CoreXY belt pattern.
-
@mrehorstdmd odrive supports the step/dir interface. I'm not sure if I will have enough torque at low speeds so this will be like an experiment for me. I know the odrive creator had good results using odrive to control his Pick and Place Machine link text.
The reason for leaning toward BLDC motors is to decrease the tool change time during the printing as this printer will have a tool changer similar to E3Ds approach.
-
@og3d I think you're going to find that the upper pulleys on the ends of the X axis will tilt when you apply tension to the belts, and that will cause the belt to ride hard against the pulley flanges and will quickly wear the edge(s) of the belt.
How many steps per rev will that BLDC driver and motor give you? A stepper motor is a brushless DC motor, but unlike the airplane motors, they are designed to provide many steps per rev instead of maximizing rpm. In a high precision positioning mechanism like a 3D printer, you really want a high steps/rev count.
-
@mrehorstdmd yes I knew its gonna happen but didn't thick it would be bad for the belt.
For BLDC motor I'm still figuring how much steeps per revolution I could get out of it.
If you'll watch this Youtube video link text
It looks there are issues when traveling at low speed with resonance frequency but he claimed that it could be solved in firmware update. This is all new to me so I'm learning as I go. -
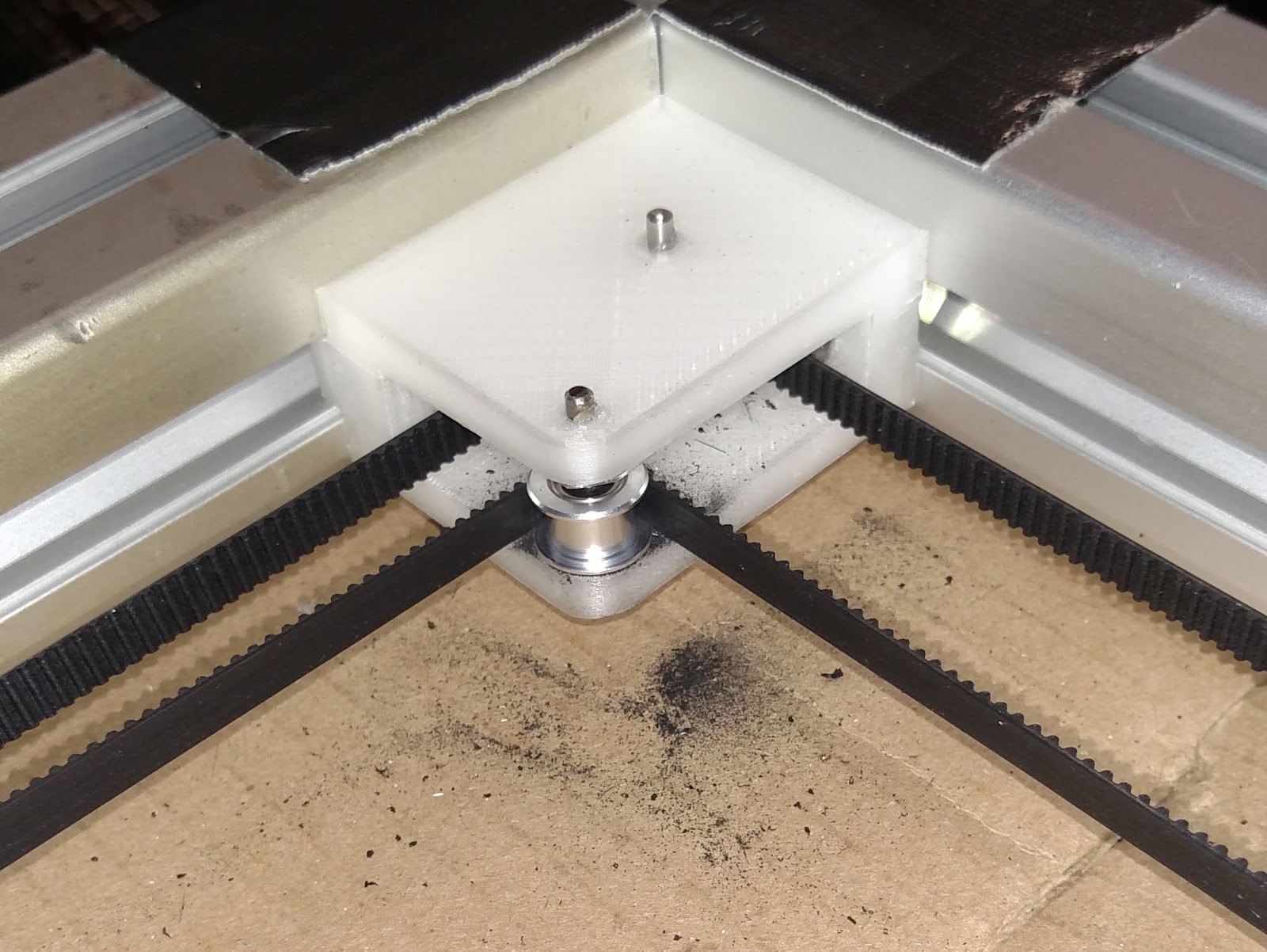
@og3d This is what happened when I put a 180 degree twist in a couple 1m long segments of belt in my sand table. The twist was forcing the belts to ride on the pulley flanges which were grinding away the edges of the belts.
-
I use a 180 twist on my DBot to keep the smooth side of the belt on the smooth idlers at the back corners and haven't noticed anything like that. Mind you it uses two flanged bearings rather than a rimmed idler like that.
-
@brunofporto said in CoreXY belt pattern.:
I made mine with the motors at the back with the belt tensioner.
https://www.thingiverse.com/thing:3072219This is a very elegant design, I like it more than the HEVO's tension screws on the X carriage.
-
Does being able to tension each of the belt ends on HEVO provide any advantage compared to this one? (I think Scott mentioned it in one of his videos).
-
This design adds 3 more idlers per belt. Any down side?
-
Do you think this approach will work with the steppers left at the front. That is, a rear passive tensioner with 3 (or 2?) idlers?
Thanks,
Z. -
-
@phaedrux I started out with cables, then switched to belts and flanged pulleys on one level. The belts started riding on top of the pulley flanges, so I switched to the wider flanged pulleys and finally to stacked belts to eliminate the twists and grinding. It may be the super long length (about 6m each) of the belts in the sand table made them a little too stretchy.
It always best to keep the belts and pulley axles square.
-
@zapta Thank you!
-
The only thing that tension each end does is provide a longer travel for adjustment, there is no difference if tension the belt from one end or another. Also, The main reason for using another approach is because it was very difficult to fix and calibrate the belts and also they were prone to lose adjustment due to vibration.
-
They add drag and due to more tight curves can reduce the belt life span. But it it is not noticeable

-
They are not only tensioners - a CoreXY needs a precisely calibrated belts loop relative length. If they have slightly different length then the parts will not have correct dimensions and "squareness" along the entire print area. You can have passive tensioners for sure, even integrated into this system but you will still need to adjust the relative length of the belts. (check this: https://www.thingiverse.com/thing:3306430)
You are welcome!
-
-
@brunofporto said in CoreXY belt pattern.:
- They are not only tensioners - a CoreXY needs a precisely calibrated belts loop relative length. If they have slightly different length then the parts will not have correct dimensions and "squareness" along the entire print area. You can have passive tensioners for sure, even integrated into this system but you will still need to adjust the relative length of the belts.
Most corexy machines are built more or less symmetrical, so the belts tend to be about the same length, but equal length is absolutely not necessary for proper operation of the mechanism. One belt could be much longer than the other. The only things that matter are keeping critical segments parallel to the guide rails and adjusting the belt tensions to keep the X axis square with the Y axis. More info here.
-
@mrehorstdmd Sure! I love that article
-
Cool stuff.
I had a belt riding issue with my Cartesian, it ended up being that the ACM the pulley was mounted to flexed when tightened down and would cause the pulley to tilt slightly, I printed up a large ABS spacer and it fixed the problem.
I would like to build another printer soon but I'm tossed between delta and Core XY, they both can be a PITA to get right, they are both fast, they both can be accurate.
What tips me to Delta however, is the lack of a moving bed- less parts, less steppers, but more math, calibration and measuring to get right.
I would build a 400X700 Delta or, whatever Z height would work best with a 400mm build plate, the problem is sourcing linear rails.
-
delta and corexy both use 3 steppers...
I like to buy used, high quality linear guides via ebay. Occasionally I find a good deal on new-old-stock. I look for brands like NSK, THK, and IKO (all Japanese made), but there are others that are good, too. 12mm wide rails seem most common in the used market. Avoid cheap Hiwin knockoffs (they use Hiwin part numbers like MGN,- and MGH-) no matter how tempting they are. They're trash. You can cut guide rails to needed length with a cutoff wheel on a grinder, so buy them long enough or longer, and with as many bearing blocks as you'll need. Don't try to buy rails and bearing blocks separately. They usually are not interchangeable and it can be very expensive to buy them that way- the rails will be cheap and the bearing blocks will cost a fortune.
-
@mrehorstdmd
Cool, I will keep my eyes peeled for them. I don't like mix-matching bearings and surfaces anyway, manufactures have their tolerances, there isn't a strict industry standard, found this to be true with lead screws and leadscrew nuts.What I mean by less steppers, is there is no real Z axis for delta, so gone is 1-3 steppers, no lead screws, no Z rods.