Tuning for smooth extrusion
-
Try using absolute extruder positioning rather than relative positioning.
I just mean your E steps/mm. X axis, Y axis, Z axis, E(xtrusion) axis -- at least in my mind.
With relative E positioning, you get underextrusion when steps/mm are low.
-
I turned on absolute extrusion and it started expelling really fast a lot of filament into big blogs every time there was a retraction.
-
Did you re-slice the file using absolute extrusion too? If not then you need to.
-
@adavidm yes, I did. Turns out, the duet wiki says not to use absolute as it's prone to compounding of rounding errors.
-

This photo shows a low poly model. There are two contiguous faces outlined. The edge between them, surrounded by the intersection of the squares is protruding from the part. The angle between the faces is very shallow. All of the edges on the model stick outb like that. Does that kind of artifact mean pressure advance is too low or too high?
-
@gnydick said in Tuning for smooth extrusion:
This photo shows a low poly model. There are two contiguous faces outlined. The edge between them, surrounded by the intersection of the squares is protruding from the part. The angle between the faces is very shallow. All of the edges on the model stick outb like that. Does that kind of artifact mean pressure advance is too low or too high?
XY jerk may be set too low, and pressure advance is probably too low as well.
-
@dc42 I tried all sorts of values and nothing worked. I was running around 100mm/sec actual speed. I cut it in half and it looks like the ripples have gone away, or at least reduced.
How do you think the speed is affecting it?
-
Using high speeds usually excites resonances more than using low speeds does. This effect shows up particularly well on flat surfaces downstream of sharp corners, such as when printing cubes and similar parts.
-
I was really tired, I kept lowering jerk instead of increasing it, so it kept getting worse.

-
Thanks for the help
-
Glad to help! Is the problem solved?
-
@dc42 it's definitely much better.
-
So it was just a case of low x and Y jerk?
-
@phaedrux seems to be
-
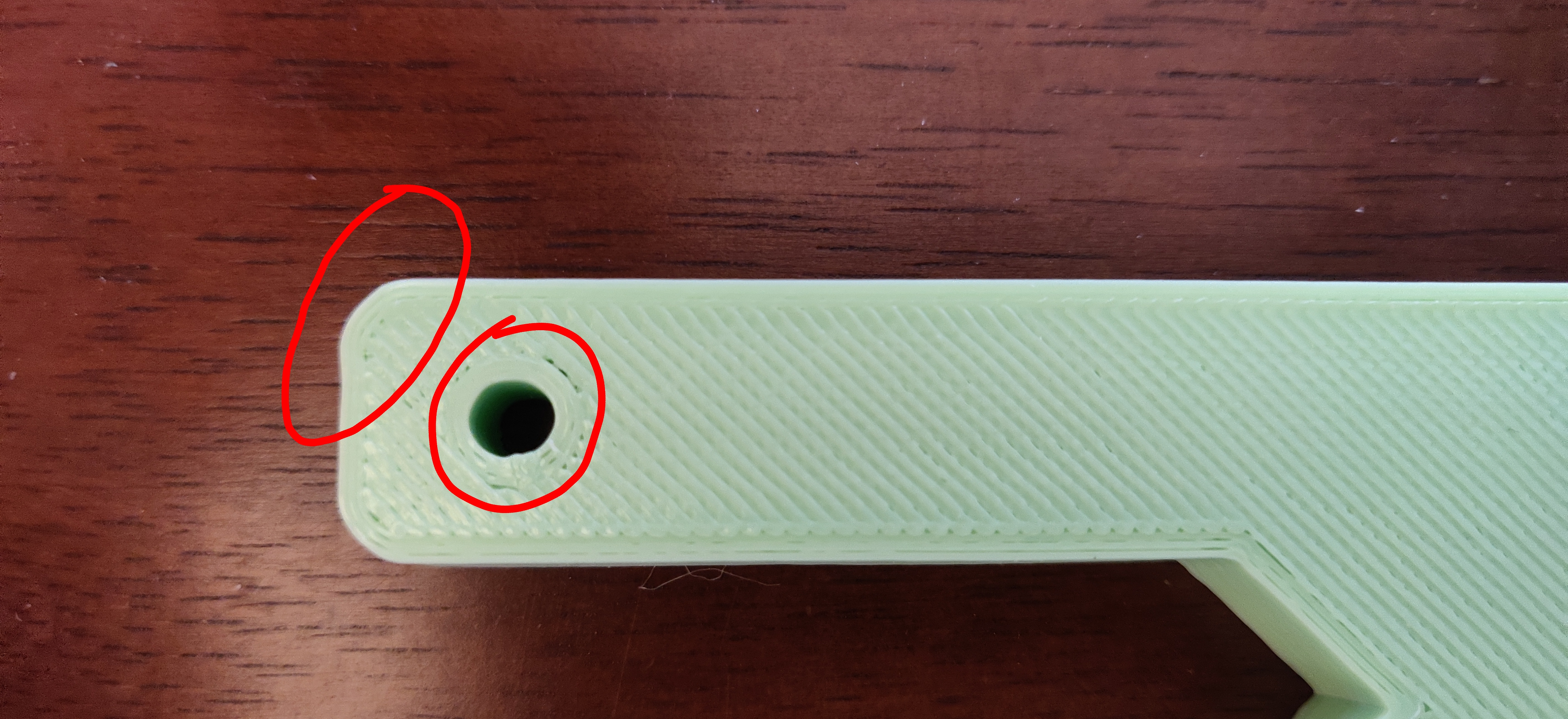
So, I've tuned and upgraded my printer mechanics. It now prints BEAUTIFULLY. The layers are ridiculously identical. But I'm having a couple problems. Notice the two circled defects.
The circles I print are all oblong or misshaped, though identical at all layers.
The other area has a kink in the transition from the top radius to the vertical tangent edge. Again, identical at all layers.
I can't seem to figure out how all straight lines are phenomenally consistent, but curves are so badly rendered.

I printed a large cube with pressure advance slightly changed every 5mm and picked a setting that yielded the best overall square profile.
-
Every time I've seen oblong circles, it's been a case of backlash in a movement axis. This was what finally did in my I3, when I could no longer get rid of backlash in the Y axis, I took it out of service.
They're consistent layer for layer because the printer always goes around the circle in the same direction, usually anticlockwise around the perimeter. This means that it will still always start the straight line in the same place, but curves or changes in direction will be out, usually delayed along the axis that has the backlash problem.
-
@supraguy That makes sense, but I don't think that's the case here. I'm going to print super slow to see if it still happens.
-
In the mean time, does reducing jerk help this?
-
@gnydick it might make it worse. The lower the jerk the longer the pause at a direction change which can lead to more plastic oozing out where you don't want it.
What speed settings are you using in firmware and in the slicer?
-
M201 X1000 Y1000 Z135 E250:250 ; accleration
M203 X24000 Y24000 Z2400 E5000:5000 ; velocity
M566 X300 Y300 Z20 E300:300 ; jerk
My printer is really rigid. The extruder is mounted to two linear rails, 6+ inches apart, perpendicular to each other, one over the extruder, one way behind. There really is no way for reasonably speed configured print to cause vibrations like this.
This configuration is what I have now after working through the weird overshot corners.
I took high speed video to figure that out, and saw that the carriage did indeed swing due to momentum, but now, there is no swinging, Even at a small scale. And I'm still getting results like in the photo.
I don't get it. My prusa mk2 can print 150mm/sec with almost no artifacting. I know they're different designs, but my duet based printer is leagues above in terms of rigidity and geometry.
I just don't get it.