Bug? In Retraction and Movement Junction
-
Also do you get the same results with pressure advance turned off? I see M572 D0 S0.05 in the cylinder gcode.
Can you send me the stl also? I want to see how your gcode, vs my gcode varies.
-
config-override.g as requested
; config-override.g file generated in response to M500 at 2020-06-08 22:33 ; This is a system-generated file - do not edit ; Heater model parameters M307 H0 A114.3 C401.1 D2.6 S1.00 V23.8 B0 M307 H1 A571.4 C175.6 D5.1 S0.25 V24.1 B0 ; Workplace coordinates G10 L2 P1 X0.00 Y0.00 Z0.00 G10 L2 P2 X0.00 Y0.00 Z0.00 G10 L2 P3 X0.00 Y0.00 Z0.00 G10 L2 P4 X0.00 Y0.00 Z0.00 G10 L2 P5 X0.00 Y0.00 Z0.00 G10 L2 P6 X0.00 Y0.00 Z0.00 G10 L2 P7 X0.00 Y0.00 Z0.00 G10 L2 P8 X0.00 Y0.00 Z0.00 G10 L2 P9 X0.00 Y0.00 Z0.00Pressure advance turned off as requested
same first 3 as before
#4 Gcode as Provided with firmware changes M566 P1 & M205 ... E50 change as well as setting pressure advance to 0.0
Made the stop point worse, as well as started to cause issues for the start point.

Requested STL model
STL Model
However this request actually makes zero sense, it does not matter what my slicer is generating, I already clearly stated I can 100% reproduce the issue in nearly any slicer.
Also as mentioned, I do not see this issue with Marlin-powered machines with similar configurations or hardware. -
Did another test because people appear to be fixed on the fact that my z axis speeds are too low.
#1 is the same as the included gcode in the initial request.
#2 is with the following changes as well as pressure advance turned off in the gcode.M566 P1 M201 X800.00 Y800.00 Z2000.00 E5500.00 ;Z changed from Z200 to Z2000 M203 X12000.00 Y12000.00 Z7500.00 E5000.00 ;Z changed from Z750 to Z7500 M205 X3 Y3 Z3 E50 ;Z changed from Z2 to Z3 to match XY
This results more or less in the same print I did prior with pressure advance turned off.
It did however make my z axis quite fast and make some really funny winey soundsYou might say that it appears to reduce alot of the banding along the z axis however this appears to mostly be from the rods getting cleaned up and relubricated from the repeated test prints today. This machine has sat mostly abandoned for a few weeks until recently due to the issues.
-
Hi, I finally was able to look at your config on my laptop rather than phone.
Can you try these settings on that cartesian machine?
M566 X900 Y900 Z120 E3000 ; set maximum instantaneous speed changes (mm/min) M566 P1 ; Set jerk policy to mimic Marlin and uses jerk between all moves. M203 X12000 Y12000 Z600 E6000 ; set maximum speeds (mm/min) M201 X4000 Y4000 Z300 E3000 ; set accelerations (mm/s^2) M204 P800 T2500 ; set print and travel accel M572 D0 S0.035 ; PRESSURE ADVANCE M207 S1 R0.0 F3000 T1500 Z0.0 ; firmware retractionAlso can you make sure your motors are set to somewhere in the range of 60-85% of their rated max?
I'm not super familiar with idea maker, but if it has RepRapfirmware gcode flavour, make sure you're using that.
Turn off any jerk or accel control in the slicer if present.
Turn off any coasting or wipe.
Turn on retract on layer change.
Inner perimeter first, outer perimeter second, then infill.
Give firmware retraction a try if you aren't already. It makes tuning retraction during a print quite easy.Those are usually things that make for an obvious seam.
If that appears to improve it a bit, then try tuning pressure advance. https://duet3d.dozuki.com/Wiki/Pressure_advance#Section_Methods_of_finding_the_right_amount_of_pressure_advance
Oh and you might find these macros handy for tuning as well.
https://forum.duet3d.com/topic/6181/tuning-macros-menus-accel-jerk-retraction-pressure-advance -
@Phaedrux said in Bug? In Retraction and Movement Junction:
M566 X900 Y900 Z120 E3000 ; set maximum instantaneous speed changes (mm/min) M566 P1 ; Set jerk policy to mimic Marlin and uses jerk between all moves. M203 X12000 Y12000 Z600 E6000 ; set maximum speeds (mm/min) M201 X4000 Y4000 Z300 E3000 ; set accelerations (mm/s^2) M204 P800 T2500 ; set print and travel accel M572 D0 S0.035 ; PRESSURE ADVANCE M207 S1 R0.0 F3000 T1500 Z0.0 ; firmware retraction
Retuned the motors to 70% of rated max (double-checked the specs first of each motor) which resulted in a slightly higher value on most of them, extruder went down slightly.
Slicing - Ideamaker
- RRF is already set (they have this setting because the Raise3D E2 is RRF)
- Jerk & acceleration control has always been turned off but verified it off
- Coast & wipe has been off for the duration of this testing as requested earlier, confirmed this is still off.
- Retraction on layer change has always been on but verified it on
- Inner perimeter first, outer perimeter second, then infill is default settings in ideamaker but confirmed they were still set
- Set to Firmware retraction in machine settings in Ideamaker
- New Gcode
Image
#1 Original Gcode and firmware/slicer settings as outlined in the initial request of print examples.
#2 Changes as noted above as requested, with the new included gcode.
#3 Same as #2 but changed firmware value of M572 to 0.05 per original gcode to attempt a better start point

Observations
There does not appear to be a real meaningful change in this configuration.
The only real difference has somehow resulted in a now detuned start point that has resulted in it actually under extruded slightly now, which is why I ran an additional test with my old known "good" value for pressure advance which no longer appears to be accurate with these changes. I am guessing this is in relation to your set 1.5mm retraction where I was using 1.25mm or the possible slight speed differences in our retraction settings.Additional
Im not sure why everyone is still obsessed with Pressure Advanced Tuning.
As I have mentioned, I think a few times now.
In all my tests, yes it can significantly impact start points. However, it has little to no impact on the stop points.
My issue is STOP points not Start points.
In my past tuning, I have tested values from 0.0 to 2.0 in increments of 0.05 and in some ranges when I felt I was close to increments of 0.005
Yes, I have run literally 100's of prints on shapes like this little rod stl trying to tune this issue. It is nothing to do with the STL, I can download any stl from any website or any stl someone generates themselves I can reproduce this issue every single time in any slicer on any of my machines running RRF.
I am not kidding I have literally filled my trashcans many many times with these tiny prints, 25KG+ is a lot of these little buggers. -
@jatmn said in Bug? In Retraction and Movement Junction:
I am guessing this is in relation to your set 1.5mm retraction where I was using 1.25mm or the possible slight speed differences in our retraction settings.
Yes, it's 1mm of retraction but the speeds are likely different to yours. You'd have to tune that as well.
@jatmn said in Bug? In Retraction and Movement Junction:
However, it has little to no impact on the stop points.
I'm not sure why you think that. It would have an impact on both. Think about what it's doing. It's shifting the amount of extrusion forward or back in time. It's reducing the amount of extrusion before a stop.
Do you have an example print of the perfect seam you're aiming for? I would say the settings I gave you produced a bit nicer of a seam compared to the first one, but maybe that's just what I want to see and it's hard to tell from a photo. You've got it in hand, so if you think it's no better, I'll take your word for it. But if that's no good, what does perfection look like?
-
Whilst I wait for my prints to finish, I thought I'd stick this up. I opened up your gcode in simplify3d to see where the retraction points were:
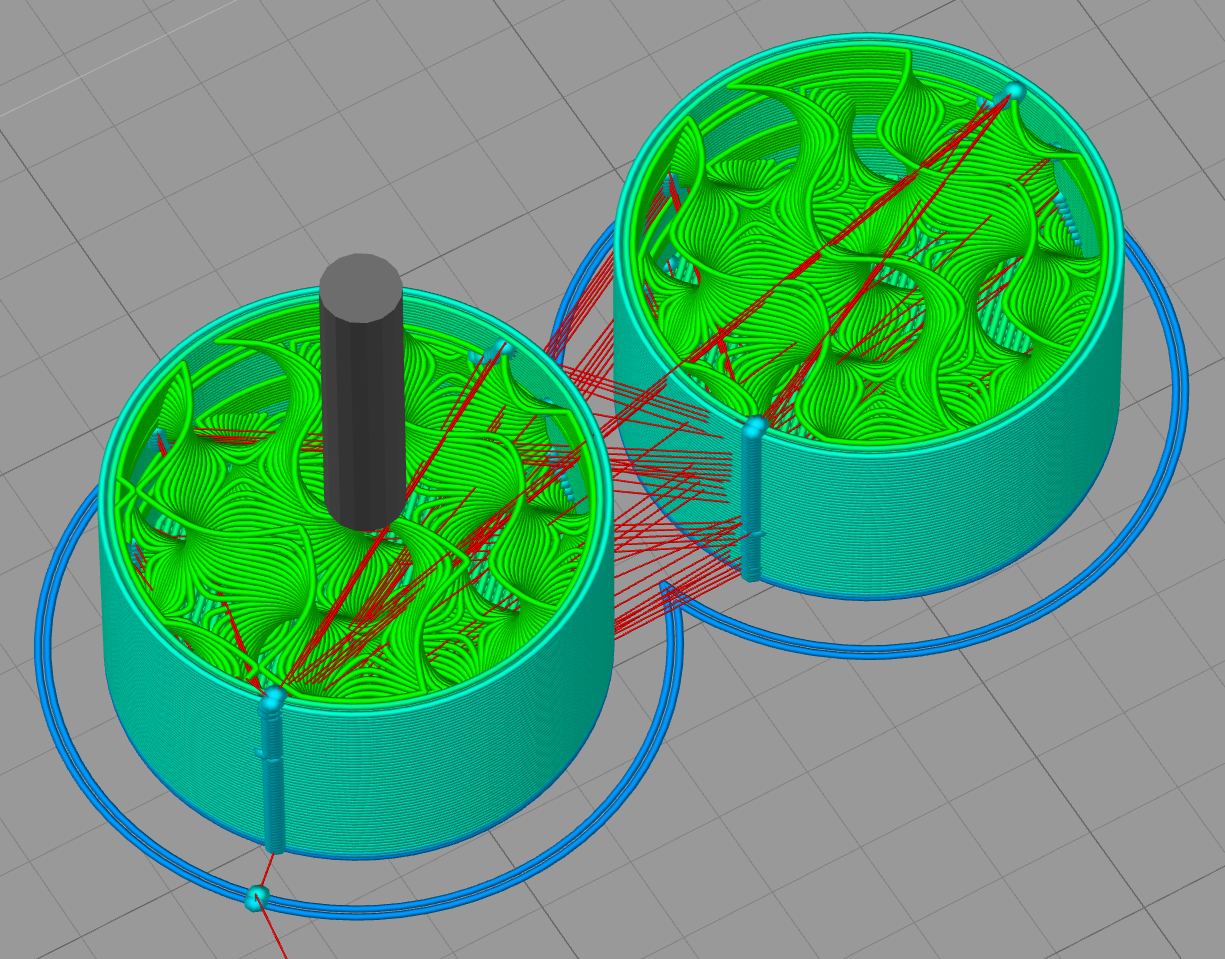
You can see that you're retracting on both the inner and outer layers of the shell.
With my stock simplify3d settings a single print of your STL looks as follows:
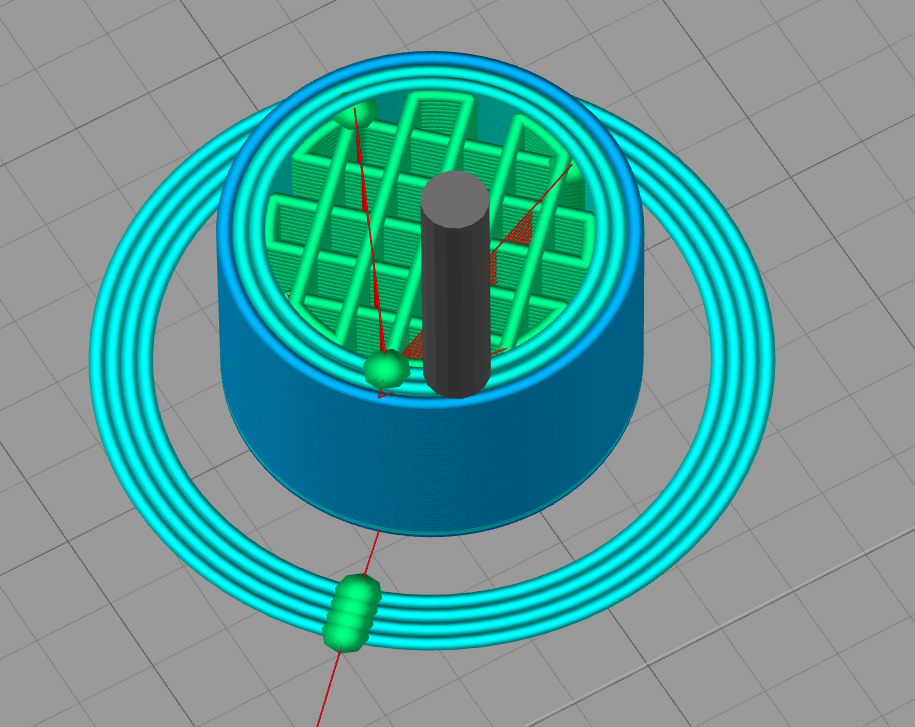
Yes I'm doing three shells, but I'm only retracting at movements and layer changes (both turned on). There is no alignment of retractions.
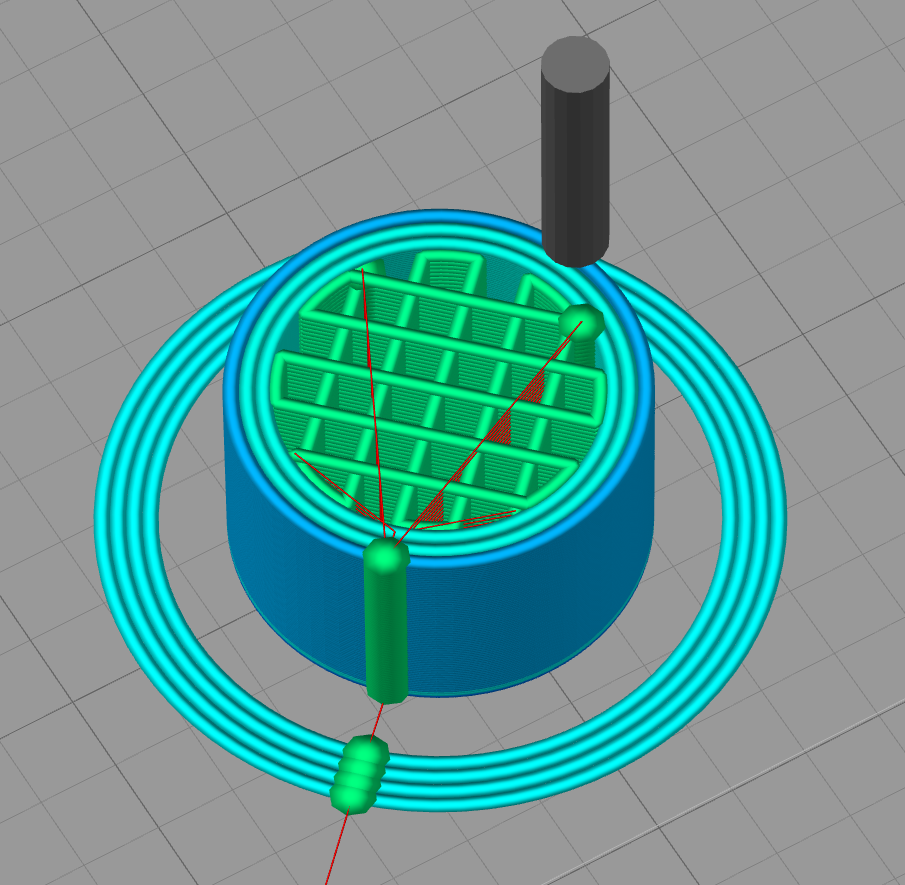
I'm currently printing one inside-out, and one outside-in print to see how they differ.
At least according to the slicer, for outside-in I'll see retractions on the outer shell of the print:
-
I scaled down the model so I could get the prints out a little faster. Cut it down to 10mm and was more than enough to show the behavior. Top print is outside-in, bottom print is inside-out. The results don't match what I would have anticipated from the slicer here. Both have visible seams. With inside-out looking marginally worse.

-
Anyone can view the configuration for this printer here:
https://github.com/opsensai/sk-go-duet-config/blob/master/config.g
-
@jatmn said in Bug? In Retraction and Movement Junction:
However, it has little to no impact on the stop points.
I'm not sure why you think that. It would have an impact on both. Think about what it's doing. It's shifting the amount of extrusion forward or back in time. It's reducing the amount of extrusion before a stop.
I know this is how it's supposed to work in theory. (or by design)
However literally every one of my tests proves otherwise, or at least the results of the print are proven otherwise.
This is significantly more clearly shown when you run a 1.75mm or 2.85mm Filament on a 1mm nozzle (Which I have noted to have done already)
With an excessively high Pressure Advance value you can cause a significantly delayed start point resulting in a measurable gap between the stop and start points. (on one test I had a 1.5mm gap between the points!)
However, with that, you can still have this over extrusion effect on the stop point even with those settings.
Sorry, I don't have a picture of that, it was a test I had done about 2-3months ago.As for the result I am looking for, something like this.
Top is Original #1 test from this thread
Bottom is a random print I just did on my Prusa mini

Here is a video that details the 2 prints above
Grey is off mentioned test machine, Red is Prusa mini
Video Link(also screw Akismet.com spam checker flagging my posts as spam when I edit them)
-
@davekeogh Those are some clean prints, but I do clearly see my issue on them.
-
@jatmn Just had a quick flick through this thread so I might have missed something. But in a recent post, you mentioned a 1mm nozzle. Is that what you are using? If so, that is the most likely cause of your issues. It most certainly explains why you don't need to use pressure advance because it is highly unlikely that there would be any build up of pressure that needs to be compansated for.
Have you tried a more "normal" size nozzle?
Another thing, have you ruled out all mechanical defects? Are all the gears and hobbed bolts secure on their shafts inside the extruder? -
@jatmn cheers. I do try. I'll try the same print on my skr running RRF tomorrow.
Do you have shots from prints running Marlin?
-
@deckingman said in Bug? In Retraction and Movement Junction:
@jatmn Just had a quick flick through this thread so I might have missed something. But in a recent post, you mentioned a 1mm nozzle. Is that what you are using? If so, that is the most likely cause of your issues. It most certainly explains why you don't need to use pressure advance because it is highly unlikely that there would be any build up of pressure that needs to be compansated for.
Have you tried a more "normal" size nozzle?
Another thing, have you ruled out all mechanical defects? Are all the gears and hobbed bolts secure on their shafts inside the extruder?Uhm.. please read just the first post, forget all the rest of the thread it will give a more clear answer of whats going on.. unfortunately non of your comments applied to anything going on at all.
-
@davekeogh said in Bug? In Retraction and Movement Junction:
@jatmn cheers. I do try. I'll try the same print on my skr running RRF tomorrow.
Do you have shots from prints running Marlin?
my post just before my comment to you has a link to a video showing a print off my prusa mini vs my first print shown in tests here off the RRF test machine.
-
honesty , i read the thread and i'm yet to understand what the actual issue is ?
whats wrong with those seams ?
your mini print and the other look almost identical to me .
am i missing something ? -
@hackinistrator if you watch the last I think 5 seconds of the video I posted this appears to have the best shot at the very end of the video showing the issue.
In the video if you turn the sound up you can hear my finger nail catch on the red print (prusa mini) this is my nail catching inside the seam which is otherwise even on both sides. The grey print which is the one in question you can clearly see my nail get stuck on the seam but only going over it from one direction. This is the step in the surface between stop and start point, not a gap between the 2 that my nail catches. This is why it's only catching from one direction.
The stop point where retraction is triggered is over extruded. This results in a "bump" in the surface of the shell of the model which generally causes significant issues with parts I print as it causes issues for round objects and thru holes.
It also results in a square having one corner being budged out while the other 3 are clean. -
@jatmn ok , so you are trying to get rid of the bulge at the seam , right ?
does this happens when filament de-retracts ?
if so , use negative extra restart distance. if you have simplyfy 3d , try setting extra restart distance to -0.1 , if not enough set -0.3 , -0.6 etc ...on some filaments , i sometimes have this bulge at the start of the perimeter due to excessive pressure , even without retractions . in this case , in s3d again , go to layer change script and set G1 E-0.2 . if not good enough set G1 E-0.5 etc...
-
@hackinistrator it only happens on the stop point. Not the start point or "de-retraction"
Coasting and wiping does not resolve the issue either. -
if it happens at the end of perimeter , why are you retracting there? retraction before infill start ? for what .
show me your s3d gcode please .