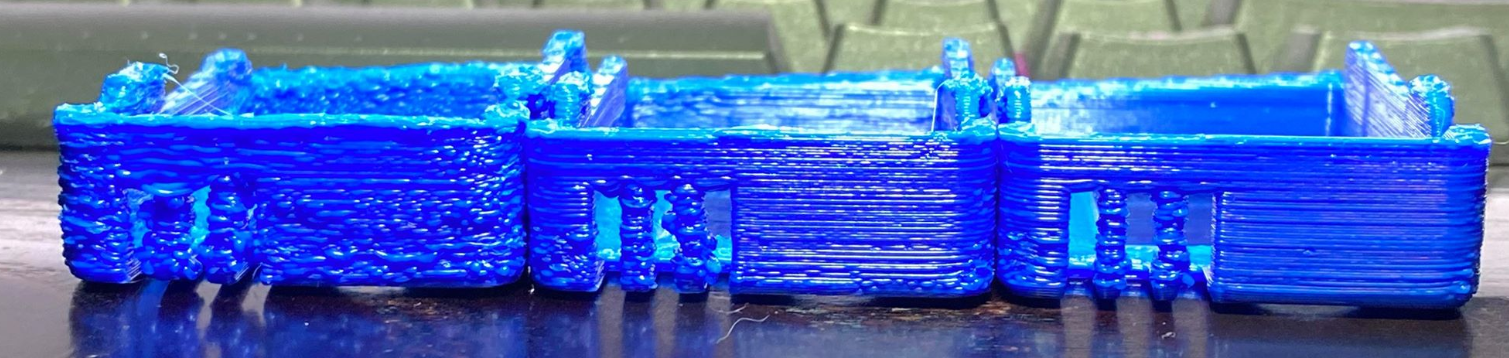
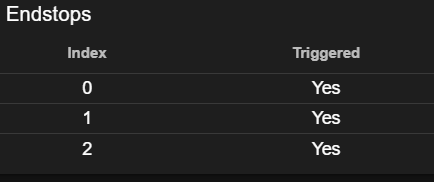
For example I had gcode I printed on 1.21rc3 and it printed perfectly fine, but since upgrading to 3.11 it printed like hot garbage. I don't know if its over extruding or what, but the prints are terrible.
This is on a D300vs Delta, it has an e3d titan on it and up until a few days ago it printed perfect.
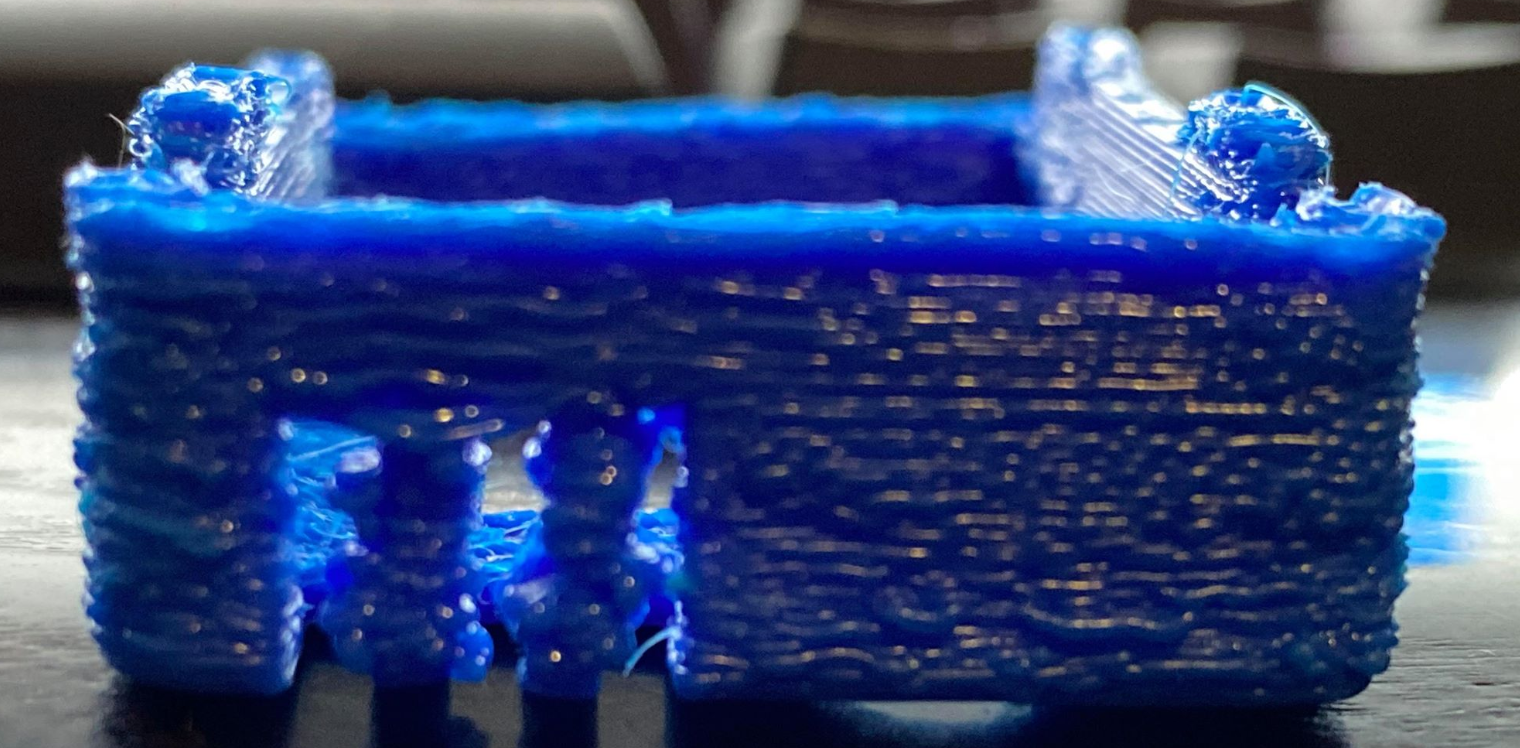
That is with GCode that printed this same exact piece
Same GCode different results.
I was thinking it was a partial clogged nozzle, but I've done cold pulls and the end is coming out clean so I am at a complete loss.
Here is my Config.G
; Configuration file for UltiBots D300 V-Slot 3D Printer
; version 1.0 for firmware version 3.0
; Communication and general
M111 S0 ; Debug off
M550 PVader ; Machine name and Netbios name (can be anything you like)
M551 XXXXX ; Machine password (used for FTP)
;*** If you have more than one Duet on your network, they must all have different MAC addresses, so change the last digits
;*** Wifi Networking
M552 S1 ; Enable WiFi
;M587 S"Epcot" I"192.168.1.102"
M555 P2 ; Set output to look like Marlin
M575 P1 S1 B57600 ; Communication parameters for the PanelDue
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
; Axis and motor configuration
M569 P0 S0 ; Drive 0 goes forwards (X tower)
M569 P1 S0 ; Drive 1 goes forwards (Y tower)
M569 P2 S0 ; Drive 2 goes forwards (Z tower)
M569 P3 S1 ; Drive 3 goes forwards (extruder 1)
;M574 X2 Y2 Z2 S1 ; set endstop configuration (all endstops at high end, active high)
M574 X2 S1 P"xstop" ; X min active high endstop switch
M574 Y2 S1 P"ystop" ; Y min active high endstop switch
M574 Z2 S1 P"zstop" ; Z min active high endstop switch
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration
M665 L376.890 R209.421 H437.21 B140.0 X 0.125, Y 0.281, Z 0.000 ; set delta radius, diagonal rod length L380.31, printable radius and homed height
M666 X-0.44 Y-1.37 Z1.81 ; put your endstop adjustments here, or let auto calibration find them
M584 X0 Y1 Z2 E3 ; Set drive mapping
M350 X64 Y64 Z64 E16 I1 ; Set microstepping to 32 for X, Y and Z and 16 for extruder stepper with interpolation
M92 X640 Y640 Z640 ; Set axis steps/mm
M906 X1000 Y1000 Z1000 E500 ; Set motor currents (mA)
M201 X1000 Y1000 Z1000 E1000 ; Accelerations (mm/s^2)
M203 X20000 Y20000 Z20000 E3600 ; Maximum speeds (mm/min)
M566 X1200 Y1200 Z1200 E300 ; Maximum instant speed changes mm/minute
; Axis Limits
M208 Z-0.2 S1
; Fans
M950 F2 C"fan2"
M950 F1 C"fan1" ; This fan is the Heatsink Fan
M106 P1 T50 S255 H1 ; Set hotend heatsink FAN1 thermostatic control at 50°C
; Thermistors
M308 S0 P"bed_temp" Y"thermistor" T100000 B3950 ; define bed temperature sensor
M308 S1 P"e0_temp" Y"thermistor" T100000 B4725 C7.06e-8 ; define E0 temperature sensor
M950 H0 C"bed_heat" T0 ; heater 0 uses the bed_heat pin, sensor 0
M950 H1 C"e0_heat" T1 ; heater 1 uses the e0_heat pin and sensor 1
; Heater configuration
M140 H0
; Tool definitions
M563 P0 D0 H1 ; Define tool 0, the extruder
G10 P0 S0 R0 ; Set tool 0 operating and standby temperatures
;M92 E415 ; Bondtech BMG steps per mm
M92 E822 ; Titan Aero steps per mm old: 837
; Z probe and compensation definition
; Change "H25" to "H3" AFTER commissioning your printer
M558 P5 C"!e0stop" X0 Y0 Z0 H5 F600 ; FSRs with JohnSL board Z probe behaves as a switch and is not used for homing any axes
;G31 X0 Y0 Z-0.15 P500 ; More (-) Z is less smooshed, more (+) Z is more smooshed
G31 X0 Y0 Z-0.75 P500 ; More (-) Z is less smooshed, more (+) Z is more smooshed
T0 ; Select tool 0, the hot end
M501 ; Load config-override.g
Thank you.