print quality awfull out of the blue
-
Hello,
first of all thank you in advance for your help. I have troubles with my printer for a few months now and i have tried a lot, but without any positive results. That's why i thought to post in this forum and ask for your help, maybe someone here is able to help me.
Getting to my problem:
I'm a proud owner of a delta-printer, the Anycubic Kossel plus (Bowden, Heated bed, linear Rails). The printer is upgraded with a Duet 2 Wifi board and Prusa motors and until a few months back the printer has woked excellently.
The only issue was that the z-seam was too huge and was ruining my tollerances, so i have played a little with pressure advance. That had worked fine for two prints but suddenly the prints were looking verry strange. Turning off the pressure advance did not affect the issues (see the following picture).
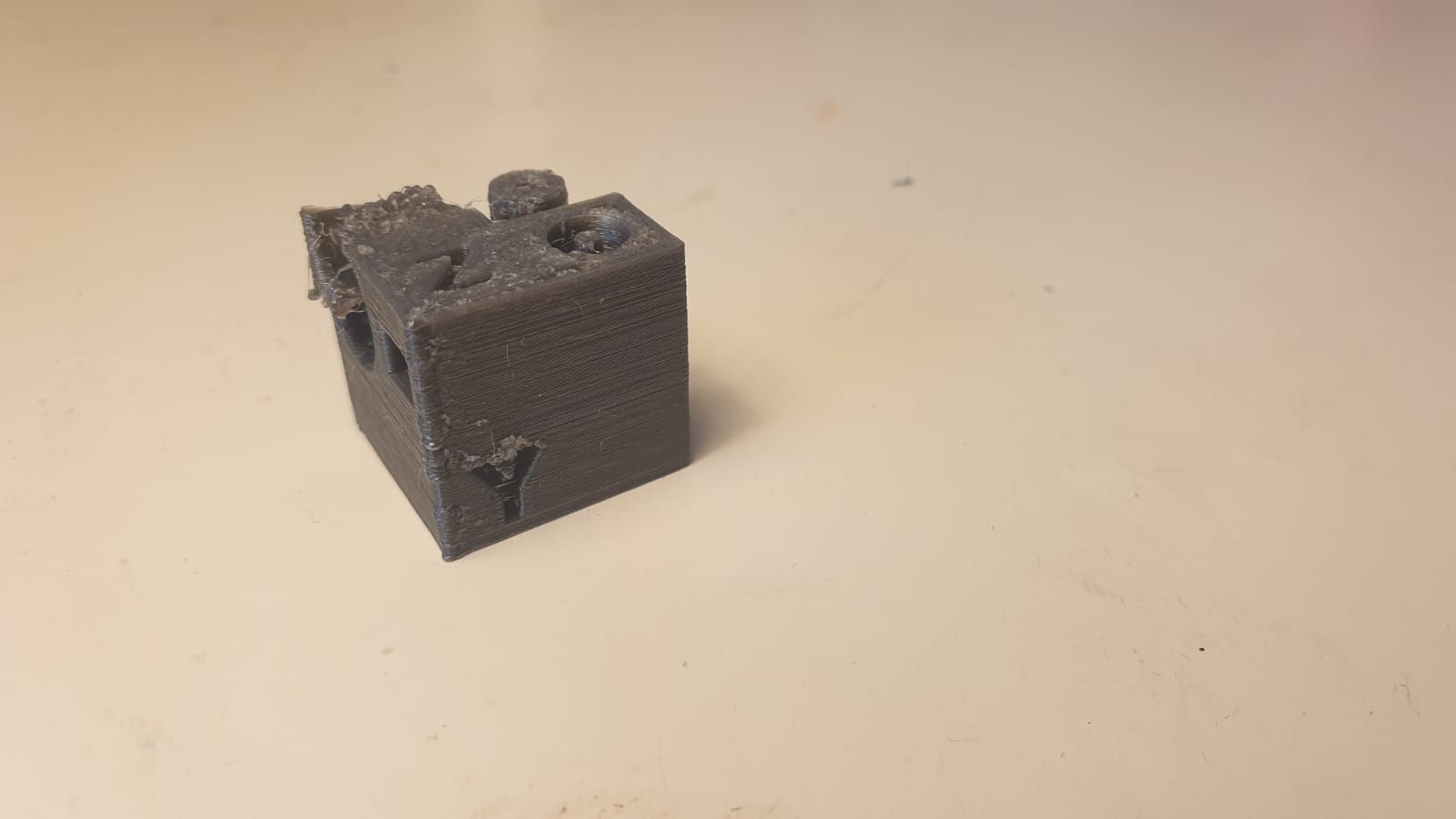
The occured errors were mainly ugly z-seams and randomly but systematicly growing errors in the outer and inner walls. (In the pictures you can see PA-Tests with alternating PA-values from 0 to 4 and from 4 to 0 in heigth)
Because of the sudden occurency of the errors my first guess was the slicer (at this time i was using Cura 4.4). But because of the same errors showing with G-Code i had succesfully printed before i could tell that it is not the slicer. (Now i have updated to Cura 4.7.1, wthout any difference)
Because it could not be the slicer my next guess was that it had to be an issue with the printer. So i have changed the nozzle and checked my bowdentube (clean). The errors where still occuring.
The next step was to update the firmware of the Duet 2 Wifi board, but the errors still were not gone.
It can't be moisturised filament because i have tried it with new filament and also with different material (PLA and PETG) with the same errors.
Following to that i have printed a few testprints to try and find the source of the problem (pictures in the attachements).
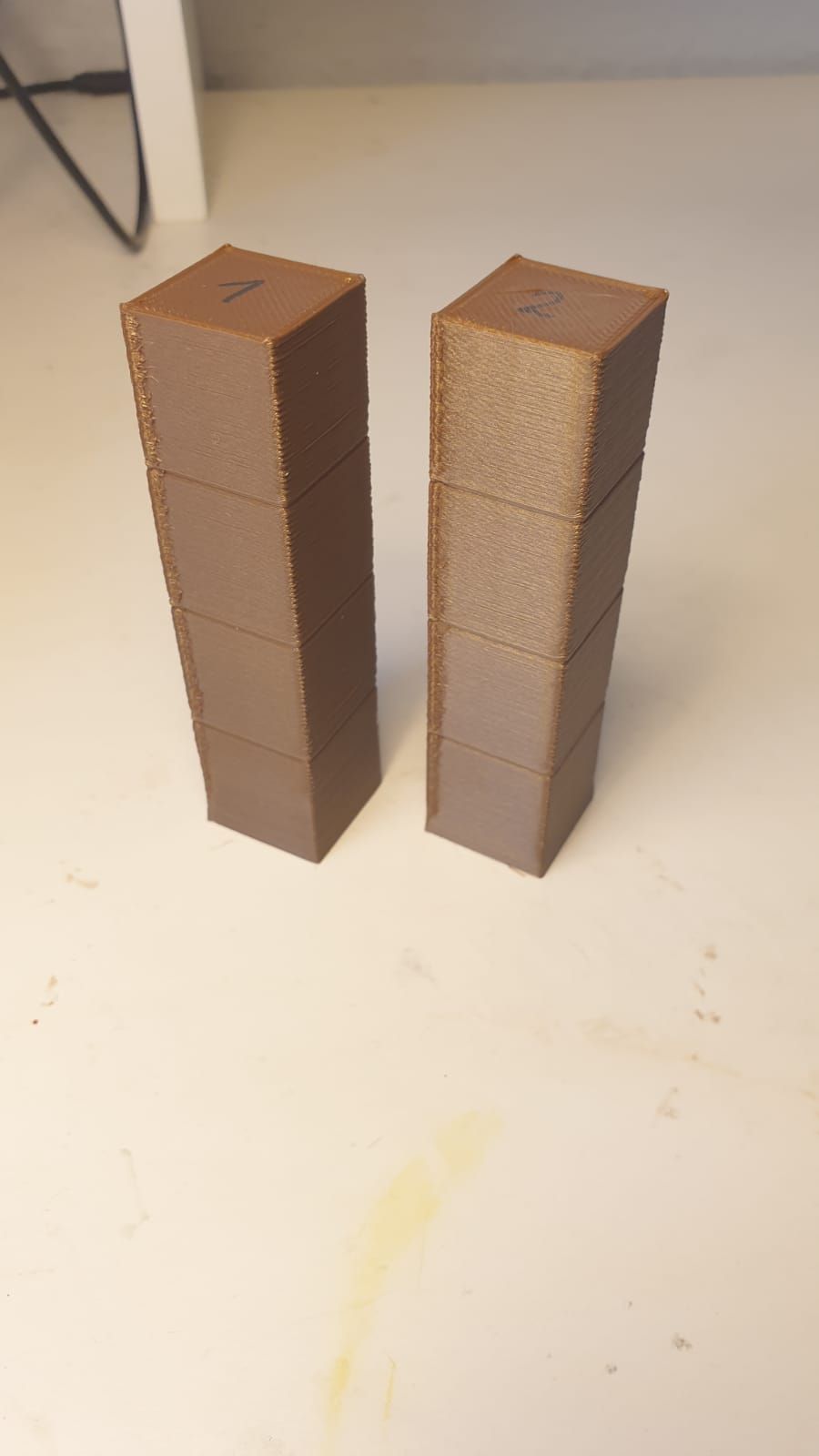
- Pressure advance test, with upwards rising PA value from 0,0 to 0,4 in 0,1 steps
- Pressure advance test, with upwards falling PA value from 0,4 to 0,1 in 0,1 steps
- Retraction test with a retraction length of 4mm to 7 mm (bottom to top) (i have allways used 6,5 mm)
Retraction test with a retraction length of 0mm to 3 mm (bottom to top)
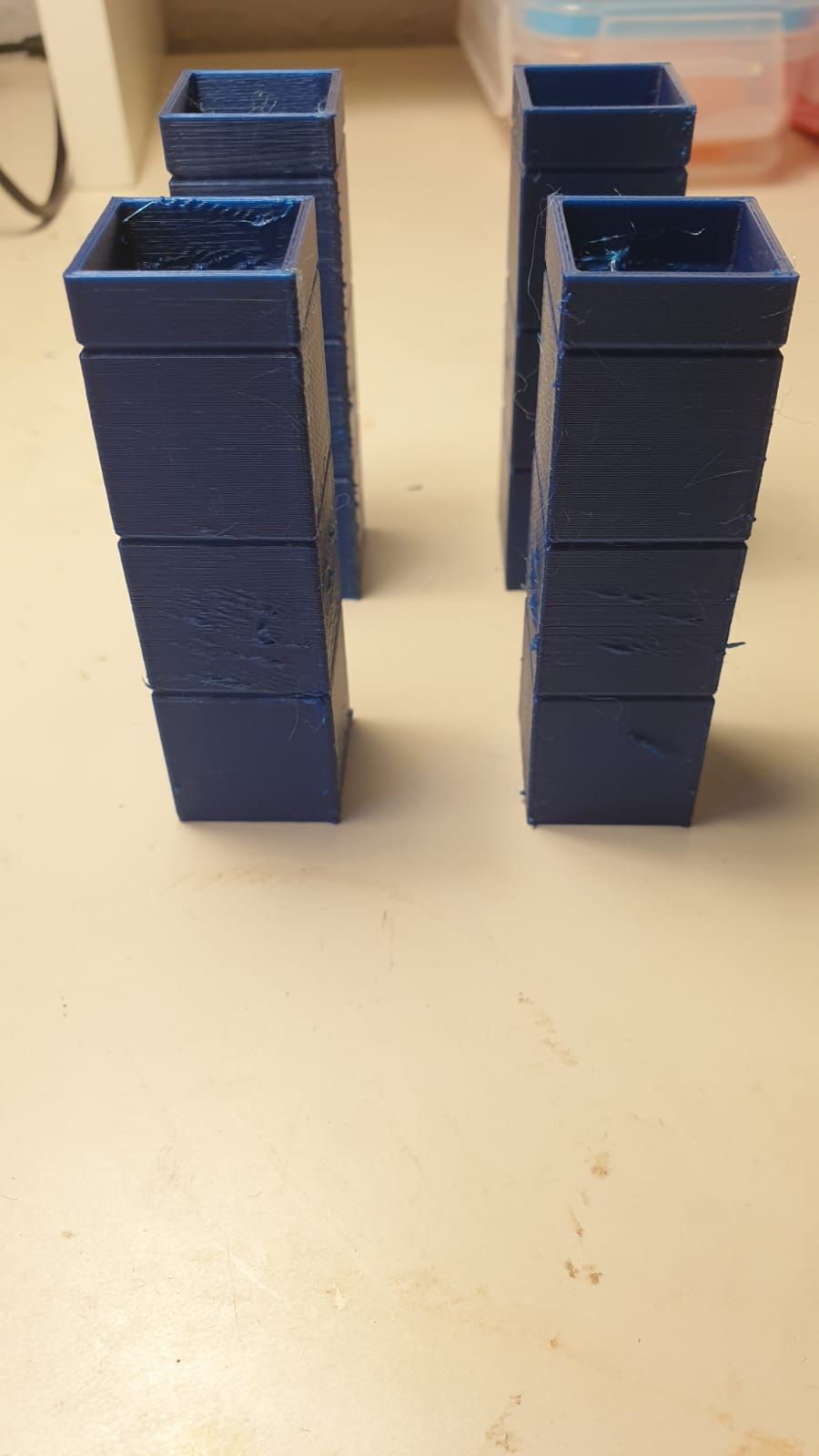
Temperatur test with a temperatur of 220, 210, 200, 220 °C (bottom to top) - multiple testtowers at the same time to check if the location has any effect on the issue.
Temp testtower:

Retraction testtower:
Multiple testtowers at the same time:
I have changed the PA value from 0,3 to 0,4 and then to 0,5 and back to 0,4, then i have changed the print speed to 90% (90mm/s), 80% and 70% (changed at 10, 25, 35, 45, 55 mm). It seemed as if the speed had an effect, alltough i have printed at 100 mm/s before as my optimum, but it later turned out to have no significant effect.
What i found verry strange about this test was that some of the errors occured at the same heigth and if it would be a kartesian printer i would obviously be caused by the z-axis, but i am using a delta printer o.O...

So i am out of ideas and i hope that someone here ist able to help me with this issue. I am happy about every helpfull guess!

-
Does your bowden has some play now perhaps ? Not being locked anymore correctly in the push fittings at one or more locations ?
-
@snakergy check your extruder. Could be the grub screw on the driveshaft has loosened? Bowden tube fittings is also a good shout. Id also check the mounts/screws at both ends
High pressure advance can cause jerky motion in your extruder which might have loosened something
E3D TC with D3Mini and Toolboards.
Home-built CoreXY, Duet Wifi, Chimera direct drive, 2x BMG, 300x300x300 build volume
i3 clone with a bunch of mods -
Might help to share your config.g and a sliced gcode file? Maybe the results of M122 after a print as well.
-
@engikeneer said in print quality awfull out of the blue:
@snakergy check your extruder. Could be the grub screw on the driveshaft has loosened? Bowden tube fittings is also a good shout. Id also check the mounts/screws at both ends
High pressure advance can cause jerky motion in your extruder which might have loosened something
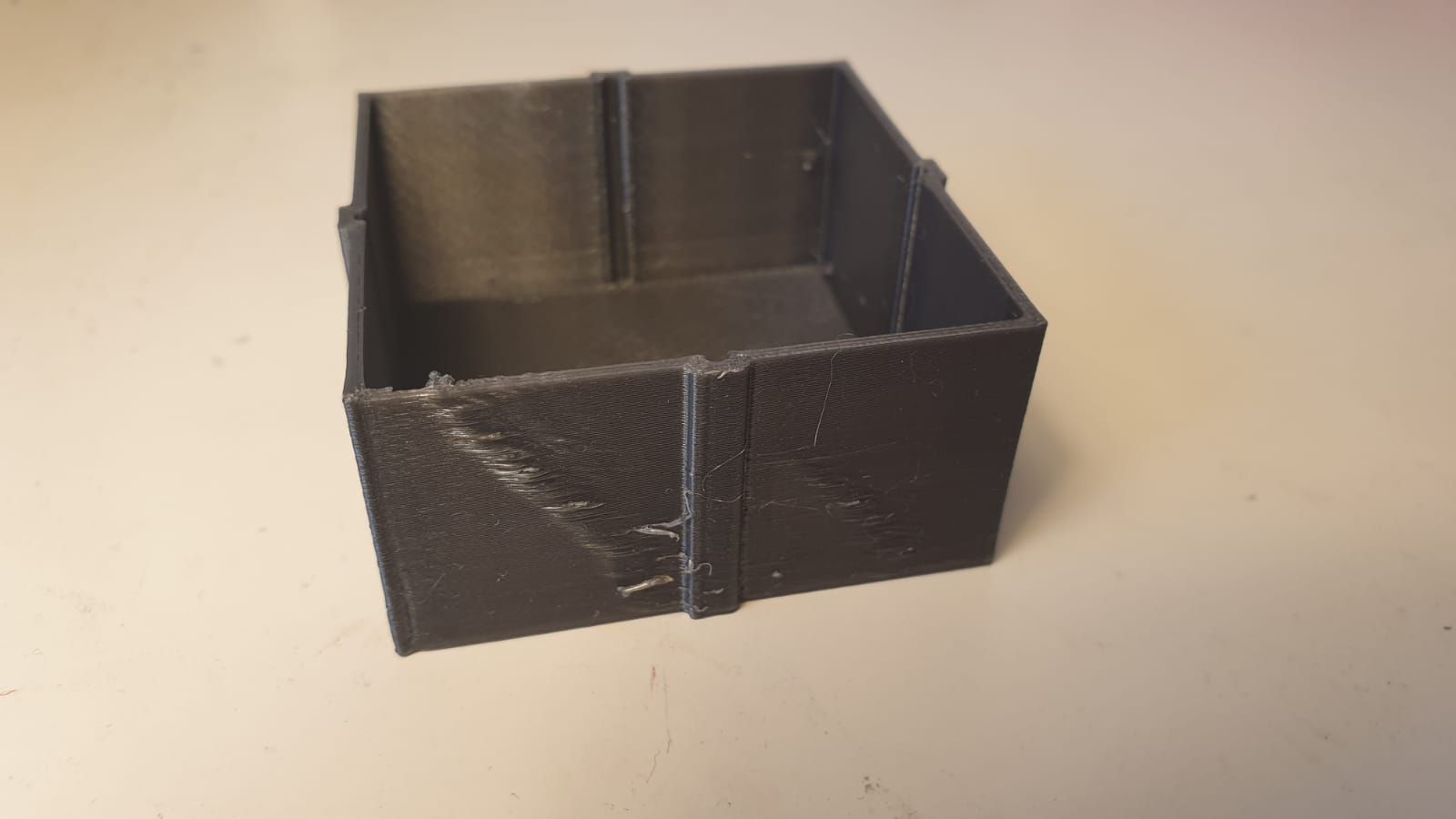
I have tightened the grub screw on my extruder and it seems as if it has made a small difference. when i print a testtower i now see some better results, but i need to print at speeds around 80 mm/s. Everything faster or slower turns into a strange construct (see picture).
Retraction Testtower made me change my retraction length to 4mm:
 My retraction length has allways been 6.5 mm and i needed to change it to 4.5 mm when i started to use pressure advance. I think by adding M572 D0 S0.0 to my config.g pressure advance should be turned off or isn't it? it feels like it ist still turned on.
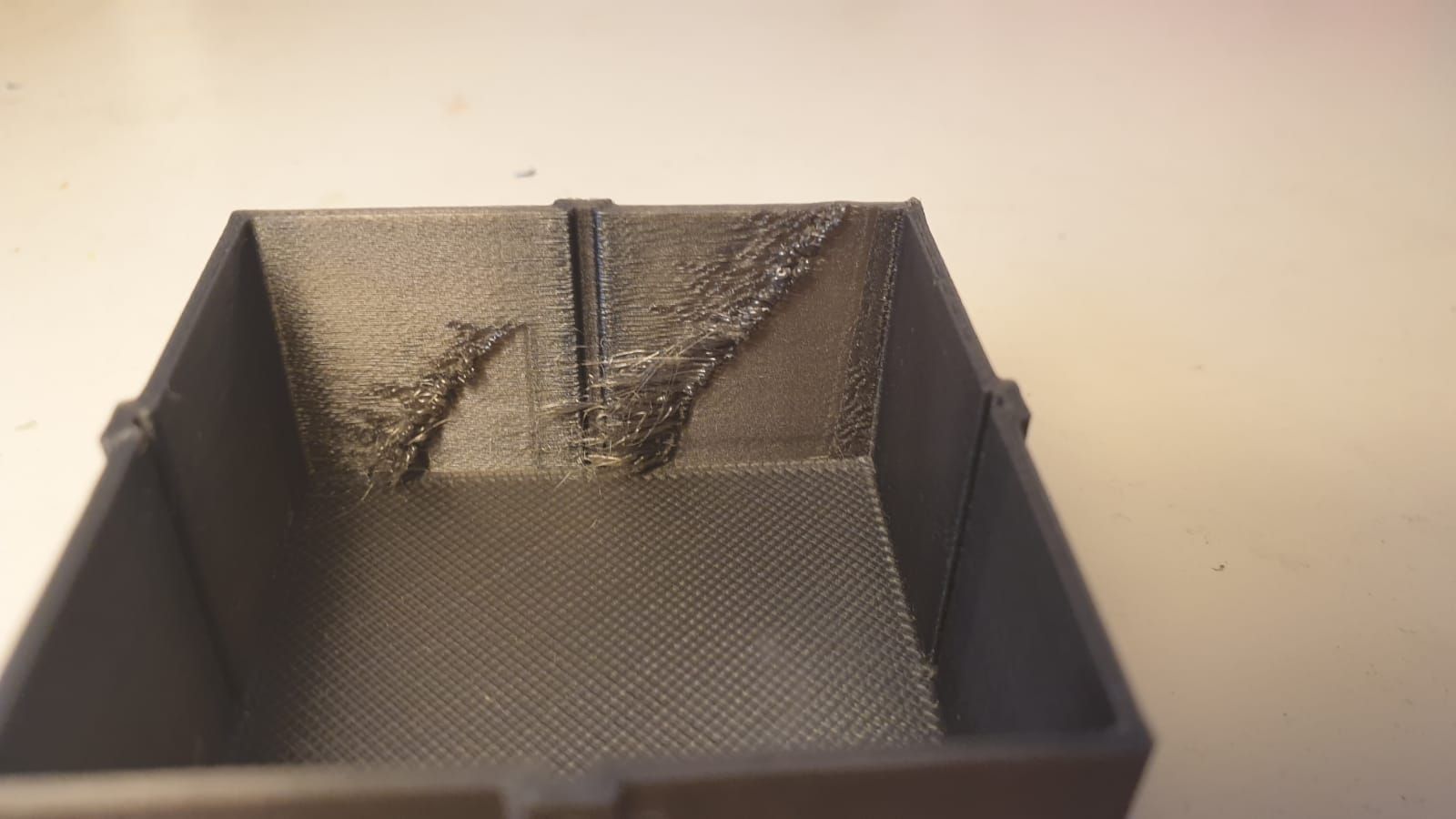
My retraction length has allways been 6.5 mm and i needed to change it to 4.5 mm when i started to use pressure advance. I think by adding M572 D0 S0.0 to my config.g pressure advance should be turned off or isn't it? it feels like it ist still turned on.Speedtesttower startet to look awfull at 90 mm/s:

I was always able to print up to 120 mm/s without any problems.
How can this upwards warping be cause by higher print speeds? -
@snakergy my first thought is that both of those test towers look identical, and I don't see how increased retraction distance would cause warping. I'd try printing one without changing anything. That way you'll know if it actually is speed or retraction thats giving you issues. You might find it is just z-related?
For pressure advance you can always check what its set at by sending M572 D0 during a print (just in case you've set it somewhere else by mistake).
Could it be something with part cooling? Thinking that as you increase z height, the air doesn't bounce off the build plate as much so the flow will change. Might be worth looking at your ducting?
I'd also suggest posting your config and result of M122 during a print as @Phaedrux says. Might show us something we've missed
E3D TC with D3Mini and Toolboards.
Home-built CoreXY, Duet Wifi, Chimera direct drive, 2x BMG, 300x300x300 build volume
i3 clone with a bunch of mods -
I am going to post my cnofig.g and the Results of the M122 this evening.
In reality the towers do not look the same (may seem so on the pictures). A problem in the z-axis seems a littlebite strange because it is a delta printer, but i will print another testtower on the seemingly fine settings (80 mm/s and 4mm retraction) this evening.
-
@engikeneer said in print quality awfull out of the blue:
@snakergy my first thought is that both of those test towers look identical, and I don't see how increased retraction distance would cause warping. I'd try printing one without changing anything. That way you'll know if it actually is speed or retraction thats giving you issues. You might find it is just z-related?
For pressure advance you can always check what its set at by sending M572 D0 during a print (just in case you've set it somewhere else by mistake).
Could it be something with part cooling? Thinking that as you increase z height, the air doesn't bounce off the build plate as much so the flow will change. Might be worth looking at your ducting?
I'd also suggest posting your config and result of M122 during a print as @Phaedrux says. Might show us something we've missed
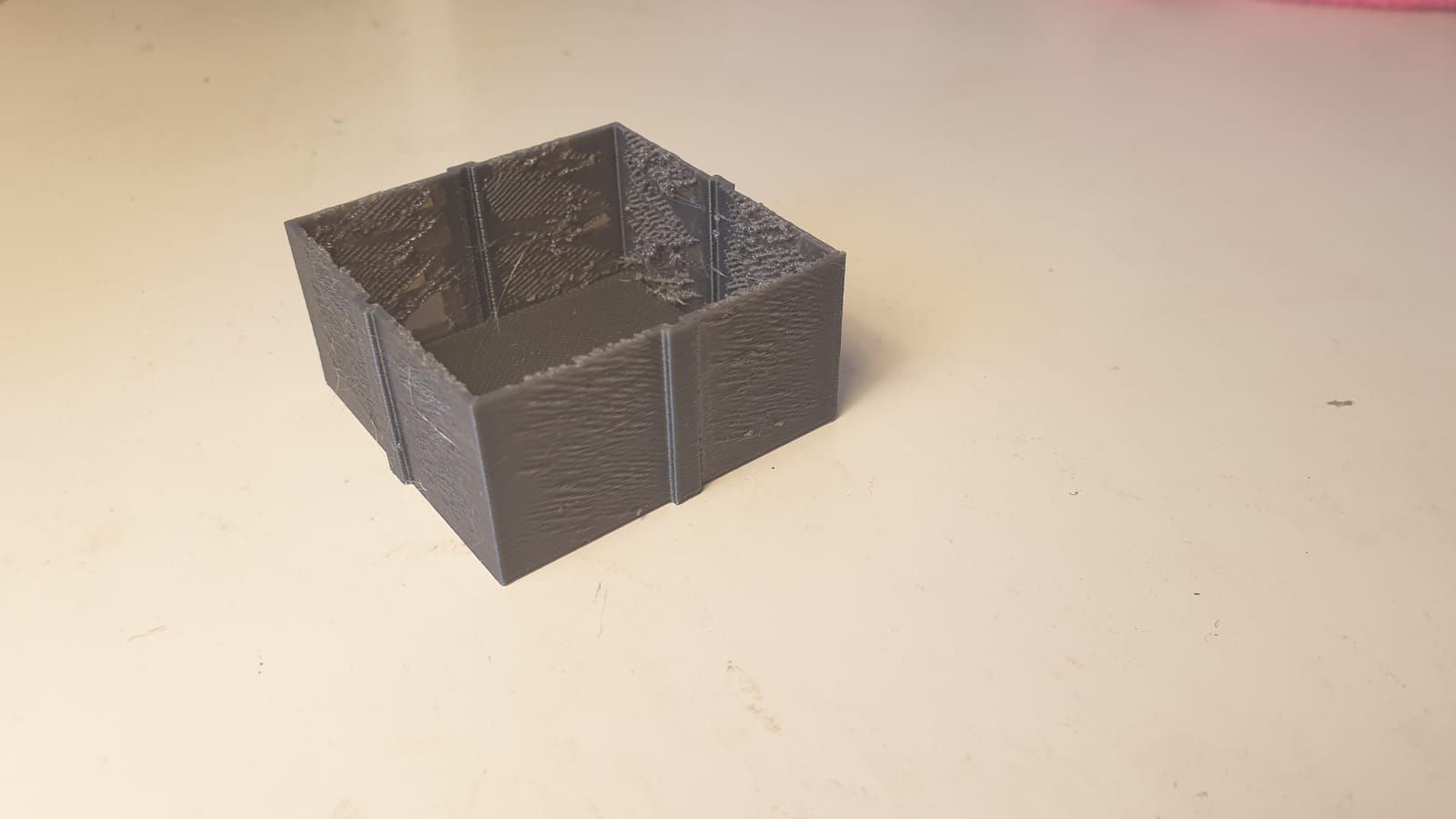
Ok so i have printed another tower without any changes and it looks just as bad

As @Phaedrux suggested, i have added my config.g file and the G-Code i was using for the last tower without any changes (i always forget to run M122 after a print).
config.g
Tims toller Test-Tower_V2_PLA_Settings_015_80.gcodeMy next step would be to check if the stepper drivers work as supposed, by switching the E-driver with the X-driver, but i am not quit shure about the changes i need to make in the config.g when i change the ports. Can someone tell me what to change in my config.g?
Next step then is to change the whole extruder and then the Duet2 Wifi Board (a colleague of mine has a new one i can use for testing)
-
@snakergy For drive mapping, you'll need to use M584 in your config:
https://duet3d.dozuki.com/Wiki/Gcode#Section_M584_Set_drive_mapping
You'll need to put it in before your M574 command. I think the line you'll want is:M584 X0 Y1 Z3 E2 ; set drive mappingbut double check your drive mapping. You can find a table of the driver numbers here:
https://duet3d.dozuki.com/Wiki/Using_external_stepper_motor_drivers#Section_Using_External_Drivers_for_X_Y_Z_AxisNext question I'm gonna ask is which firmware version are you using? Your config file has a comment about being for V1.19.2 which is very out of date! You can check by using M115. Might not be the problem, but it's always good to check
-
Ok after more than a month now i can say that i have nearly fixed my printer!
So if anyone may have simmilar issues in the future maybe this can help.It was a long and frustrating task and while i was fixing problem A i was always creating problem B and C i did not know of at that time.
For the impatient ones, my main problem concerning the awfull z-seams was caused by the Cura Slicer. I am using the prusa slic3r version now and it seems to work fine.
So let me sum up my problems and the corresponding sollutions:
Since all my attempts had failled before i had to make bigger changes to my Printer to locate the problem.- I started by changing my extruder motor, which did not make any difference
- So i thought it must have had something todo with my Duet Wifi Board. A colleague of mine had a spare Wifi Board which i could borrow to change it with mine and see if it makes a difference. After successfully changing the board without any smoke coming out of the new one...it still did not make any difference
- In the process of updating the firmware of the changed Duet Wifi, i realised that my firmware on the old board was not up to date because i have tried to update it from 2.1 to 3.1 without updating it to 3.0 before. That has helped with some of my minor problems but not with my z-seam and my heating problems.
- I then tightened every screw i could find und added new lubricant to every moving part. While doing that i found my Fittings for the PTFE tube being a little loose, so i have also changed them. Still the printer produced the same ugly prints.
- While changing the fittings i saw that the PTFE tube has melted which ment i was printing way to Hot for PLA and my read temperature must have been way off. So i had ordered a new thermistor and that seemed to help with some problems concerning temperature.
- Since some of the occured problems where looking like heating faults i have checked my fan and i actually found something verry important! it seemed like i had damaged the cable of my fan and the contact was a littel bit loose, which made my prints warp so much. While resoldering the fan cable, i had printed a new fan guide for better airflow (which later took damage, causing problems again)
- Since i had found most of the sources for my issues but my z-seams still where looking so awfull, i thought i would give another slicer a try again. I changed to the prusa slic3r and suddenly my z-seams where fine finaly!!!!
I still have some minor heating issues caused by the Hotend, but that should be done by tweaking a littlebit in the slicer software and mainly by the new Hotend i have ordered (E3D lite 6). I will tweak my settings when the new Hotend is added.
Believe it or not but that was only a list of my major problems, i can't even remeber all the things i had to fix in the last two month.
Thank you all for your help and your verry informative tips!!!
Even though it was verry frustrating, i think i have learned a lot about my machine in this time! At least something positiveStay healthy
Snakergy -
@snakergy said in print quality awfull out of the blue:
Even though it was verry frustrating, i think i have learned a lot about my machine in this time! At least something positive
Thanks for the update.
Curious what your seam settings were in Cura and what they are now in PrusaSlicer.
-
cura introduced a new seam option in 4.7 that changed the default behaviour.