DUEX 5 V0.8 TO DUEX 5 V0.11
-
@paolozampini1973 Now you are missing the +
USE THIS!
M574 Z1 S1 P"!zstop+!e1stop"Anyway, I have to go now. See my earlier post about change homez.g.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 Also, the last homeall.g does not home z; it just sets Z=0 wherever Z is.
G91 ; relative positioning G1 S2 H2 Z15 F1500 ; lift Z relative to current position G1 S1 H1 X-500 Y-500 F1500 ; move quickly to X and Y axis endstops and stop there (first pass) G1 S2 H2 X5 Y5 F1500 ; go back a few mm G1 S1 H1 X-500 Y-500 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 S1 H1 Z-300 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this)homez.g does a move towards home, then sets Z=0 when the endstops are triggered.
G91 ; relative positioning G1 H2 Z15 F700 ; lift Z relative to current position G1 H1 Z-300 F700 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this)However, your M208 is
M208 X500 Y500 Z320 S0, so Z axis is longer than the Z-300 move. In homez.g, changeG1 H1 Z-300 F700toG1 H1 Z-400 F700: it must be a bigger move than the axis length. Did you change M208 recently?Ian
No I haven't changed it recently this car was so configured for months this is what I was always doing Solving the problem of loss of pace and it seems that you can see that step has been resolved but I still have to try it well
-
@paolozampini1973 said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 Also, the last homeall.g does not home z; it just sets Z=0 wherever Z is.
G91 ; relative positioning G1 S2 H2 Z15 F1500 ; lift Z relative to current position G1 S1 H1 X-500 Y-500 F1500 ; move quickly to X and Y axis endstops and stop there (first pass) G1 S2 H2 X5 Y5 F1500 ; go back a few mm G1 S1 H1 X-500 Y-500 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 S1 H1 Z-300 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this)homez.g does a move towards home, then sets Z=0 when the endstops are triggered.
G91 ; relative positioning G1 H2 Z15 F700 ; lift Z relative to current position G1 H1 Z-300 F700 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this)However, your M208 is
M208 X500 Y500 Z320 S0, so Z axis is longer than the Z-300 move. In homez.g, changeG1 H1 Z-300 F700toG1 H1 Z-400 F700: it must be a bigger move than the axis length. Did you change M208 recently?Ian
No I haven't changed it recently this car was so configured for months this is what I was always doing Solving the problem of loss of pace and it seems that you can see that step has been resolved but I still have to try it well
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Wed May 19 2021 14:46:37 GMT+0200 (Ora legale dell’Europa centrale)
G91 ; relative positioning
G1 S2 H2 Z15 F1500 ; lift Z relative to current position
G1 S1 H1 X-500 Y-500 F1500 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 S2 H2 X5 Y5 F1500 ; go back a few mm
G1 S1 H1 X-500 Y-500 F360 ; move slowly to X and Y axis endstops once more (second pass)
G1 S1 H1 Z-300 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z=0 ; set Z position to axis minimum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
@paolozampini1973 said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 Also, the last homeall.g does not home z; it just sets Z=0 wherever Z is.
G91 ; relative positioning G1 S2 H2 Z15 F1500 ; lift Z relative to current position G1 S1 H1 X-500 Y-500 F1500 ; move quickly to X and Y axis endstops and stop there (first pass) G1 S2 H2 X5 Y5 F1500 ; go back a few mm G1 S1 H1 X-500 Y-500 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 S1 H1 Z-300 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this)homez.g does a move towards home, then sets Z=0 when the endstops are triggered.
G91 ; relative positioning G1 H2 Z15 F700 ; lift Z relative to current position G1 H1 Z-300 F700 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this)However, your M208 is
M208 X500 Y500 Z320 S0, so Z axis is longer than the Z-300 move. In homez.g, changeG1 H1 Z-300 F700toG1 H1 Z-400 F700: it must be a bigger move than the axis length. Did you change M208 recently?Ian
No I haven't changed it recently this car was so configured for months this is what I was always doing Solving the problem of loss of pace and it seems that you can see that step has been resolved but I still have to try it well
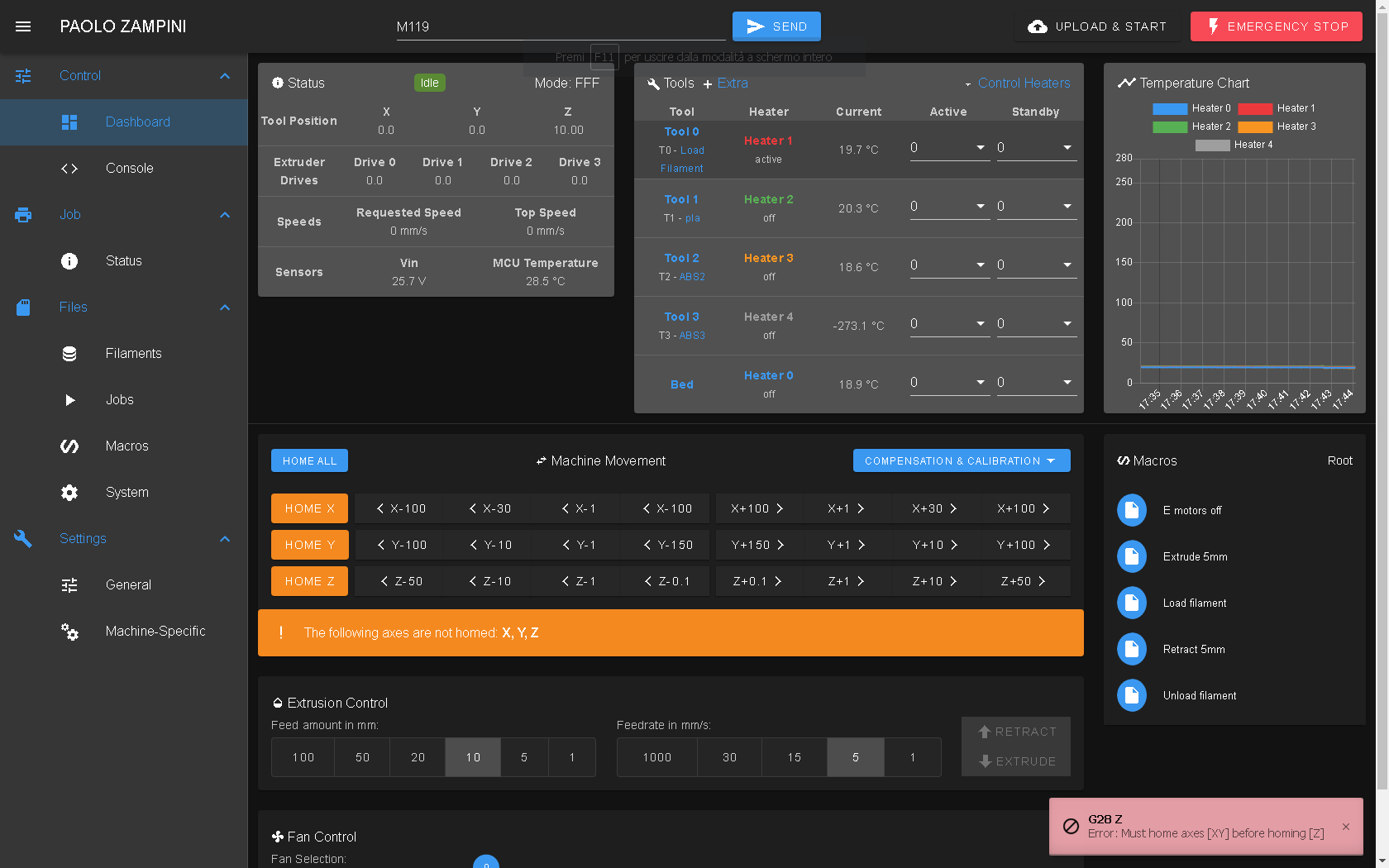
i did as you told me i put Z = 0 this is the result
-
@paolozampini1973 and what have you done ? home z or home all ? If it was home z then you have to home x/y first.
-
@siam oh I have overseen you was trying to home the z axis first before you can do this home y/x ( g28 x / g28 y)
-
@droftarts
G92 Z0 good
G92 Z=0 no good
M574 Z1 S1 P"!zstop+!e1stop" it works there is no difference I don't understand why
M574 Z2 S1 P"!zstop+!e1stop" it works there is no difference I don't understand whyM569 P7 S0 R1 T14:14:26:26 ; E4 X physical drive 7 goes forwards
M569 P8 S1 R1 T14:14:26:26 ; E5 Y physical drive 8 goes forwards
with these messages it seems that he no longer loses steps tomorrow I change from nema 17 to nema 23
tell me your thoughts thanks
17HS19-2004S1.pdf 23HS22-2804S.pdfhow can I return the courtesy that you have helped me ?
-
G92 Z=0 no good
That’s not a GCode command, and not one I wrote.
how can I return the courtesy that you have helped me ?
I think you mentioned $10,000 at the beginning???!!!
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
This post is deleted! -
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
G92 Z=0 no good
That’s not a GCode command, and not one I wrote.
how can I return the courtesy that you have helped me ?
I think you mentioned $10,000 at the beginning???!!!
Ian
and how much I have spent so far to carry out this project that I have not finished yet I hope to finish by next month at the latest
-
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
G92 Z=0 no good
That’s not a GCode command, and not one I wrote.
how can I return the courtesy that you have helped me ?
I think you mentioned $10,000 at the beginning???!!!
Ian
Tomorrow I will do the replacement of the motors You have seen the configuration of my pulse config
-
@paolozampini1973 said in DUEX 5 V0.8 TO DUEX 5 V0.11:
M569 P7 S0 R1 T14:14:26:26 ; E4 X physical drive 7 goes forwards
M569 P8 S1 R1 T14:14:26:26 ; E5 Y physical drive 8 goes forwardsWhat is the maximum pulse value that is firmware you can control ?
-
@paolozampini1973 said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 said in DUEX 5 V0.8 TO DUEX 5 V0.11:
M569 P7 S0 R1 T14:14:26:26 ; E4 X physical drive 7 goes forwards
M569 P8 S1 R1 T14:14:26:26 ; E5 Y physical drive 8 goes forwardsWhat is the maximum pulse value that is firmware you can control ?
You shouldn't need to set the timing that high. I suggested T3:3:6:6. Did that not work? If you have to use such long pulses, I would guess it's because of running at 3.3V signalling, rather than 5V. Your drivers said they could do T2.5:2.5:5:5, so 5µs for a full step pulse, so 1,000,000 / 5 = 200,000 steps per second. With your setting, a full step pulse is 28µs, so you are limited to 1,000,000 / 28 = 35,700 steps per second. This limits you to 35700 / 200 (your steps per mm) = 178.5mm/s. The Duet 2 can realistically do around 100,000 steps per second, so getting the timing down to T5:5:10:10 would definitely help go faster.
For the Z endstop, use
M574 Z1 S1 P"!zstop+!e1stop". Using Z2 works as well, because it is followed byG92 Z0. If you remove this and use Z2, homing Z will cause Z to be set to the axis maximum, of 320. So use Z1.One more thing. In your homeall.g, each G1 command is followed by S1 or S2. These are unnecessary, and potentially confusing, as they are used to set laser power in RRF 3! The H1 and H2 parameters are correct. See https://docs.duet3d.com/User_manual/Reference/Gcodes/G1
e.g.:G91 ; relative positioning G1 H2 Z15 F1500 ; lift Z relative to current position G1 H1 X-500 Y-500 F1500 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F1500 ; go back a few mm G1 H1 X-500 Y-500 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 H1 Z-300 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z position to axis minimum (you may want to adjust this)Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
T3:3:6:6 Yes I remember you told me this settings however I lose the pace
T2.5:2.5:5:5 Yes I remember you told me this settings however I lose the pace I also tried to put them 74hc14 but it is much worse from 5 times I had to put it to 4 times even 3.8V to make it work it looks very strange but it is So I finally unplugged it
-
@droftarts however it is also true that the mass to be moved is a lot on purpose. I sent you to show you here nema 23 they have double the torque resistance and half and the girl is shorter in fact I was waiting for your consideration and your opinion on those engines because with nema17 it goes well
-
@paolozampini1973 Sorry, I don't know if NEMA 23 will run better than NEMA17 with your external drivers on your machine. You will just have to test them.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 Sorry, I don't know if NEMA 23 will run better than NEMA17 with your external drivers on your machine. You will just have to test them.
Ian
but based on the characteristics what do you think17HS19-2004S1.pdf 23HS22-2804S.pdf
-
@droftarts said in DUEX 5 V0.8 TO DUEX 5 V0.11:
@paolozampini1973 Sorry, I don't know if NEMA 23 will run better than NEMA17 with your external drivers on your machine. You will just have to test them.
Ian
M569 P7 S0 R1 T5:5:10:10 ; E4 X physical drive 7 goes forwards
M569 P8 S1 R1 T5:5:10:10 ; E5 Y physical drive 8 goes forwards
M569 P9 S1 R-1 ; E6 Z physical drive 9 goes forwards
M584 X7 Y8 Z1:2 E3:4:5:6 S0 ; set drive mapping
M671 X0:0 Y0:0 S0.5 ; leadscrews at left (connected to Z) and right (connected to E1) of X axis
M350 X16 Y16 Z16 E16:16:16:16 I1 ; configure microstepping without interpolation
M92 X99.975 Y99.975 Z800.10 E392.70:392.70:392.70:392.70 ; set steps per mm
M566 X1000.00 Y1100.00 Z1500.00 E5000.00:5000.00:5000.00:5000.00 ; set maximum instantaneous speed changes (mm/min)
M203 X10000.00 Y10000.00 Z4500.00 E10000.00:10000.00:10000.00:10000.00 ; set maximum speeds (mm/min)
M201 X2400.00 Y2400.00 Z1500.00 E4000.00:4000.00:4000.00:4000.00 ; set accelerations (mm/s^2)
M906 X0 Y2000 Z2000 E1500:1500:1000:1000 I90 ; set motor currents (mA) and motor idle factor in per cent
M84 S15 ; Set idle timeout
Yes so it doesn't lose the pace I'm trying now
100 mm of printing and 130 of displacement -
someone can explain to me why I start printing a rectangle 200 mm x 20 mm and when it starts printing it starts printing 55 mm after this means that on a line of 200 mm It only prints 145 mm because?
config (30).g -
@paolozampini1973 as this is a new issue, use your new thread. I have undeleted it.
Ian