Smart Effector including toolboard-capabilities?
-
@mrac1 said in Smart Effector including toolboard-capabilities?:
@garyd9 Yes, it's my own design. Here is the step file: https://1drv.ms/u/s!AnpMmSRyS0cUkJ94Y0O-LqHwrEh7RQ?e=yLTPwj
I'm impressed. That's a nice compact design, and looks printable without too much problem. 5:1 ratio? Are all the parts (gears, bearings) out of a BMG extruder?
If all the "guts" are BMG parts, I might have to order one and try that for myself...
Thank you
Gary -
@garyd9 Yes, all parts are from the BMG, and the ratio is 5:1. You also need M3/M2.5 screws and M3 brass inserts. Version 1.0 is without brass inserts and is still in use on my two deltas.
-
@mrac1 said in Smart Effector including toolboard-capabilities?:
@garyd9 Yes, all parts are from the BMG, and the ratio is 5:1. You also need M3/M2.5 screws and M3 brass inserts. Version 1.0 is without brass inserts and is still in use on my two deltas.
Can you tell me what values you use for M92 (steps/mm), M201 (acceleration), and M566 (jerk) with that extruder? How is the print/extrusion quality?
I might alter your model in two ways: First, I actually prefer using nuts (or even better: lock nuts / nylocks)to brass inserts when feasible. I once had a brass insert pull out, but I've never had that happen with a nut. Second, I'm thinking about modifying the "FilamentGuide" part to remove some plastic in order to make the BMG plastic wheel/gear a bit more accessible for manually turning it.
Thank you for sharing your design!
Take care
Gary -
@garyd9 Print quality is a bit better than my Prusa MK3s.
There isn't much room for nuts and my first version, as I said, simply screws directly into the plastic.
Here are my values:
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X200.00 Y200.00 Z200.00 E709 ; set steps per mm
M566 X1200 Y1200.00 Z1200.00 E600.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E4800.00 ; set maximum speeds (mm/min)
M201 X3000.00 Y3000.00 Z3000.00 E4000.00 ; set accelerations (mm/s^2)
M204 P1250 T3000 ; set print and travel accelerations (mm/s^2)
M906 X1000 Y1000 Z1000 E370 I40 ; set motor currents (mA) and motor idle factor in per cent -
@Hergonoway said in Smart Effector including toolboard-capabilities?:
- why did you choose this ball stud placement? Wouldn't it been easier to "just" offset the ball studs from the smart effector set horizontally to reach the desired clearance?
I've been playing around with the model to see what it might take to get it to fit well on a smart effector. The 64mm spacing that @mrac1 is using does work, but I don't know if that's the "best" solution.
Also, there's more to arm spacing than just the gap between two parallels arms: there's also the gap between the "centers of articulation" (as described here: https://reprap.org/wiki/Delta_geometry#Effector_stability and referenced there as "b".) From that page, there's a theoretical relationship between effector stability, the arm spacing, and "b".
For reference, @dc42's smart effector has an arm spacing of 55mm, and a "b" of 12mm. Using the formula provided on that linked page (Tilt Effector Stability = (Arm space)²/b), the smart effector has a "TES" of ~252.08.
Assuming that theoretical work is accurate (or close to accurate), the effector from mrac1 has a much lower stability of ~134.94. (64^2 / 30.354)
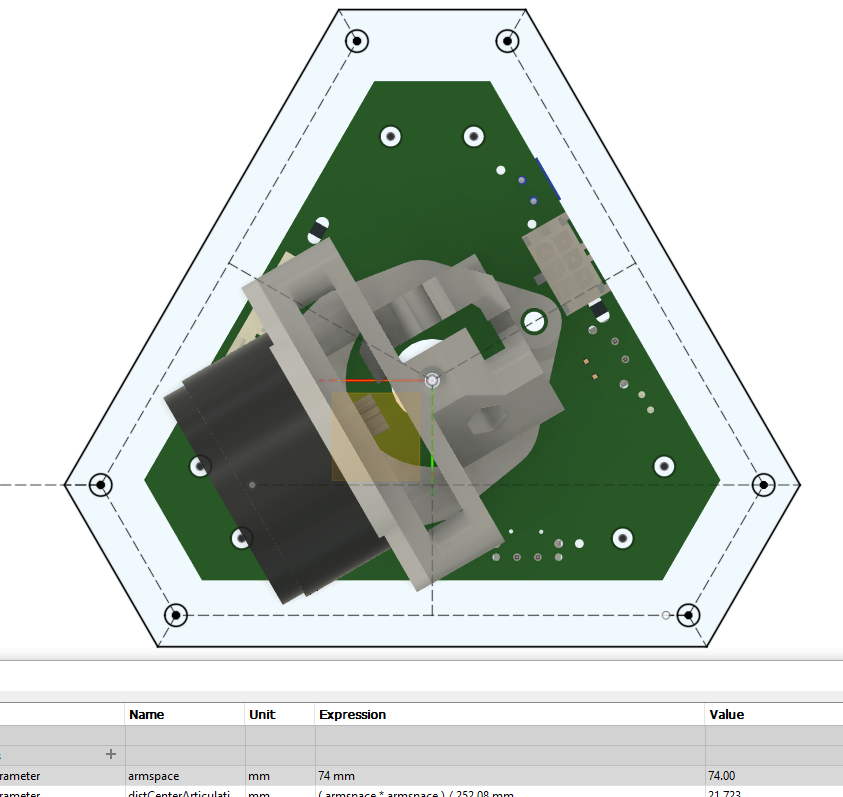
From that, I started playing around in Fusion360 modeling arm spacing, and set thing up so that the "b" value is computed automatically based on the arm spacing in order to maintain a "TES" value of 252.08. (I just force the "b" value to be "( arm space )² / 252.08 mm.") Then I linked mrac1's excellent extruder model on top of the resulting sketch and kept adjusting the arm space until the arms (and arm movement) was completely clear of the lines connecting all 6 ball joints. (My choice of clearance was somewhat arbitrary. Some delta builds would need more space, and others would need less.)
Here's what it looks like with an arm spacing of 74mm. In this case, "b" is 21.72mm.
Note that this is pushing it really close. Here's a snippet showing 80mm (with "b" of 25.39):
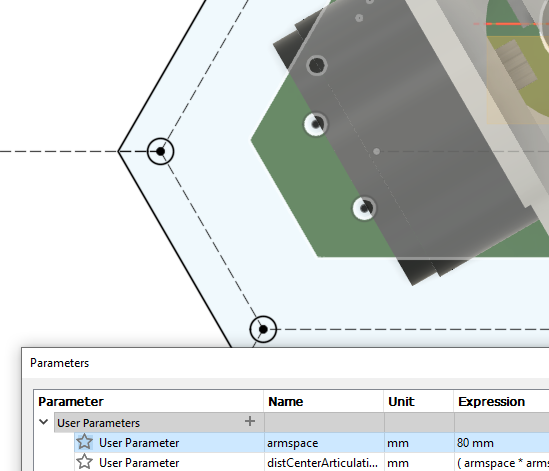
So, at 80mm arm spacing, there's more wiggle room, but on some delta geometries where the print area is actually larger than the triangle formed by the X/Y/Z verticals (and therefore carriages), even this might not be enough. (I think some SeeMeCNC machines are like that.)
I also put the "CR" version of the Orbiter on my sketch to see how that would fit. Specifically, I used the "CR" version of the oribiter. This specific version has a more centered filament path compared to all other available/published versions. (The "v1.5" that's available for sale would stick out an additional ~9mm.) I rotated the model for what I perceived to be the best fit (with 80mm arm spacing):
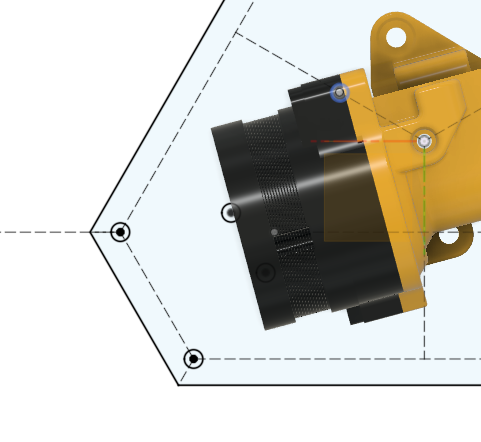
One important difference when comparing the orbiter and mrac1 extruder pictures above is that they are shown with different stepper models (when they actually use the same one.) According to LDO specs, the stepper should have a total thickness of 17.5mm. The model with the mrac1 pictures has a 20mm thick stepper and the orbiter model as a 17.0mm thick stepper.
Another important difference that isn't shown at all in these pictures is the vertical height of the stepper. (Due to delta arms and angles, this is important for determining clearance.) The mrac1 extruder has the stepper centered 39mm above the effector. The orbiter extruder has the stepper is centered 18mm, PLUS the height of any adapter, above the effector. (It might also be possible to modify the orbiter model to not need any adapter.)
Hopefully all this typing and snipping is useful to someone.
")
Take care
Gary"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
@garyd9 and @mrac1
I was wondering if the bracket that bolts the extruder down to the smart effector PCB influences the strain gauge touch sensor? The PCB get's much stiffer IMHO and reduces the reading. Is a higher impact force needed to trigger the touch probe?The angled adapter I once made for a similar DD extruder only has the footprint of the fiber washer.
And it's tightened by the hex nut and heatsink assembly.
-
This is a very interesting article! I will optimize my effector in this direction.
One more thought, how strong is the effect of the magnets when they come closer together?
-
I have tested various types of mounting and could not find any difference. As it is in the current version, the mounting is the easiest.
-
@mrac1 said in Smart Effector including toolboard-capabilities?:
@garyd9
One more thought, how strong is the effect of the magnets when they come closer together?While using the smart effector, the "b" mentioned above is only 12mm. The magnets don't seem to have any effect on anything else on the effector.
I do tend to keep the polarity of adjacent magnets opposite of each other. That's supposed to somehow cancel or mitigate the impact of any magnetic fields (if the things I've read are true.)
@o_lampe said in Smart Effector including toolboard-capabilities?:
@garyd9 and @mrac1
I was wondering if the bracket that bolts the extruder down to the smart effector PCB influences the strain gauge touch sensor? The PCB get's much stiffer IMHO and reduces the reading. Is a higher impact force needed to trigger the touch probe?On the zesty nimble, the adapter mounts using the same screw holes as mrac1's adapter: the three surrounding the heatsink hole. (see: https://www.thingiverse.com/thing:2453322) I can't say if that impacted the trigger strength needed, as I've never used the smart effector without a similar type of adapter.
I will mention that, due to vibrations on my builds linear rails, I've had to reduce the sensitivity of my smart effector using "m672 s105:90:165". With that in effect, my smart effector's trigger height is currently at -0.09. Without adjusting the sensitivity, the trigger height was around -0.06.
One more disclaimer is that my Smart Effector might be dying. I can't say if this is due to the nimble adapter or something else. There's no noticeable damage or scratches, but the SE does the "6 flashes" on boot up for about 2 1/2 minutes every power up and then suddenly decides that everything is okay. (That's a topic for another thread, however. The effector is well outside of warranty, and I won't be upset if I have to replace it. I just hope it lasts long enough for duet3d's combined tool board and smart effector to be released.)
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
If it's useful to anyone, here is the fusion360 sketch I used for calculating effector spacing. Rename the file extension to "f3d" (because the duet forum won't allow .f3d file attachments) and pull it into fusion360.
There's nothing in this project except a single sketch. There are three editable parameters (Modify->"Change Parameters"):
ArmSpacing: this is obvious. 55mm is the spacing on the current smart effector
DesiredTES: This is the "TES" value from the article I linked above. The smart effector has a value of ~252.08. Larger values theoretically result in a more tilt resistant effector.
MagBallHoleSize: (This is just the size of the circles used to indicate magball locations)
-
@garyd9 said in Smart Effector including toolboard-capabilities?:
The magnets don't seem to have any effect on anything else on the effector.
Well, IIRC they can make your fans stop if mounted too close to the magnets. But that's another story.
Good to hear the SE is not affected by the current mounting method.
I've seen BMG hardware kits for sale without housing. Are they complete or do I have to print gears to use your version? (Yuck)BTW: it deserves a name! How about Smart-Orbiter?
-
@o_lampe said in Smart Effector including toolboard-capabilities?:
I've seen BMG hardware kits for sale without housing. Are they complete or do I have to print gears to use your version? (Yuck)
I couldn't find any such kits. I ended up going on filastruder and ordering: 1 LDO 36STH17-1004AHG, 1 Bondtech drivegear kit (1.75/5mm), 1 bondtech thumbscrew assembly (that I likely won't use), and 1 Bondtech shaft/gear assembly.
Then I had to order the MR85ZZ bearings from amazon (because filastruder didn't have the correct size available.)
The "bondtech" drivegear kit is supposed to contain: "Gear set for filament size 1.75 mm, primary gear with inner diameter 5 mm, secondary gear with two needle bearings,M3x2 setscrew and one 3 x 20 mm shaft"
The LDO stepper motor has a gear in place of a shaft.
From what I can tell of the diagram, you shouldn't need to print any gears. Only 4 housing pieces. I'm guessing that they can be printed with PETG, but I'm not sure how hot the LDO stepper might get. (I doubt it'd get over 70C, but if it does, I can reprint the plastic with a hybrid PC+.)
@o_lampe said in Smart Effector including toolboard-capabilities?:
BTW: it deserves a name! How about Smart-Orbiter?
In my files, I'm calling it "mrac1 mini extruder", so I agree that it needs a name. To me, the orbiter is a completely different extruder.
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
I was on the wrong path and thought it was a reused Orbiter. But it's the orbiter motor w/o the planetary gears? I think, I have to read the whole thread again...
-
@o_lampe said in Smart Effector including toolboard-capabilities?:
I was on the wrong path and thought it was a reused Orbiter. But it's the orbiter motor w/o the planetary gears? I think, I have to read the whole thread again...
There have been 4 different extruders discussed in this thread (that I noticed):
You posted something that references an extruder from a thread on the reprap forums. (Cycloidal direct drive.)
The actual "orbiter" extruder (as found on thingiverse and for sale via LDO distributers along with aliexpress clones already.) This one uses 3 planetary gears around the LDO motor's stepper gear for a ~7:1 ratio.
apak posted some pictures and a video, and mentioned it was based on the orbiter design, but allows pivoting (so it might work fine with 55mm arm spacing.) As far as I'm aware, no more information was posted about this extruder.
mrac1's extruder (that I think might predate the orbiter.) It's closer to a rebuilt BMG, but uses the LDO motor's built in gear instead of the BMG motor gear attached to a stepper's 5mm shaft. (The smaller LDO gear results in a 5:1 ratio instead of a 3:1 ratio from the BMG.)
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
@garyd9 said in Smart Effector including toolboard-capabilities?:
From what I can tell of the diagram, you shouldn't need to print any gears. Only 4 housing pieces. I'm guessing that they can be printed with PETG, but I'm not sure how hot the LDO stepper might get. (I doubt it'd get over 70C, but if it does, I can reprint the plastic with a hybrid PC+.)
Yes, there are no extra gears to print. The LDO motor remains under 40° (motor current to 370 mAh) Except the fan duct, my hole effector and extruder ist printed in PLA.
-
@garyd9 said in Smart Effector including toolboard-capabilities?:
In my files, I'm calling it "mrac1 mini extruder", so I agree that it needs a name.
Sounds good
")
In my files I call it D3E (DeltaDirectDriveExtruder)
-
@mrac1 said in Smart Effector including toolboard-capabilities?:
In my files I call it D3E (DeltaDirectDriveExtruder)
It deserves a smart before the D3E, now that it's re-tailored for the Smart effector.
5:1 ratio is enough torque for a fast Delta or are there speed limits?The magballs in your effector are different from Haydn original ballstuds, what ball-diameter do they need?
I'm asking, because I've once designed a Delrin ball effector, which is much lighter, because no steelballs or magnets are needed. I might try to glue in 10mm Delrin balls...(one for each rod this time) -
@garyd9 said in Smart Effector including toolboard-capabilities?:
apak posted some pictures and a video
I'm beginning to see the light!
@apak showed two different designs, but only one is working now.
The other -with the split motor/planetary gearbox- is also quite interesting, since the BMG gears are available with 8mm ID.
Enough room to bypass the extended shaft for the star-wheel.
//edit there would be three parts needed to guide the motion back and forth: stepper shaft and starwheel-shaft both have to share the room inside the BMG wheel...pretty tight
-
@o_lampe said in Smart Effector including toolboard-capabilities?:
5:1 ratio is enough torque for a fast Delta or are there speed limits?
It's tested up to 100 mm/s (normally I do not print faster than 80 mm/s).
-
I've been playing with the plastic parts for your extruder and last night I tried a test fit of everything. One issue I noticed was that with the extruder mounted on the effector, I wasn't able to attach the smart effector's 2x3 microfit connector. The extruder's plastic was in the way of the little latch on the connector. (Below are images of the area I'm referring to.)
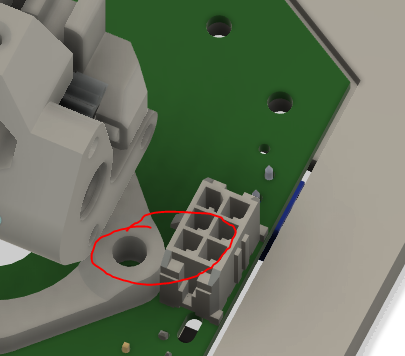
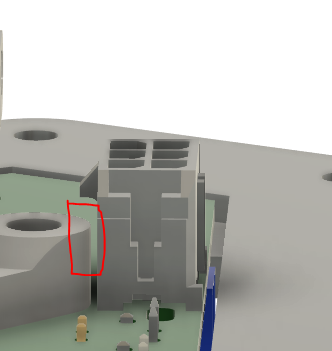
While I can easily make adjustments to the model to make this work, I'm wondering if you encountered the same issue and if so, how you might have handled it.
As a side note for @dc42, on the next iteration of the smart effector, would it be possible to rearrange things so that the inner three mounting holes have a good amount of clearance away from other parts that might interfere with mounting? (This might be easier to accomplish on a combined smart effector/toolboard with larger arm spacing.)
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."