G30 S-1 is giving me heart stitches [SOLVED]
-
if you dont want to use endstops, you should just setup sensorless homing
https://duet3d.dozuki.com/Wiki/Stall_detection_and_sensorless_homing
-
@o_lampe said in G30 S-1 is giving me heart stitches:
with the homeall script the behaviour is a bit different: it runs to 20,20 then probes (G1 S1) and runs against the rear beam.
Whenever G30 is issued,the printer freaks out.
Do you understand what a G1 command with the S1 (now H1) parameter does?
If you have the X and Y end stops forced active your homeall.g script will not work.
If you wish to use the Z probe for homing you don't use any G1 S1 Znnn command - just G30 BUT you likely want to use a G1 Xnnn Ynnn command to move to the center of the bed first.
You also need to have M574 Z0 and a valid Z probe configuration - which you appear to have.
If you aren't going to have actual end stops and are not going to use sensor-less homing you can force any axis to be "homed" with G92 Xnnn (or Y) but naturally the value nnn should be where the axis is actually positioned at the time.
I suggest you just install actual end stop sensors.
Frederick
Printers: a E3D MS/TC setup and a RatRig Hybrid. Using Duet 3 hardware running 3.4.6
-
Can you send M98 P"config.g" in the console to check for some syntax error messages that are normally lost in startup?
@o_lampe said in G30 S-1 is giving me heart stitches:
M584 X0 Y1 Z2 E3 ; drive mapping
The M584 should come earlier than any of the commands that reference the axis that it creates. I think the only reason it's worked so far is that you're using default mappings, but still weird things can happen.
Copying your values into the config generator won't duplicate any of the syntax errors that may be there. I really suggest you try generating a fresh set even just to see what it looks like to compare to yours. And yes it will make switching over to RRF3 much easier.
-
@fcwilt said in G30 S-1 is giving me heart stitches:
You also need to have M574 Z0 and a valid Z probe configuration
Thanks @fcwilt
I read that line last night and I couldn't find sleep, because it makes totally sense.
It's like re-purposing a fan connector for something else:-
- you have to undefine the fan
-
- now you can define it as LED-light colour changer or whatever
@Phaedrux
I moved the drive mapping right behind the M667 CoreXY definition.Now, downing the coffee and back to the printer
")
The new config.g. I've also changed the extruder settings, since the E3d Titan is the only new part of the printer. It's run by a 1.8° 1708 pancake stepper, an improvement against the 0.9° original motor i guess.
config.g -
-
One problem less, two new problems?
I tested the new config and behaviour was unchanged. G30 refuses to run before Z axis is homed. When it runs, it goes all over the place instead of probing where it should.
G30 X20 Y20 S2 ; is a valid code,right?Then I checked my M667 setting again. Here in RepRap-Wiki and then in the Duet dozuki pages and look, what it says:
This command is deprecated in RRF 2.03 and later. Use M669 instead.So I used M669 K1 and started homeAll.
; homeall file for use with dc42 Duet firmware on CoreXY printers ; This file assumes the endstop switches are at the low end of each axis. ; Reverse the X and Y movement for high-end switches. ; Adjust the bed upper and lower limits in config.g (M208 commands) to get the correct homing positions G91 ; relative mode G1 F2400 ; course home X or Y //S1 X-340 Y-240 G1 S1 X-340 ; course home X G1 S1 Y-240 ; course home Y G1 X14 Y14 F600 ; move away from the endstops G1 S1 X-20 ; fine home X G1 S1 Y-20 ; fine home Y G1 X20 Y20 F4000 G1 F600 G1 S1 Z-300 F600 G1 Z5 F200 G30 X20 Y20 S-2 ; If you are using a microswitch for Z homing, insert similar code for the Z axis here, ; but use lower feed rates suitable for your Z axis. G90 ; back to absolute modeThe tool still dances around the bed, but luckily didn't crash anywhere. The endposition of it can be seen here:
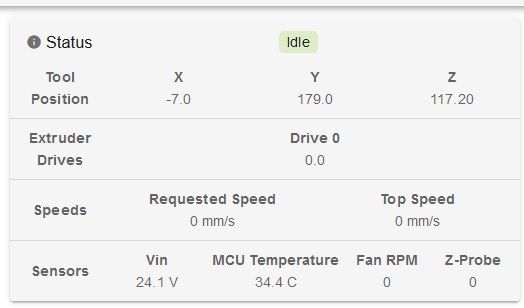
WHY does it do that?
The good news is, when I move to X0 Y0 Z5, the position is almost correct.Now I can spend my time with mesh bed leveling and see what happens next.
//edit Should I go to absolute positioning (G90) before G30 in homeAll? Hold your breath, BRB...
-
your homeall also uses old syntax.
the S1 is depricated.
also i dont understand why you are making your life so difficult, instead of using the correct generated homing files from the configurator.
Using S-2 here is incorrect
-
@Veti said in G30 S-1 is giving me heart stitches:
your homeall also uses old syntax.
the S1 is depricated.
No, it's not, the dozuki wiki says, they are the same.
G1 Xnnn Ynnn Znnn S0 Ignore endstops while moving. G1 Xnnn Ynnn Znnn S1 Sense endstops while moving. On Delta (only), axis letters refer to individual towers. G1 Xnnn Ynnn Znnn S2 Ignore endstops while moving. Also ignore if axis has not been homed. On Delta and CoreXY, axis letters refer to individual towers. G1 Xnnn Ynnn Znnn S3 Sense endstops while measuring axis length, and set the appropriate M208 limit to the measured position at which the endstop switch triggers. RRF_2.02 and later, BEFORE M452 Laser Mode. S parameter behaves as shown above. -
since S has a double meaning, the use of H is encouraged.
-
@Veti said in G30 S-1 is giving me heart stitches:
Using S-2 here is incorrect
Maybe, but I also tried the other options, without any difference
-
@Veti said in G30 S-1 is giving me heart stitches:
since S has a double meaning, the use of H is encouraged.
Just for your peace of mind, I'll try (again)
Why I don't use the config tool is simple: In MY config, I know every line. Where it is and what it does (or should do)
A generated file is different. -
@o_lampe said in G30 S-1 is giving me heart stitches:
In MY config, I know every line. Where it is and what it does (or should do)
A generated file is different.then at least look at the generated files so that you know how its supposed to be done
-
@o_lampe said in G30 S-1 is giving me heart stitches:
In MY config, I know every line. Where it is and what it does (or should do)
You don't seem to be paying attention.
In your new config.g file you have...
M574 X1 Y1 Z0 S1 - that is NOT correct - remove the Z0
M574 Z1 S2 - that is NOT correct - change it to M574 Z0
Now as to your homing file.
Do you have actual end stop switches for X and Y OR are you forcing them active?
IF you ARE forcing them active your homing file is not going to work.
G1 S1 X-340 - will not move but will mark X as homed at whatever position it happens to be at
G1 S1 Y-240 - will not move but will mark Y as homed at whatever position it happens to be at
G1 X14 Y14 - will move X and Y by 14mm in the direction of the high end of the each axis
G1 S1 X-20 - does nothing - will not move
G1 S1 Y-20 - does nothing - will not move
G1 F600 - serves no purpose - remove it
G1 S1 Z-300 F600 - is incorrect - remove it - you are going to use the z probe for homing Z
G1 Z5 F200 - should generate an error as Z is not homed - remove it
G30 X20 Y20 S-2 - that is not valid syntax - to home with Z probe just use G30 by itselfBut without actual X and Y end stop sensors you might as well just do the following.
G92 X0 - mark X as homed and at position X = 0
G92 Y0 - mark Y as homed and at position Y = 0
G30 - home Z at the current X and Y position - whatever that happens to beThis would work IF the actual starting position of X was 0 and Y was 0.
If will be so much simpler if you either install X and Y end stop switches OR use sensor-less homing for X and Y
Frederick
Printers: a E3D MS/TC setup and a RatRig Hybrid. Using Duet 3 hardware running 3.4.6
-
@fcwilt said in G30 S-1 is giving me heart stitches:
M574 Z1 S2 - that is NOT correct - change it to M574 Z0
Although I must admit that you are right with most of your comment, this line is correct for using the z-probe as endstop.
Quote from M574 wikiSnnn Endstop type: ... 2 = Z probeWhy did I keep all the useless lines in homeAll? Simply don't want to write it again, when I have real endstops.
-
@fcwilt said in G30 S-1 is giving me heart stitches:
G1 S1 Z-300 F600 - is incorrect - remove it - you are going to use the z probe for homing Z
G1 Z5 F200 - should generate an error as Z is not homed - remove itAs I said earlier, I have to home the Z-axis before running G30. And that's exactly what it does. And it does lift 5mm afterwards, because the axis is now homed according to DWC.
The only it doesn't do, is giving me a Z=0 datum. also G92 Zxxx doesn't.That's why I had to deal with G30.
-
there G30 does not need the z axis to be homed
-
@o_lampe said in G30 S-1 is giving me heart stitches:
Read it all:
Snnn 1 = switch-type (eg microswitch) endstop input, 2 = Z probe (when used to home an axis other than Z), 3 = single motor load detection, 4 = multiple motor load detection (see Notes).
M574 Z0 is correct.
Frederick
Printers: a E3D MS/TC setup and a RatRig Hybrid. Using Duet 3 hardware running 3.4.6
-
@fcwilt
where's that from, please? -
@o_lampe said in G30 S-1 is giving me heart stitches:
@fcwilt
where's that from, please?Where is what from?
Frederick
-
@o_lampe said in G30 S-1 is giving me heart stitches:
As I said earlier, I have to home the Z-axis before running G30. And that's exactly what it does.
Because you didn't have M574 Z0 saying to home with the z probe.
Frederick
-
@fcwilt said in G30 S-1 is giving me heart stitches:
2 = Z probe (when used to home an axis other than Z)
Sorry, I should've quoted it...
Here is the link, I refered to