Issues with PrusaSlicer
-
@v3dprinting I was not aware of elephant foot compensation on S3D. Are you manually creating that by using multiple processes?
Also, PrusaSlicer defaults like to have weird extrusion widths and layer heights for the first layer. Triple check that there is not some funny setting somewhere you didn't expect. Use explicit widths instead of percentages, and don't leave any extrusion widths blank otherwise Prusa will automatically choose a weird number for you. Make sure your nozzle is set to the right size too. In some of those auto-selected width cases, prusa uses the nozzle width to determine things.
-
@Phaedrux Bad luck, even with the "gap fill" feature disabled, I still have the same issue on my prints.
-
@bot said in Issues with PrusaSlicer:
@v3dprinting I was not aware of elephant foot compensation on S3D. Are you manually creating that by using multiple processes?
Yes, correct. I have a first process with the first layer only and an horizontal size compensation of half the nozzle diameter.
-
@bot I have checked extrusion width and layer height settings.
I had explicitly set widths at the beginning of my PS configuration. I remember the PS defaults were too weird regarding the references used...
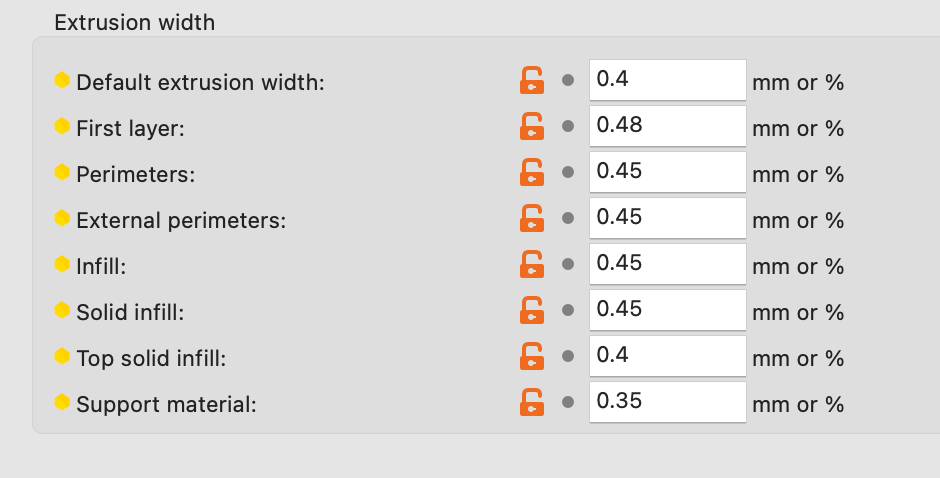
I remember having played with the extrusion width and had them set all to 0.4 mm (nozzle size) for a test, to see if there's an impact. But no luck on that side.
-
@v3dprinting what is your nozzle diameter set to under printer settings?
IIRC, PrusaSlicer has different behaviour if the
extrusion width <= nozzle diameterPerhaps, increase the default extrusion width to .42 or .45. Otherwise, PrusaSlicer might be choosing different weird values for you (I forget the exact behaviour, but PrusaSlicer likes to do lots of things).
-
@bot The nozzle diameter has been set to 0.4 mm for all my 8 extruders (using a Mosaic Palette 3 Pro)
So except for the support material, I'm in the standard settings.I will make another try tomorrow, setting the default extrusion width a bit above the nozzle diameter as suggested.
Maybe having the default extrusion width = nozzle diameter is causing the issue. -
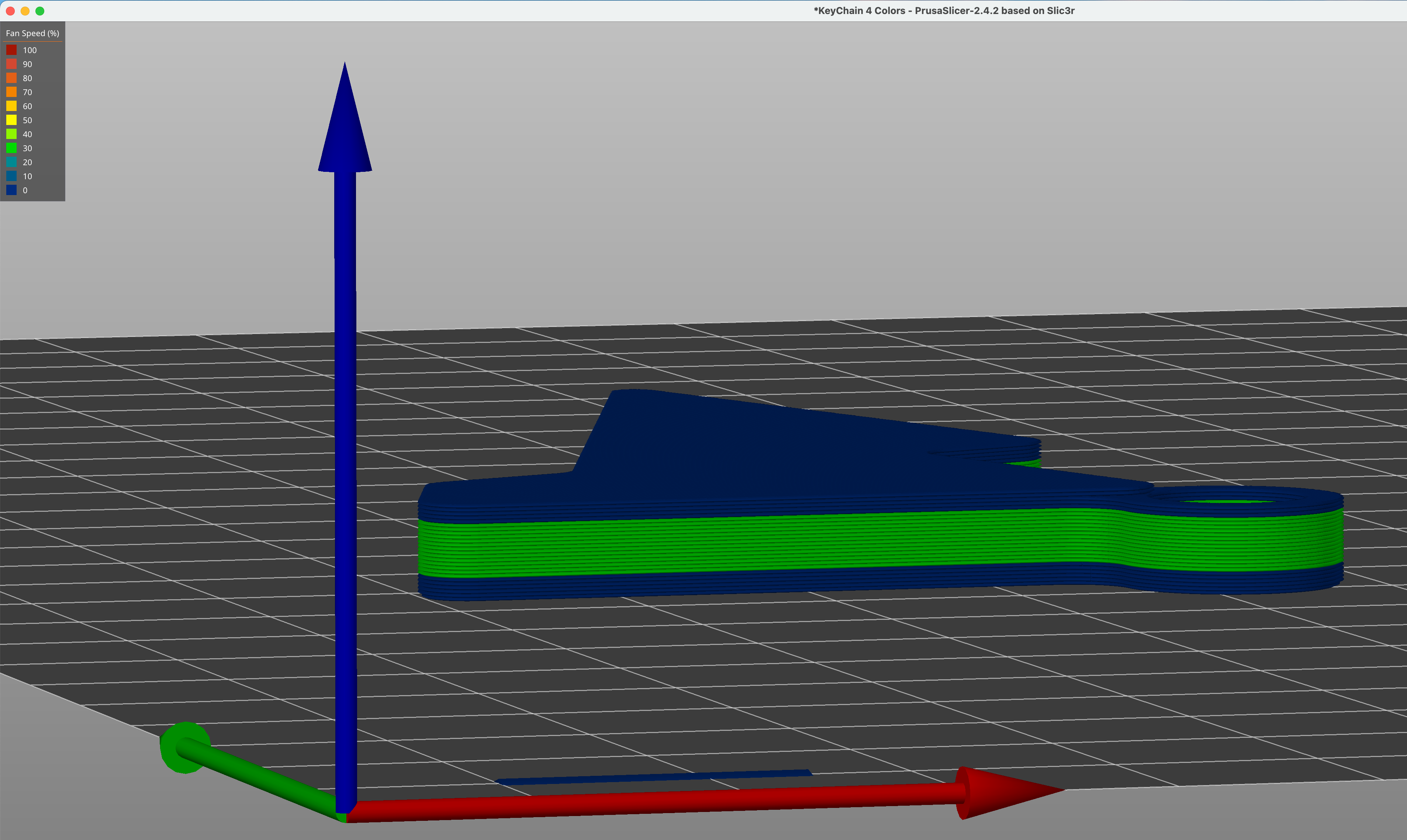
@v3dprinting given you are seeing the part taper in towards the top, could be that it is warping, rather than a specific part issue? It also sticks out at the top where you have the solid layers (and so are putting in a lot of heat and different cooling?).
Have you check what the temperatures and cooling fan percentages are between the two slicers? I know PrusaSlicer can display the cooling fan % thought the gcode preview
-
warping/shrinkage seems likely.
When does your layer fan kick in?
Can you try a print without the fan?
-
@engikeneer I 100% sure of my bed adhesion.
Many years of practice as a 3d printing service provider. -
@phaedrux
The part is printed in PLA, so shrinkage is minimal.
Remember the same part with same material on the same printer printed with S3D with the same main parameters turns out well -
@engikeneer said in Issues with PrusaSlicer:
Have you check what the temperatures and cooling fan percentages are between the two slicers? I know PrusaSlicer can display the cooling fan % thought the gcode preview
Temperature is even throughout the whole print.
I need to dig much more into the cooling settings as PS is fiddling with it. That’s a difference with S3D. Maybe the cause.Setting the default extrusion width to 0.42 for a 0.4 nozzle didn’t solved the issue.
-
@engikeneer
It looks like the layers were the issue happens are infill layers were the fan is on. For bottom and top solid layers, nearly no fan.
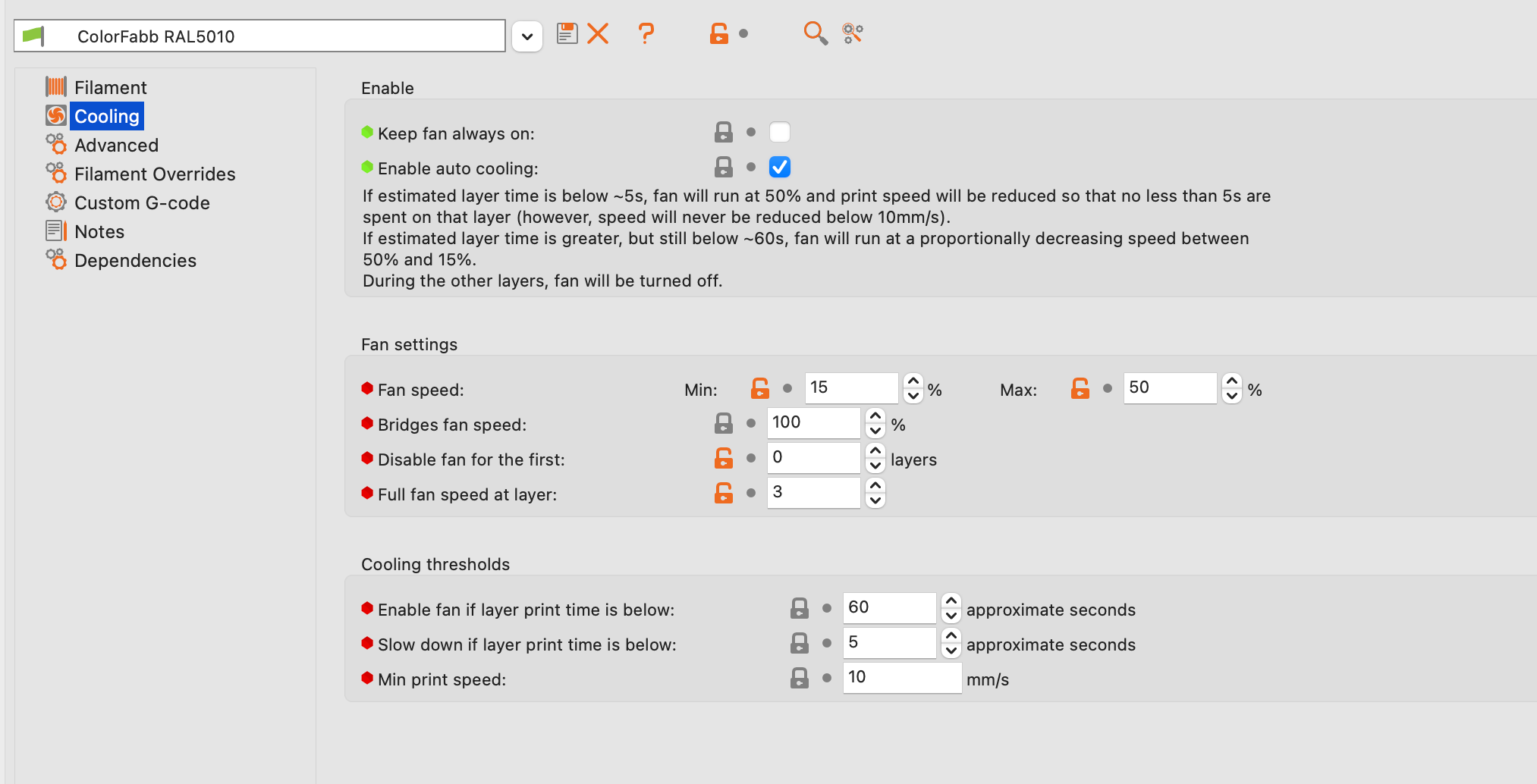
With S3D I have a constant 50% fan on starting layer 2 an 15% on first layer.
PS is making is own fan speed profile from 15 % to 50 % with my current parameters.

I need to get back to something much simpler and close to S3D first to see if it has an impact.
I will do the test tomorrow morning, when back in the office.
-
@v3dprinting said in Issues with PrusaSlicer:
@phaedrux
The part is printed in PLA, so shrinkage is minimal.
Remember the same part with same material on the same printer printed with S3D with the same main parameters turns out wellUh huh.

-
@phaedrux Yes, not as simple as a simple shrinkage.

I was a bit quick when setting up the cooling options, it's not as straight forward as on S3D or Cura.
I will do a new test print with PS with no variable fan cooling : 50% starting on layer 2 and always on.
I'll keep you updated -
@Phaedrux @engikeneer You were on the right track with the shrinkage / cooling setting.
I have done a test print with no layer fan on layer 1 and 50% fan on other layers. The result is much better.
Thanks for your valuable advices.

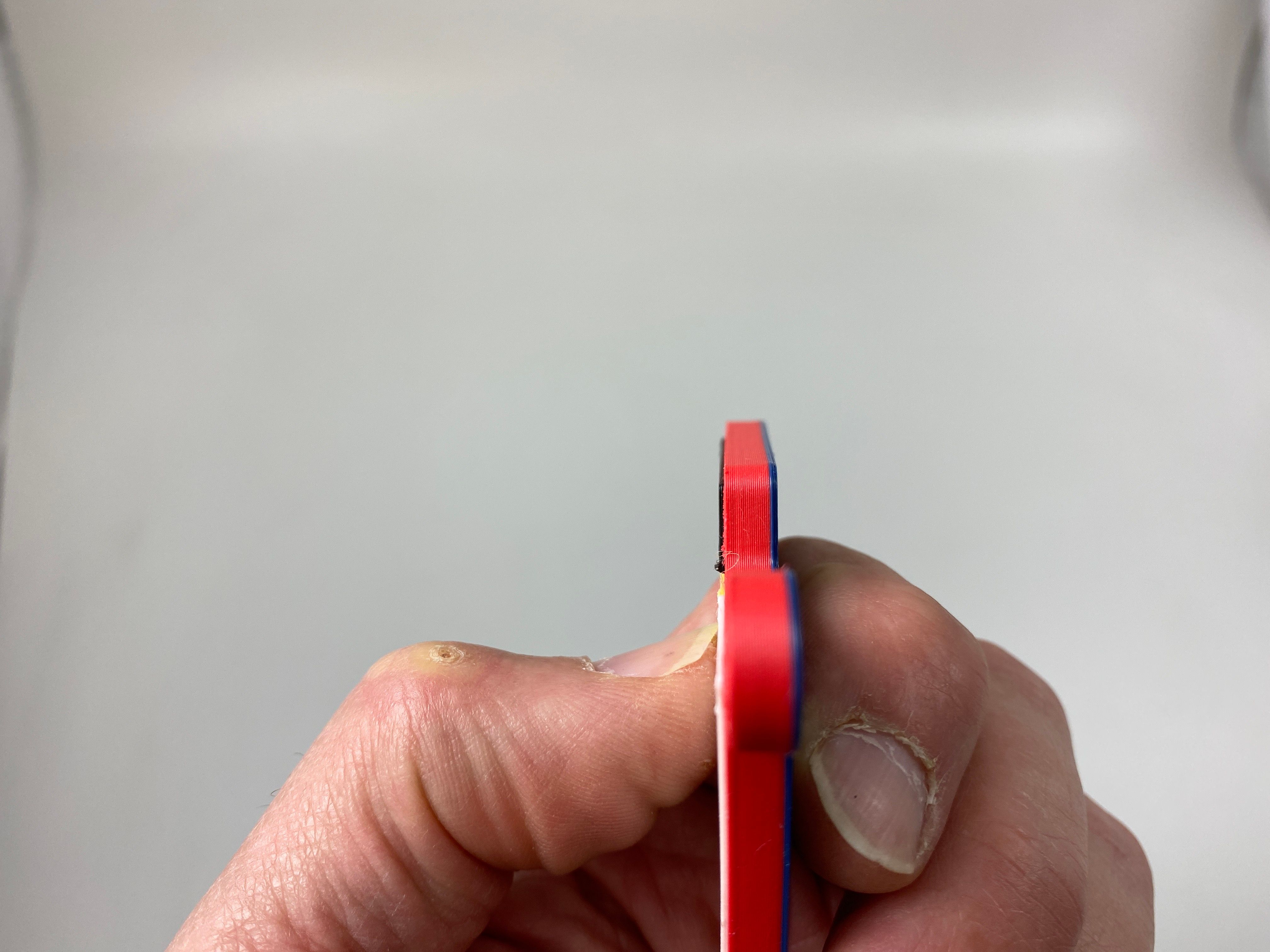
I still have a small elephant foot on bottom solid infill and first layer is a bit too large (Z offset has been made remotely with DWC with a pitch of 0.05 instead of 0.02 on the panel due) and last layer of the top solid infill also (flow rate still too high for that material for the ironing)
The blue material is ColorFabb on Demand and depending on the colors, it can be very tricky.
I'm doing another test print using PolyTerra for the main part to confirm.
-
@Phaedrux @engikeneer
I do confirm that the issue was the cooling settings.
The ColorFabb On Demand filament, in that particular color, is prone to create the issue.
Polyterra filament does not create any issue with the constant cooling setting as in S3D

-
undefined Phaedrux marked this topic as a question 10 Jun 2022, 16:03
-
undefined Phaedrux has marked this topic as solved 10 Jun 2022, 16:03