Homing issues on 2 delta printers after upgrading to 3.1.1
-
@sLpFhaWK said in Homing issues on 2 delta printers after upgrading to 3.1.1:
G1 Z-10 F6000 ; move down a few mm so that the nozzle can be centred
Can you try more than 10mm?
-
@sLpFhaWK , your homedelta.g file is very significantly different, and wrong in at least one important respect. Please take a closer look and work out what it is doing, and what you want it to do instead.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Homing issues on 2 delta printers after upgrading to 3.1.1:
@sLpFhaWK , your homedelta.g file is very significantly different, and wrong in at least one important respect. Please take a closer look and work out what it is doing, and what you want it to do instead.
David, I've been messing with it for a good part of the morning. I even used the configurator to see what a clean homedelta.g would look like, and I've used the exact same one as Michael and I am still getting the issue.
Our printers are nearly identical aside from his hotend/extruder setup.
-
I can, and will. This is my homedelta.g now.
G91 ; relative positioning G1 H1 X1200 Y1200 Z1200 F2500 ; move all towers to the high end stopping at the endstops (first pass) G1 H2 X-6 Y-6 Z-6 F2500 ; go down a few mm G1 H1 X7 Y7 Z7 F360 ; move all towers up once more (second pass) G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred G90 ; absolute positioning G1 X0 Y0 F6000 ; move X+Y to the centre -
That homedelta.g file looks better than the one you pstes earlier. But if you refer to my earlier post, I suggested to @mhackney that he change the line:
@sLpFhaWK said in Homing issues on 2 delta printers after upgrading to 3.1.1:
G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Homing issues on 2 delta printers after upgrading to 3.1.1:
@sLpFhaWK said in Homing issues on 2 delta printers after upgrading to 3.1.1:
G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
If you refer to my earlier post, I suggested to @mhackney that he change that line.
David you are correct, and I did change that and even though it worked for Michael it did not work for me.
-
@sLpFhaWK said in Homing issues on 2 delta printers after upgrading to 3.1.1:
@dc42 said in Homing issues on 2 delta printers after upgrading to 3.1.1:
@sLpFhaWK said in Homing issues on 2 delta printers after upgrading to 3.1.1:
G1 Z-5 F6000 ; move down a few mm so that the nozzle can be centred
If you refer to my earlier post, I suggested to @mhackney that he change that line.
David you are correct, and I did change that and even though it worked for Michael it did not work for me.
So why did you post the old homedelta.g instead of the modified one? How do you expect me to help you if it appears to me that you have ignored my suggestions?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
David, with all due respect I haven't ignored your suggestions. I am unsure why the homedelta.g I posted didn't have your change in it, at the time I copied and pasted what Michael had sent to me in a messenger chat.But I am also confused, is that line supposed to be in the homedelta.g twice? If you look at my original code it is in there on line 5. Do I delete line 6?
This is what I have now, and even now I'm not sure it's correct.
G91 ; relative positioning G1 H1 X1200 Y1200 Z1200 F2500 ; move all towers to the high end stopping at the endstops (first pass) G1 H2 X-6 Y-6 Z-6 F2500 ; go down a few mm G1 H1 X7 Y7 Z7 F360 ; move all towers up once more (second pass) G1 H2 X-5 Y-5 Z-5 F6000 ; G1 Z-20 F6000 ; move down a few mm so that the nozzle can be centred G90 ; absolute positioning G1 X0 Y0 F6000 ; move X+Y to the centre -
@dc42 So, this is odd and probably related to his issue too...
As I reported above, when I made the one line change you suggested, homing worked fine. Then I homed, jogged down in Z by 200mm and reset the Duet. Now I am getting the same error - and even odder - even issuing G28 (or clicking home) multiple times, the printer does the home cycle and then generates the target not reached error.
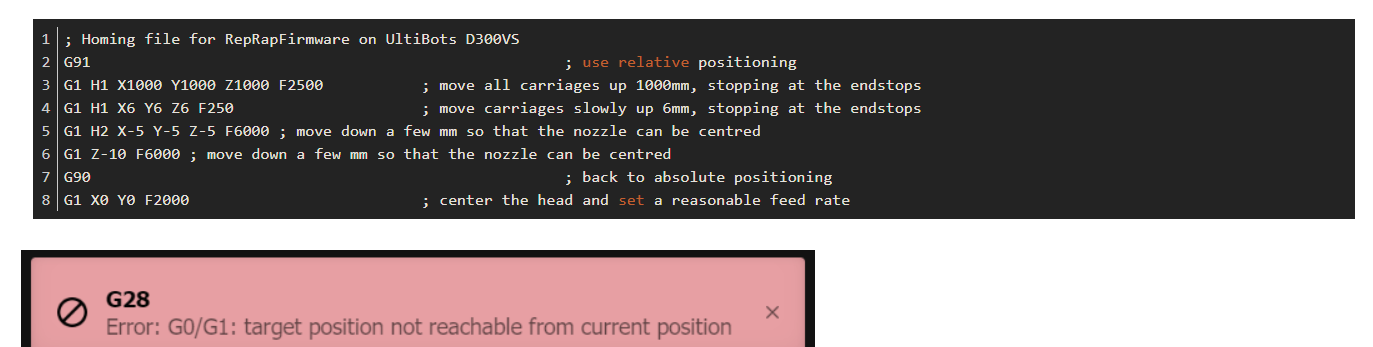
Here is my homedelta.g after making your change:
; Homing file for RepRapFirmware on UltiBots D300VS G91 ; use relative positioning G1 H1 X1000 Y1000 Z1000 F2500 ; move all carriages up 1000mm, stopping at the endstops G1 H2 X-5 Y-5 Z-5 ; move all carriages down 3mm G1 H1 X6 Y6 Z6 F250 ; move carriages slowly up 6mm, stopping at the endstops G1 H2 X-5 Y-5 Z-5 F6000 ; move down a few mm so that the nozzle can be centred G90 ; back to absolute positioning G1 X0 Y0 F2000 ; center the head and set a reasonable feed rateI have not touched my scripts and after I made your change earlier today I tested homing and jogging in Z and X-Y many (>10) times with no issues. But now after a reboot it is failing.
-
And removing the last 2 G1 lines as you originally requested, the error is not generated.
-
I've tried lowering 15 mm in the G1 H2 line third from the bottom to give a bit more room. That fails too.
If I only comment the last G1 X0 Y0 F2000 no error is generated but any jog move in Z generates this error:
M120 G91 G1 Z-5 F6000 G90 M121 Error: G0/G1: target position not reachable from current position -
I'm not really a delta guy, but from past instances of that error it was usually enough to drop all carriages in Z to resolve the error, which from what I understand means that the requested move would require one of the carriages to raise above the endstop to be reached.
-
Thanks Phaedrux. Mechanically, nothing has changed on these printers and mine are workhorses. The error message seems logical and your first post above made sense so I tried -15mm drop in Z on my machine but still getting this error.
It is true that a movement in XY on a delta causes at least 1 carriage to move up the tower and that does seem to be what this error message is telling us. But at 15mm down from the home switches there should be enough room for small X-Y movements. So as a test I did the final downward move to:
G1 H2 X-100 Y-100 Z-100 F6000 ; move down a few mm so that the nozzle can be centred
So now I see the home sequence, the slow descent of 100mm, then a final X-Y adjustment presumably for the M666 endstop offset adjustments and THEN the error is raised.
David, you asked about my M665 and M666 before, they are copied from my 2.x config.g. They seem correct. Hmm, this got me thinking, maybe my config-override.g has some bad stuff in it. I commented out the M665 and M666 in it and now homing seems to be working again. Here is what I commented out in config-override:
;M665 L376.890:376.890:376.890 R209.670 H450.462 B140.0 X0.114 Y0.283 Z0.000 ;M666 X0.107 Y-0.648 Z0.542 A0.00 B0.00 -
Well, nope, I am still getting the error when I change the final move from 100 back to 5mm.
-
Ok, maybe this will help narrow it down...
When I home and get this error, take a look at X Y and Z in DWC. X and Y should be 0 and Z 450.32mm.

If I reset and home when the printer is "near" the home position, I get no error and the correct tool position. However, if I jog down 100mm (for example) and reset, I get this error when trying to home.
This is certainly an odd situation.
If I then do a G92 X0 Y0 Z-450 after I get the error and see the odd tool position then I can home with no errors.
-
@mhackney, after resetting, please run just these commands:
G91
G1 H1 X1000 Y1000 Z1000 F2500and then report what XYZ coordinates are reported.
Also, please post the contents of config-override.g.
PS - you could also try deleting config-override.g to see if that fixes the problem, then recreate it (using M500) after running auto calibration.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
So I tried this, I homed normal near my home position dropped 150mm and then reset the printer, my max home height is 452mm drops 15mm after home so everytime I reset the printer it thinks its at 437mm. After I run your commands, it stayed at the top and read 602mm and I had deleted the override file and I still got that error, without the override I got the same error even homing normally with it at it's correct height.
; This is a system-generated file - do not edit ; Delta parameters M665 L377.470 R206.427 H451.666 B140.0 X0.252 Y0.460 Z0.000 M666 X0.578 Y-1.992 Z1.414 A-1.07 B-0.18 ; Heater model parameters M307 H0 A90.0 C700.0 D10.0 S1.00 V0.0 B1 M307 H1 A512.9 C267.0 D9.0 S1.00 V0.0 B0 M307 H2 A340.0 C140.0 D5.5 S1.00 V0.0 B0 M307 H3 A340.0 C140.0 D5.5 S1.00 V0.0 B0 M307 H4 A340.0 C140.0 D5.5 S1.00 V0.0 B0 M307 H5 A340.0 C140.0 D5.5 S1.00 V0.0 B0 M307 H6 A340.0 C140.0 D5.5 S1.00 V0.0 B0 M307 H7 A340.0 C140.0 D5.5 S1.00 V0.0 B0 -
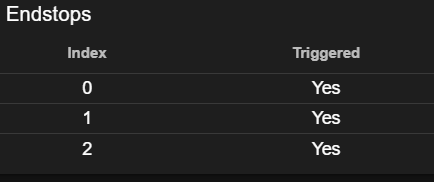
Thanks, now we know why it's giving the error... but not why it thinks the height is 602mm after homing. Can you confirm that it has triggered all 3 homing switches? Confirm this by running those commands with the 3 carriages starting at different heights.
PS - also, please run M665 and M666 without parameters, and confirm that it reports the same values as in your M665 and M666 commands in config.g.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
I can confirm that yes, all 3 switches are being triggered when they were all at different heights.

-sLpFhaWK
Ultibots K250v
Rostock Max v2 Soon to be Full MetalMax
Mini Kossel -
What XYZ coordinates does DWC or M114 report after running those 2 commands, with the towers starting at different heights?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com