when will the new Z-height actually be saved?
-
@fcwilt said in when will the new Z-height actually be saved?:
@holco62 said in when will the new Z-height actually be saved?:
It looks that I don't have a start gcode in my System Directory, or I can't find it
Hi,
They are talking (I think) about the place in S3D where you can enter gcode to be executed before the start of the print.
You can also, if you wish, create "start.g" in your system directory and put gcode there - the firmware executes "start.g" at the start of the print.
Frederick
Made a start.g directory with a G32 file in it, but for the rest I am lost


-
@holco62 he meant create a file called start.g in your duet system directory (/sys folder). In that file, put the line:
G32To answer your other question on the files, please attach your bed.g and homedelta.g files from the system directory (i can see the file names in the screenshot)
-
@engikeneer said in when will the new Z-height actually be saved?:
@holco62 he meant create a file called start.g in your duet system directory (/sys folder). In that file, put the line:
G32To answer your other question on the files, please attach your bed.g and homedelta.g files from the system directory (i can see the file names in the screenshot)
Thanks

start.g is working, one thing though, it das the calibration with a gold bed/hotend, is there a way to bring up the temps first?
The bed.g and the homedelta.g files


-
@holco62 said in when will the new Z-height actually be saved?:
is there a way to bring up the temps first?
You could add a bed heat up command to the start of your bed.g. something like.
M140 S60 ; set bed to 60 and continue
G28 ; home towers
M116 ; for for tempts to be reached
G30.... etc ; probe for calibration -
@holco62 said in when will the new Z-height actually be saved?:
...is there a way to bring up the temps first?
Short answer - yes - @Phaedrux has shown a simple approach.
Long answer - there are several different ways to do all that is needed to start a print.
For example, instead of putting everything in bed.g you leave just the essential commands there (the commands you already have) and put everything else (setting temps, waiting for temps, etc) in start.g including the G32 to invoke bed.g.
As you become more comfortable with the firmware there are lots of things possible.
I'm including my equivalent of "start.g" just to give you an idea of the possibilities BUT I am NOT suggesting that you try to adopt anything I have done at this time.
There are lots of extra ; characters there that I added because {1} appeared at the start of empty lines when I pasted the code
; select tool and configure based on filament selected T0 ; select tool 0 so extruder commands below will work M703 ; configure selected filament (sets bed/extruder temps, extrusion multiplier) ; check for selected filament if move.extruders[0].filament = "" M291 R"No Filament Selected" P"Cannot Continue" S2 T0 abort ; check bed heater active temp setting if heat.heaters[0].active = 0 M291 R"Bed Heater Active Temp = 0" P"Cannot Continue" S2 T0 abort ; check extruder heater active temp setting if heat.heaters[1].active = 0 M291 R"Extruder Heater Active Temp = 0" P"Cannot Continue S2 T0 abort ; ; check if homed - allows homing (OK button) or canceling (CLOSE button) ; if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed M291 R"Printer has not been homed" P"Home and Continue?" S3 T0 G28 ; ; setup to print ; M291 R"Preparing to print" P"Please wait..." T0 ; M106 P2 S255 ; lights on M106 P3 S255 ; lights on M106 P4 S255 ; lights on ; G90 ; absolute moves G1 Z100 F1200 ; position for cleaning G1 X0 Y-145 F6000 ; position for cleaning ; M291 R"Heating Extruder/Bed" P"Please wait..." T0 ; M116 ; wait for temps to reach set points ; M291 R"Priming Extruder" P"Please wait..." T0 ; G92 E0 ; reset the extruder logical position M83 ; extruder relative mode G1 E10 F120 ; prime the extruder M400 ; wait for extruding to finish G92 E0 ; reset the extruder logical position ; M98 P"beep_alert_1.g" ; beep paneldue ; M291 R"Clean Nozzle and Bed" P"Click OK to begin printing" S3 T0 ; M98 P"mesh_comp_map_load.g" ; load height map as needed ; M118 L0 P4 S"FT5|Print begun" -
@fcwilt said in when will the new Z-height actually be saved?:
@holco62 said in when will the new Z-height actually be saved?:
...is there a way to bring up the temps first?
Short answer - yes - @Phaedrux has shown a simple approach.
Long answer - there are several different ways to do all that is needed to start a print.
For example, instead of putting everything in bed.g you leave just the essential commands there (the commands you already have) and put everything else (setting temps, waiting for temps, etc) in start.g including the G32 to invoke bed.g.
As you become more comfortable with the firmware there are lots of things possible.
I'm including my equivalent of "start.g" just to give you an idea of the possibilities BUT I am NOT suggesting that you try to adopt anything I have done at this time.
There are lots of extra ; characters there that I added because {1} appeared at the start of empty lines when I pasted the code
; select tool and configure based on filament selected T0 ; select tool 0 so extruder commands below will work M703 ; configure selected filament (sets bed/extruder temps, extrusion multiplier) ; check for selected filament if move.extruders[0].filament = "" M291 R"No Filament Selected" P"Cannot Continue" S2 T0 abort ; check bed heater active temp setting if heat.heaters[0].active = 0 M291 R"Bed Heater Active Temp = 0" P"Cannot Continue" S2 T0 abort ; check extruder heater active temp setting if heat.heaters[1].active = 0 M291 R"Extruder Heater Active Temp = 0" P"Cannot Continue S2 T0 abort ; ; check if homed - allows homing (OK button) or canceling (CLOSE button) ; if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed M291 R"Printer has not been homed" P"Home and Continue?" S3 T0 G28 ; ; setup to print ; M291 R"Preparing to print" P"Please wait..." T0 ; M106 P2 S255 ; lights on M106 P3 S255 ; lights on M106 P4 S255 ; lights on ; G90 ; absolute moves G1 Z100 F1200 ; position for cleaning G1 X0 Y-145 F6000 ; position for cleaning ; M291 R"Heating Extruder/Bed" P"Please wait..." T0 ; M116 ; wait for temps to reach set points ; M291 R"Priming Extruder" P"Please wait..." T0 ; G92 E0 ; reset the extruder logical position M83 ; extruder relative mode G1 E10 F120 ; prime the extruder M400 ; wait for extruding to finish G92 E0 ; reset the extruder logical position ; M98 P"beep_alert_1.g" ; beep paneldue ; M291 R"Clean Nozzle and Bed" P"Click OK to begin printing" S3 T0 ; M98 P"mesh_comp_map_load.g" ; load height map as needed ; M118 L0 P4 S"FT5|Print begun"Thanks, I'll see if I can put something together myself.
-
I've tried
M109 ; Set Extruder Temperature and Wait
M116 ; Wait for tools
in the start.g file with as last line
G32 ; call bed.g
but when I issue a print command generated by Cura the printer directly starts with G32 and after calibration the bed starts to warm up.
What am I doing wrong?
https://picturepush.com/public/16329875

-
This post is deleted! -
@holco62 said in when will the new Z-height actually be saved?:
M109 ; Set Extruder Temperature and Wait
Have you set a temperature? M109 by itself does nothing. See here for how you would use M109
https://duet3d.dozuki.com/Wiki/Gcode?revisionid=HEAD#Section_M109_Set_Extruder_Temperature_and_Wait
-
@Phaedrux
Ok, I was under the impression that the Cura slicer controls the temp -
It does, but in start.g Cura has no input yet. Cura can't control anything until the print gcode starts.
Start.g happens before any slicer code. You can use it for preparing the printer to receive the print gcode.
Heat up, home all, leveling, etc. Then Cura will take over, set the final print temperatures as you've set in the slicer.
-
Ok it starts to get a bit clearer (very small bit
 )
)Btw, how can I prevent the printer from homing after G32?
I would like to have this sequence,
First manually set bed temp / hotend temp in Duet control
Load print command> homing axes> G32> start printing, so no homing after G32.
-
Post your Cura start gcode. That's where it would be defined.
Technically you don't need to use start.g at all. You could do it all in Cura.
M116; Wait
G28 ; home printer
G32 ; bed.g for levelingOr just use Start.g to preheat. Since it's a progression you can split it up however it makes sense. If you want you can even call a macro file in your slicer start gcode section.
-
@holco62 said in when will the new Z-height actually be saved?:
Ok it starts to get a bit clearer (very small bit
)Btw, how can I prevent the printer from homing after G32?
As mentioned start.g executes before any code from the slicer.
There are places in the slicer where you can insert you own code which is usually executed shortly after the first slicer generated code. Exactly when depends on the slicer and the slicer settings used.
I use S3D and it generates the following code just BEFORE inserting code that I might enter into the slicer. What is shown assumes the temp settings are 60 and 190.
G90 ; absolute XYZ moves M83 ; relative E moves M106 S0 ; fan off M140 S60 ; bed temp to 60 M104 S190 T0 ; extruder temp to 190 ; my code would appear at this pointFrederick
-
@holco62 said in when will the new Z-height actually be saved?:
Ok it starts to get a bit clearer (very small bit
)Btw, how can I prevent the printer from homing after G32?
I would like to have this sequence,
First manually set bed temp / hotend temp in Duet control
Load print command> homing axes> G32> start printing, so no homing after G32.
Removed the start.g file and added G32 in the Cura exstruder start-g code, everything now works exactly as I want

-
@Phaedrux said in when will the new Z-height actually be saved?:
Post your Cura start gcode. That's where it would be defined.
Technically you don't need to use start.g at all. You could do it all in Cura.
M116; Wait
G28 ; home printer
G32 ; bed.g for levelingOr just use Start.g to preheat. Since it's a progression you can split it up however it makes sense. If you want you can even call a macro file in your slicer start gcode section.
Sorry for quotting myself yesterday
 I was supposed to quote you in my penultimate post, but better late than never, you nailed it again so thank you
I was supposed to quote you in my penultimate post, but better late than never, you nailed it again so thank you 
-
G32 works well in Cura (Extruder Start Gcode), but with the start of a print when all temps have been reached the effector first slowly approaches the bed, just before the nozzle hits the bed, it's homing and then starts the G32 calibration and goes printing.
Is there any way to skip that initial slowly going to the bed?
I am also curious if other changes / settings are needed with regard to Cura 4.8 which I have now set as a standard Anycubic Predator, especially stringing (PLA) gives me a hard time to get it right with a Mosquito hotend.
I shot a short video of it
-
Everything it does at the start of the print is dictated by the slicer start gcode. Can you copy and paste the first 50 lines or so of a slicer gcode file? Also include your current homedelta, bed.g and config.g so we can see exactly what's going on and can tell you what needs to change.
-
Cura doesn't let me copy the start G-code, so I took 2 pictures
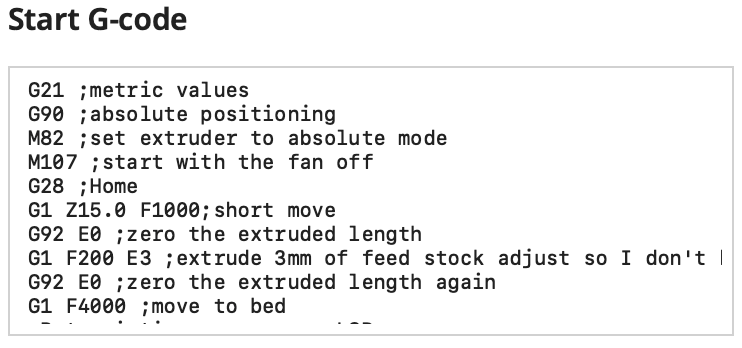
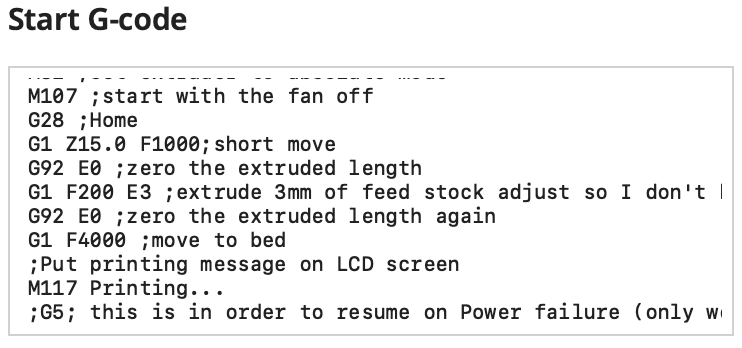
I'll post the rest in a moment
-