
so if your probe is 20mm to the left try
X0:198
-
@PCR
G31 P500 X-45 Y-12.20 Z2.965 -
then try
M557 X0:173 Y20:219 P3 -
@Veti
This is my offset:
G31 P500 X-45 Y-12.20 Z2.965So, I need to know how to enter a single probe position so that I can see where it probes. I want to use X110 Y110 as a test.
-
@PCR said in How to specify exact probing points in config.g:
M557 X0:173 Y20:219 P3
dont forget the y
soM557 X0:173 Y0:205 P3
-
-
his bed is 218 so 218-12.2=205
-
@PCR
Thanks, will quickly try it.
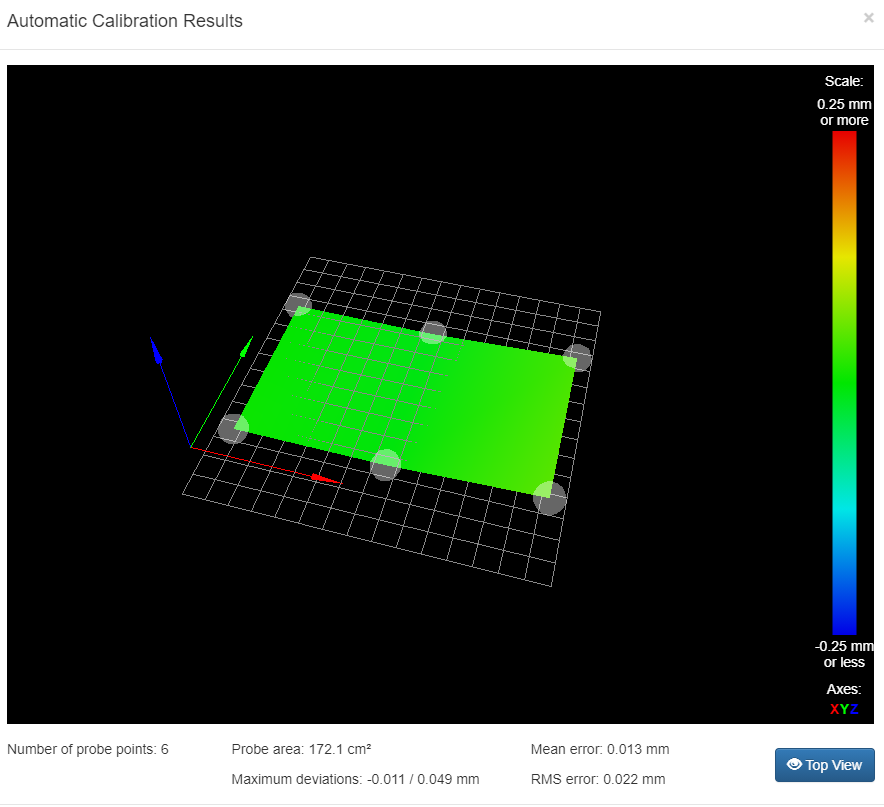
Update: It probed 6 points. It started off promising but stopped after 6 with these errors:
G32
Warning: Skipping grid point (0.0, 219.0) because Z probe cannot reach it
Warning: Skipping grid point (86.5, 219.0) because Z probe cannot reach it
Warning: Skipping grid point (173.0, 219.0) because Z probe cannot reach it
6 points probed, min error -0.011, max error 0.049, mean 0.013, deviation 0.022
Height map saved to file heightmap.csv
-
@deonholt
use the values i posted -
@Veti long day
") You are right !
You are right ! -
@Veti
Thank you SO MUCH, guys.M557 X0:173 Y0:205 P3 did it. I REALLY appreciate your time & patience.

