Voron 2.4 3MB6 §EB config issues.
-
@Titus-A-Duxass can you post your config as well just so we can see your probe settings?
btw, what probe arrangement are you using? -
Okay, I switch it off and manually lowered Z, it now homes. I think there maybe a time out issue.
; Configuration file for Duet 3 MB 6HC (firmware version 3.3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Dec 18 2022 17:39:32 GMT+0100 (Mitteleuropäische Normalzeit); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"voron" ; set printer name
M669 K1 ; select CoreXY mode; Wait a moment for the CAN expansion boards to start
G4 S2; Network
M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M584 X1.1 Y1.2 Z0.1:0.5:0.3:0.4 E1.0 ; set drive mappingM569 P1.1 S0 ; A motor goes forwards
M569 P1.2 S0 ; B motor goes forwardsM569 P0.1 S1 ; FL goes forwards
M569 P0.5 S0 ; RL goes backwards
M569 P0.3 S0 ; RR goes forwards
M569 P0.4 S1 ; FR goes backwardsM569 P1.0 S0 ; Extruder goes backwards
M350 Z64 I0 ; configure microstepping without interpolation
M350 X64 Y64 E64 I1 ; configure microstepping with interpolation
M92 X320.00 Y320.00 Z400.00 E1746.16 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X60000.00 Y60000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X6000.00 Y6000.00 Z4000.00 E250.00 ; set accelerations (mm/s^2)
M906 X1500 Y1500 Z1200 E400 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S10 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X290 Y290 Z250 S0 ; set axis maxima; Endstops
M574 X2 S1 P"^io1.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin ^io1.in
M574 Y2 S1 P"^io2.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin ^io2.in; Z-Probe
M558 P5 C"^io3.in" H5 F120 T6000 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y25 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X40:260 Y40:260 S20 ; define mesh grid; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"temp1" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M950 F0 C"out7" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"out8" Q500 ; create fan 1 on pin out8 and set its frequency
M106 P1 S0 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 S"Revo" D0 H1 F0:1 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings
M584 Z0.1:0.5:0.3:0.4; Miscellaneous
M501 ; load saved parameters from non-volatile memory
T0 ; select first tool -
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
G1 X40 Y15 F6000 ; go to first bed probe point and home Z
so really you want to change that to the centre of your bed, taking into account the probe offset (i.e if the centre of X is 150 and the probe is 10mm to the left of the nozzle you would move to 160)
same goes for homez
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
M350 Z64 I0 ; configure microstepping without interpolation
M350 X64 Y64 E64 I1i would stick to x16 rather than x64. you don't gain anything
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
F120
your probe speed is to move at 2mm/s. thats ok for a second pass but your first pass probably wants to be quicker. you can set a first and second probing speed like this F1200:120
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
; Custom settings
M584 Z0.1:0.5:0.3:0.4you don't need this again
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
I really appreciated your help this.
Now you are stretching my 61yr old brain.
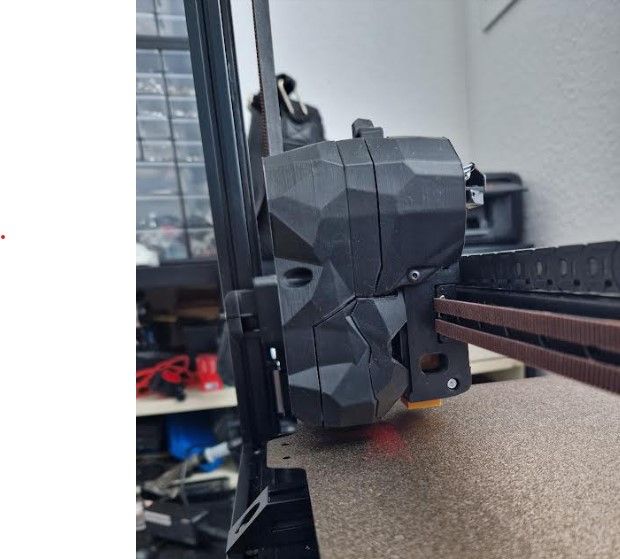
I have a bed that is 300 x 300 so centre will be 150 x 150 - you can see the probe/nozzle set up in the photos.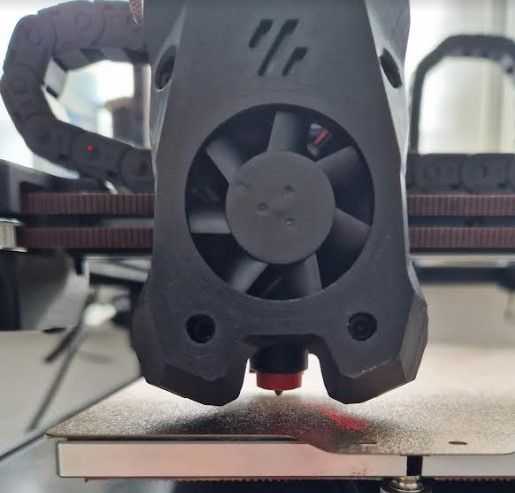
-
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
M350 Z64 I0 ; configure microstepping without interpolation
M350 X64 Y64 E64 I1i would stick to x16 rather than x64. you don't gain anything
@Titus-A-Duxass said in Voron 2.4 3MB6 §EB config issues.:
So I simply overwrite 64 with 16 in config.g?
-
@Titus-A-Duxass you'll also have to divide your steps per mm by 4
for the probe point you'd move to X150 Y125
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
@jay_s_uk said in Voron 2.4 3MB6 §EB config issues.:
F120
your probe speed is to move at 2mm/s. thats ok for a second pass but your first pass probably wants to be quicker. you can set a first and second probing speed like this F1200:120
Sorry but you've lost me there.
Which file is this in and what am I editing.I'm going to need a beer after this!
-
@Titus-A-Duxass the M558 F value in config.g
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
@jay_s_uk said in Voron 2.4 3MB6 §EB config issues.:
@Titus-A-Duxass you'll also have to divide your steps per mm by 4
for the probe point you'd move to X150 Y125Again, you've lost me. Unfortunately I have zero knowledge of G code and configuration. I have been following a youtube video to set this lot up.
-
-
these lines
M350 Z64 I0 ; configure microstepping without interpolation M350 X64 Y64 E64 I1 ; configure microstepping with interpolation M92 X320.00 Y320.00 Z400.00 E1746.16 ; set steps per mmchange to
M350 Z16 I0 ; configure microstepping without interpolation M350 X16 Y16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E436.54 ; set steps per mmyour Z steps were wrong for X64 which is probably why your moves were so slow and it was erroring out after 100mm (as the machine had thought you'd moved 400mm which is greater than your Z height)
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
This post is deleted! -
@Titus-A-Duxass because we're setting x16 rather than x64, so the values need to be dividing by 4 as we're using 4 times less microsteps
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
This post is deleted! -
@jay_s_uk Okay, I think I understand. I need to do a bit of reading about microsteps.
-
@jay_s_uk My config.g now looks like this.
; Configuration file for Duet 3 MB 6HC (firmware version 3.3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.3.15 on Sun Dec 18 2022 17:39:32 GMT+0100 (Mitteleuropäische Normalzeit); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"voron" ; set printer name
M669 K1 ; select CoreXY mode; Wait a moment for the CAN expansion boards to start
G4 S2; Network
M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M584 X1.1 Y1.2 Z0.1:0.5:0.3:0.4 E1.0 ; set drive mappingM569 P1.1 S0 ; A motor goes forwards
M569 P1.2 S0 ; B motor goes forwardsM569 P0.1 S1 ; FL goes forwards
M569 P0.5 S0 ; RL goes backwards
M569 P0.3 S0 ; RR goes forwards
M569 P0.4 S1 ; FR goes backwardsM569 P1.0 S0 ; Extruder goes backwards
M350 Z16 I0 ; configure microstepping without interpolation
M350 X16 Y16 E16 I1 ; configure microstepping with interpolation
M92 X320.00 Y320.00 Z400.00 E436.54 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X60000.00 Y60000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X6000.00 Y6000.00 Z4000.00 E250.00 ; set accelerations (mm/s^2)
M906 X1500 Y1500 Z1200 E400 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S10 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X290 Y290 Z250 S0 ; set axis maxima; Endstops
M574 X2 S1 P"^io1.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin ^io1.in
M574 Y2 S1 P"^io2.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin ^io2.in; Z-Probe
M558 P5 C"^io3.in" H5 F1200:120 T6000 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y25 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X40:260 Y40:260 S20 ; define mesh grid; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"temp1" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M950 F0 C"out7" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"out8" Q500 ; create fan 1 on pin out8 and set its frequency
M106 P1 S0 H1 T45 ; set fan 1 value. Thermostatic control is turned on; Tools
M563 P0 S"Revo" D0 H1 F0:1 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Miscellaneous
M501 ; load saved parameters from non-volatile memory
T0 ; select first tool -
@Titus-A-Duxass you need to change the X and Y steps too from 320 to 80
-
@jay_s_uk Done.
-
@Titus-A-Duxass have a go at homing and see how that performs
-
Perfekt!!
I positioned it at approx. 150 for all three axes and all homed with out an issue.