massive overextrusion, E-Steps are calibrated
-
@deckingman said in massive overextrusion, E-Steps are calibrated:
@Enpixa There are still streaks on the moves between the circular features, which ought to be non-print moves. That might be because of pressure build up or lack of retraction, but it might also be that the nozzle/bed gap needs to be increased a bit more. Try another 0.1mm baby stepping to see if that helps.
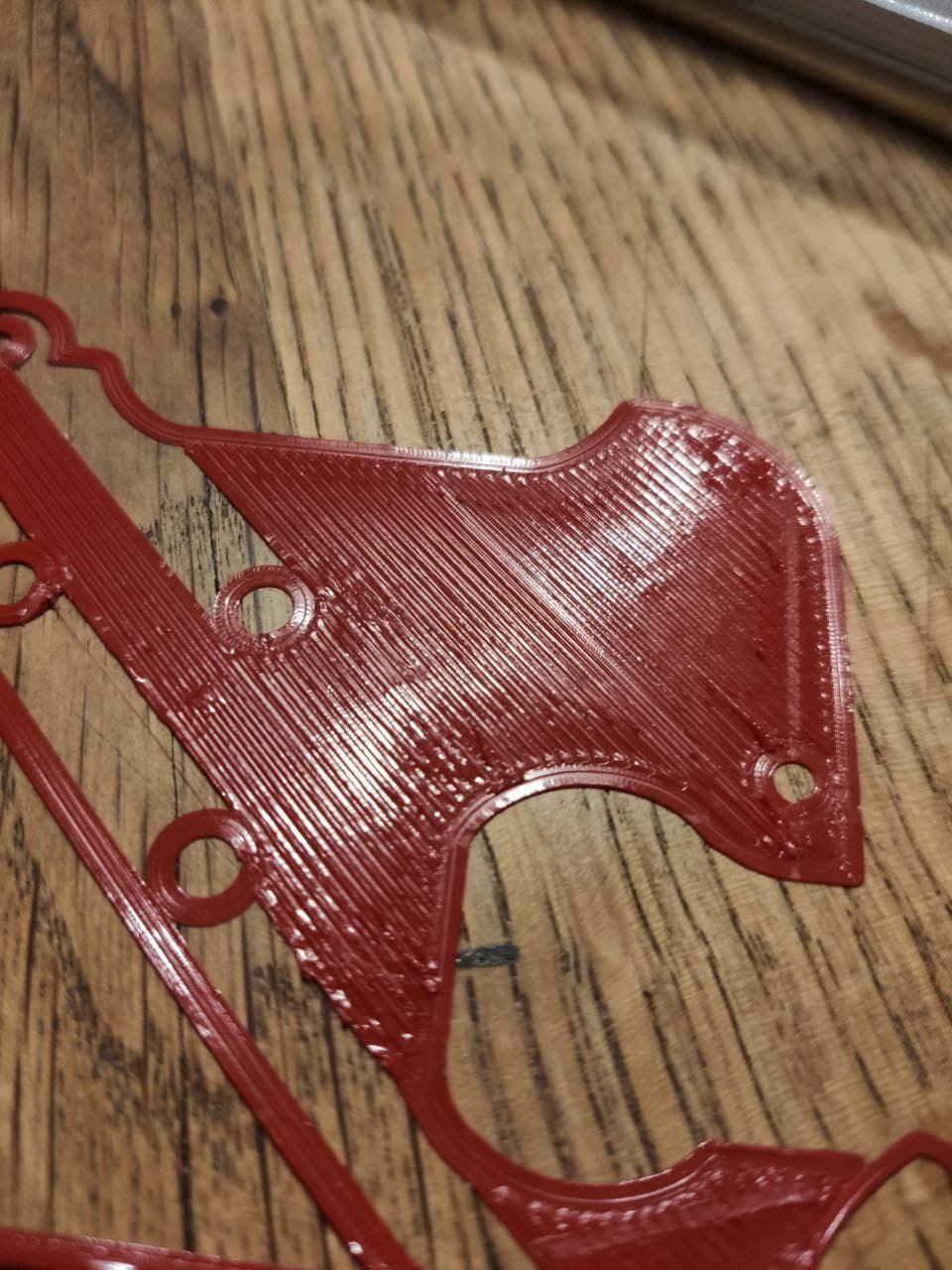
Did some more iterations. This time with Simplify3D, as there i got better retraction- settings for ooze-prevention. First looks ok, but imo lines are far too thick. (also use these slicers with my other 3d-printers, no problems) Distance to printbed is quite far, can easily remove print with my fingers by just gently touching.

After printing a while:
Second attempt, same Settings:
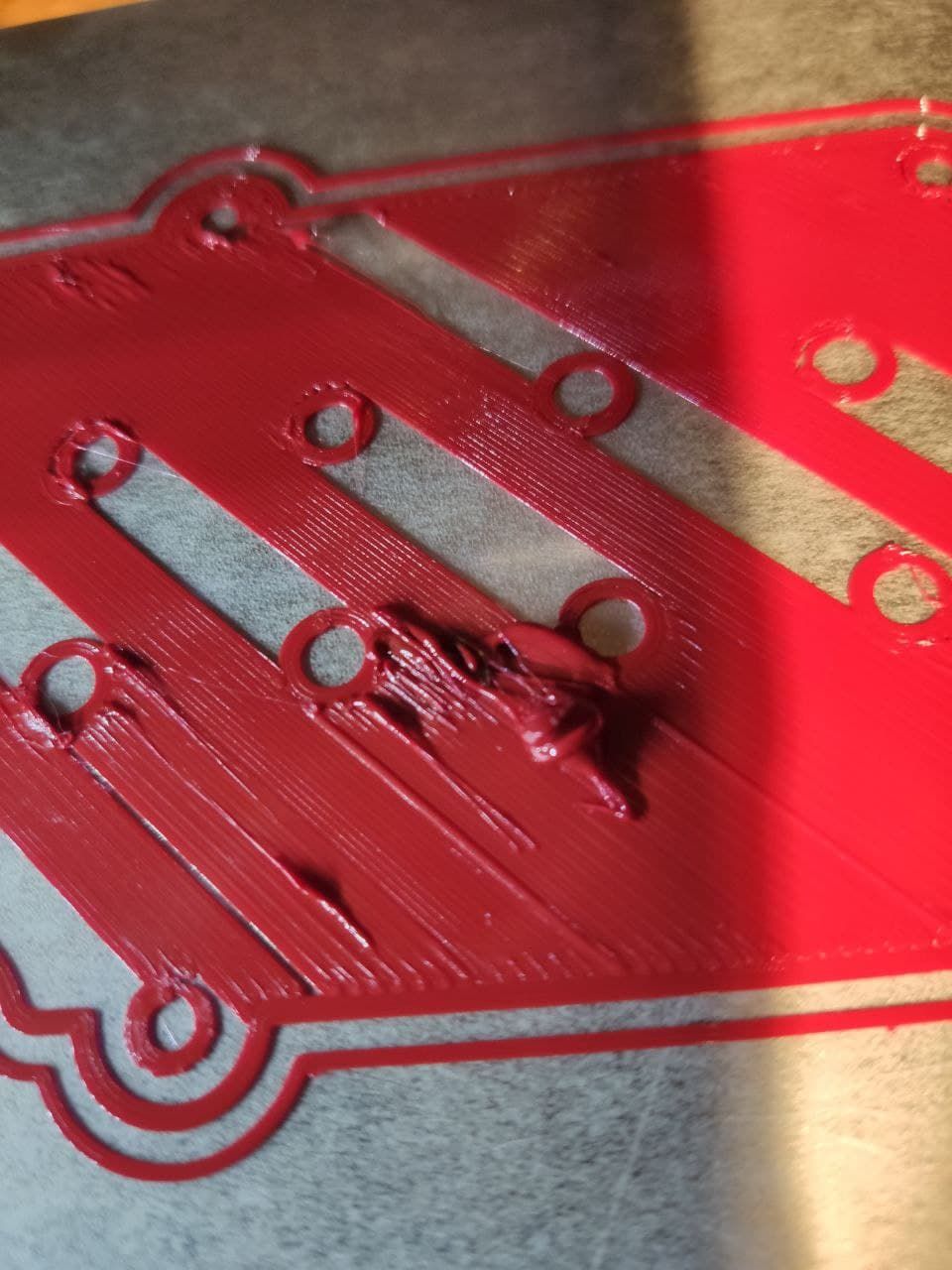
There is some heavy jamming going on at 100% flow.... Filament also came out of my hotendblock.
I still think there is some issue with my config or in the firmware.
Sure it could be some complete wrong settings i made in the slicers, but i checked everything i was thinking of the last days and they are working with my other printers. -
@Enpixa said in massive overextrusion, E-Steps are calibrated:
Filament also came out of my hotendblock.
Like out the heat break side? I think you might need to re-visit the hotend assembly.
fw 3.2 is available now. Probably a good idea to update. Not likely to solve your problems I don't think, but lots of fixes regardless.
Upload to your system tab. https://github.com/Duet3D/RepRapFirmware/releases/download/3.2/Duet2and3Firmware-3.2.zip
-
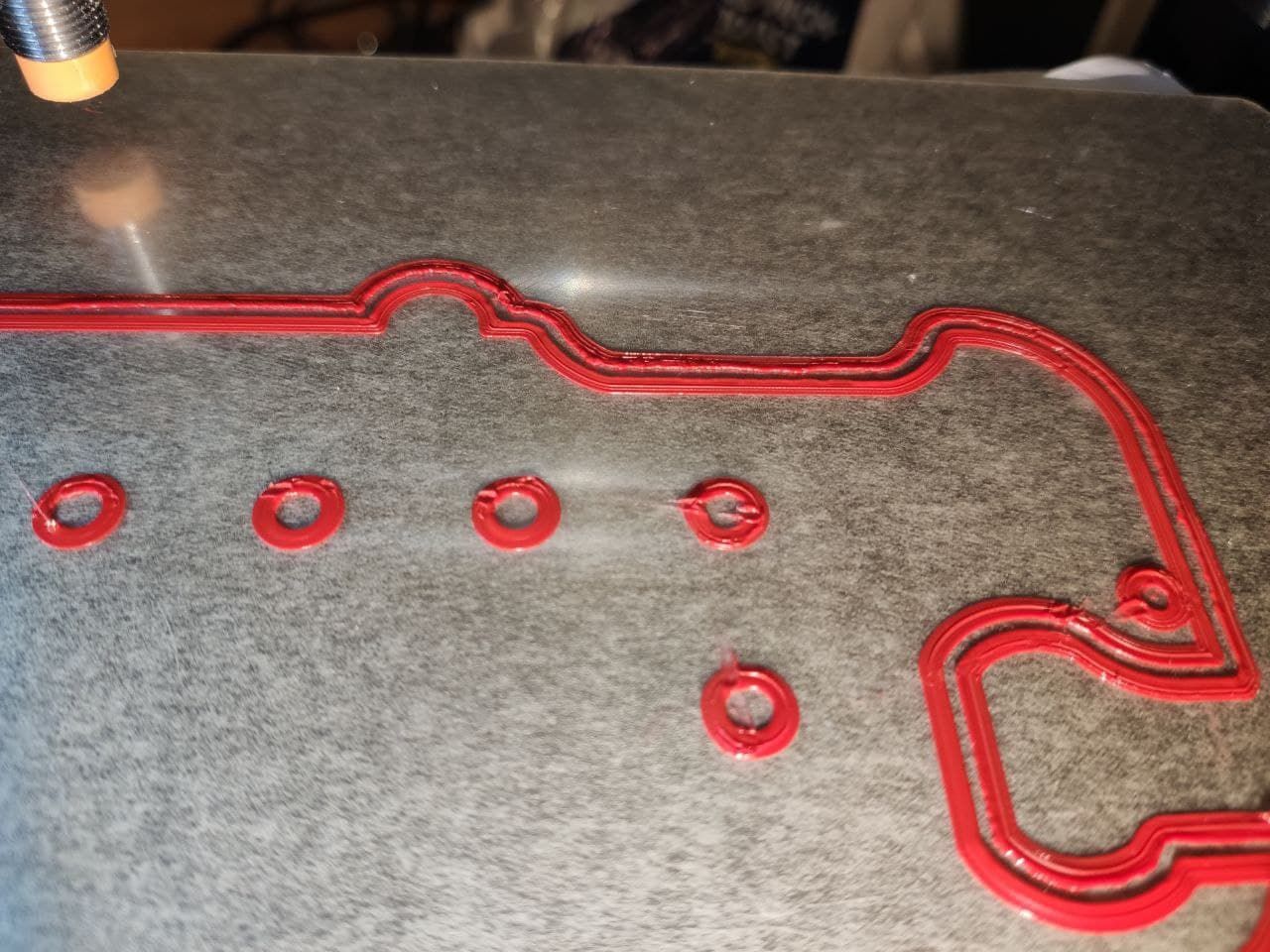
Little Update: Updated to RRF3 V3.2 now. Also disassembled and reassembled complete Hotend-Block, heatbreak and nozzle. Was no fun as there was a lot of melted filament caused by over-extrusion and clogging all over.
Pitty to tell : Same behaviour. Needs a ~50% Filament Flow to get a kind of "ok" print. I am lacking of new ideas what to try next.
This was printed with ~50% Filament Flow. Switched at higher layers to about ~60% as there was a little space between the lines.
-
@Enpixa said in massive overextrusion, E-Steps are calibrated:
~50% Filament Flow.
that is really strange. are you sure the motor on the extruder is 1.8 degrees? it would explain the result
-
...as mentioned when i do a "G92 E0" followed by "G1 E100" from console it transports 100mm raw filament. Behaves like it should imo.
-
What is the motor?
-
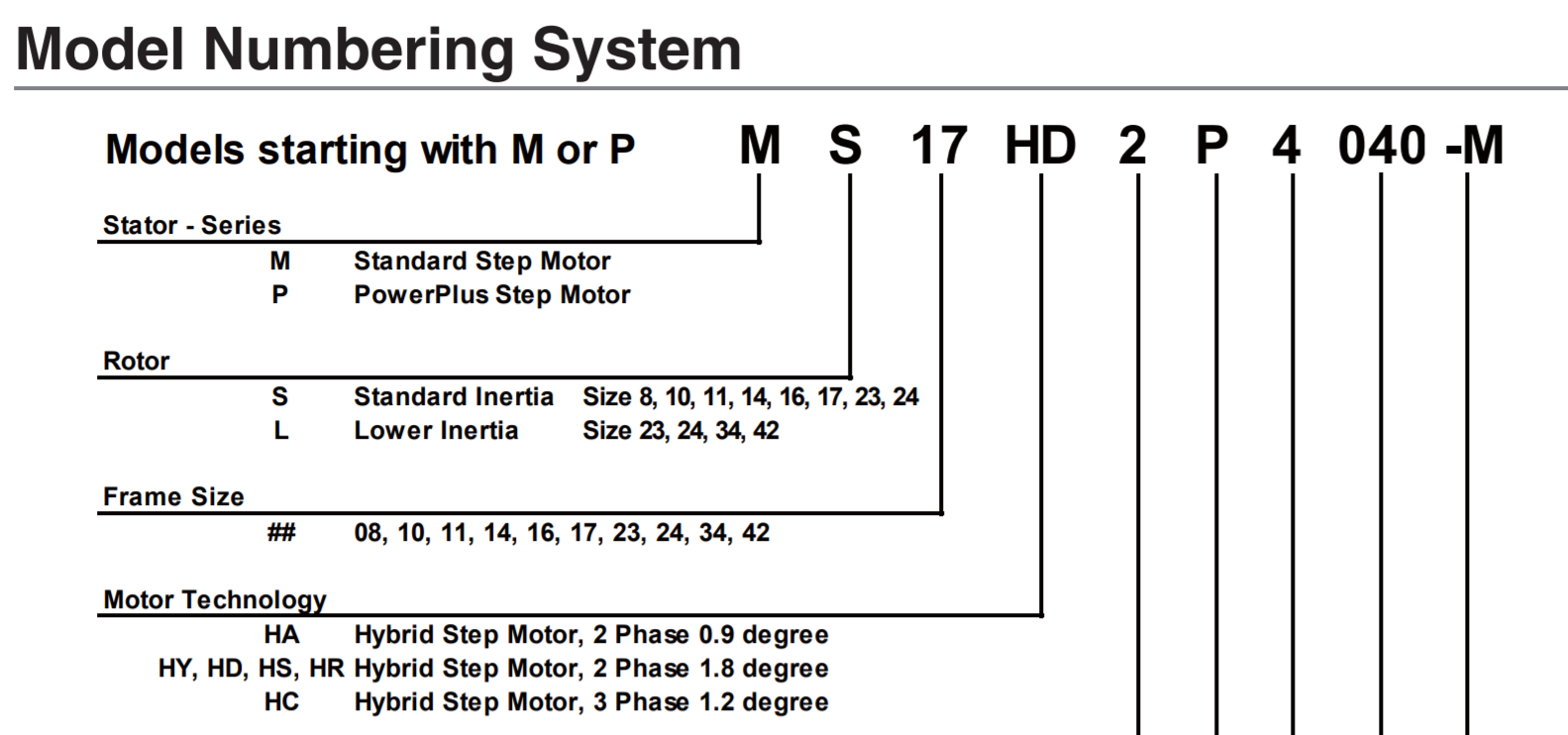
After 2 hours searching i found the specs
")
The Extruder-Stepper (same stepper also used for Z-Axis) used in the Wanhao Duplicator 6 Plus is a Moons Stepping Motor C17HD40102-05NAccording to Moons Numbering System found in a PDF for different steppers it should be a standard 1.8degree stepper (HD) which is specified for the motor technology of 2 different Moons Series, so i guess, that is is the same for the C17-Series.
Also installed this, but still using original stepper:

-
@Enpixa said in massive overextrusion, E-Steps are calibrated:
...as mentioned when i do a "G92 E0" followed by "G1 E100" from console it transports 100mm raw filament. Behaves like it should imo.
Is this with the hotend attached or just pushing the filament through the extruder gears?
-
Also, are you measuring 100mm of filament going INTO the extruder or 100mm of filament coming OUT of the extruder?
(I'm not implying you're an idiot, just trying to check non obvious things since SOMETHING strange is going on and we're not nailing it down yet.)
-
@Phaedrux: It is with hotend attached.
@alankilian: Measuring Filament going into extruder.
One Idea came to my mind: as it is extruding right, when doing a do a "G92 E0" followed by "G1 E100" from console.
Could it be that there is something buggy with the DWC extrusion factor when used, that it calculates twice or something like that.
Is the DWC extrusion factor also used when doing a "G1 E100" from console, or only when printing a file ?
-
do you have something like non linear extrusion enabled?
-
This post is deleted! -
@Veti said in massive overextrusion, E-Steps are calibrated:
do you have something like non linear extrusion enabled?
What exactly do you mean ? Which commands / Gcodes ? So far only tested absolute and relative extrusion. No Volumetric / Advanced Pressure printing tested nor activated.
-
-
@Veti said in massive overextrusion, E-Steps are calibrated:
https://duet3d.dozuki.com/Wiki/Gcode#Section_M592_Configure_nonlinear_extrusion
No M592 in config or Gcode of 3D printed file found.
-
@Enpixa Just to rule out something changing the config.g values, send the following after resetting the Duet:
M92 M350 M221
which should respond with something like (my settings):Steps/mm: X: 80.000, Y: 80.000, Z: 800.000, E: 612.000 Microstepping - X:16(on), Y:16(on), Z:16(on), E:16(on) Extrusion factor(s) for current tool: 100.0%Then send again once you have started a file printing. If there's a gcode somewhere changing these settings, the firmware should report it.
Just as a sense check, I looked at the snippet of gcode you posted. It shows a 12.5mm move with a 0.75mm extrusion move (roughly). For 1.75mm filament this is:
π(1.75/2)^2 x 0.75 = 1.8mm^2For a 0.4mm nozzle (0.4mm extrusion width; yours may be bigger) with a layer height of 0.3mm, for this distance you should be extruding (again, roughly):
0.4 x 0.3 x 12.5 = 1.5mm^2 of filamentSo it looks (from this tiny fragment of gcode) that the extrusion commanded is in the right ballpark; I'd guess you have an extrusion width of 0.5mm, which gives 1.875mm^2 of filament. However, check the settings in your slicer for the first layer, as they are often different from other layers.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts said in massive overextrusion, E-Steps are calibrated:
M92 M350 M221
Hello Droftarts, thx alot. Always the same result.directly after starting, after homing, while printing, after printing/aborting:
27.1.2021, 19:23:00 M92 M350 M221 Steps/mm: X: 80.040, Y: 80.040, Z: 800.960, E: 415.800 Microstepping - X:16(on), Y:16(on), Z:16(on), E:16(on) Extrusion factor(s) for current tool: 100.0% -
Little Update: Meanwhile i replaced the Duet Wifi mainboard with another one i had here in my shelf. Rewired everything.
The whole story again. Reinstalled Firmware 3.2 completely new. ( Also DWC 3.2 etc. ) Also used another SD-Card. deleted all folders before. The only thing i copied was the config-files to sys folder from the "old" board.
Did new PID for heater.
Checked again, 100mm is moved when doing the G1 E100.
Heightmap doesnt look too bad:
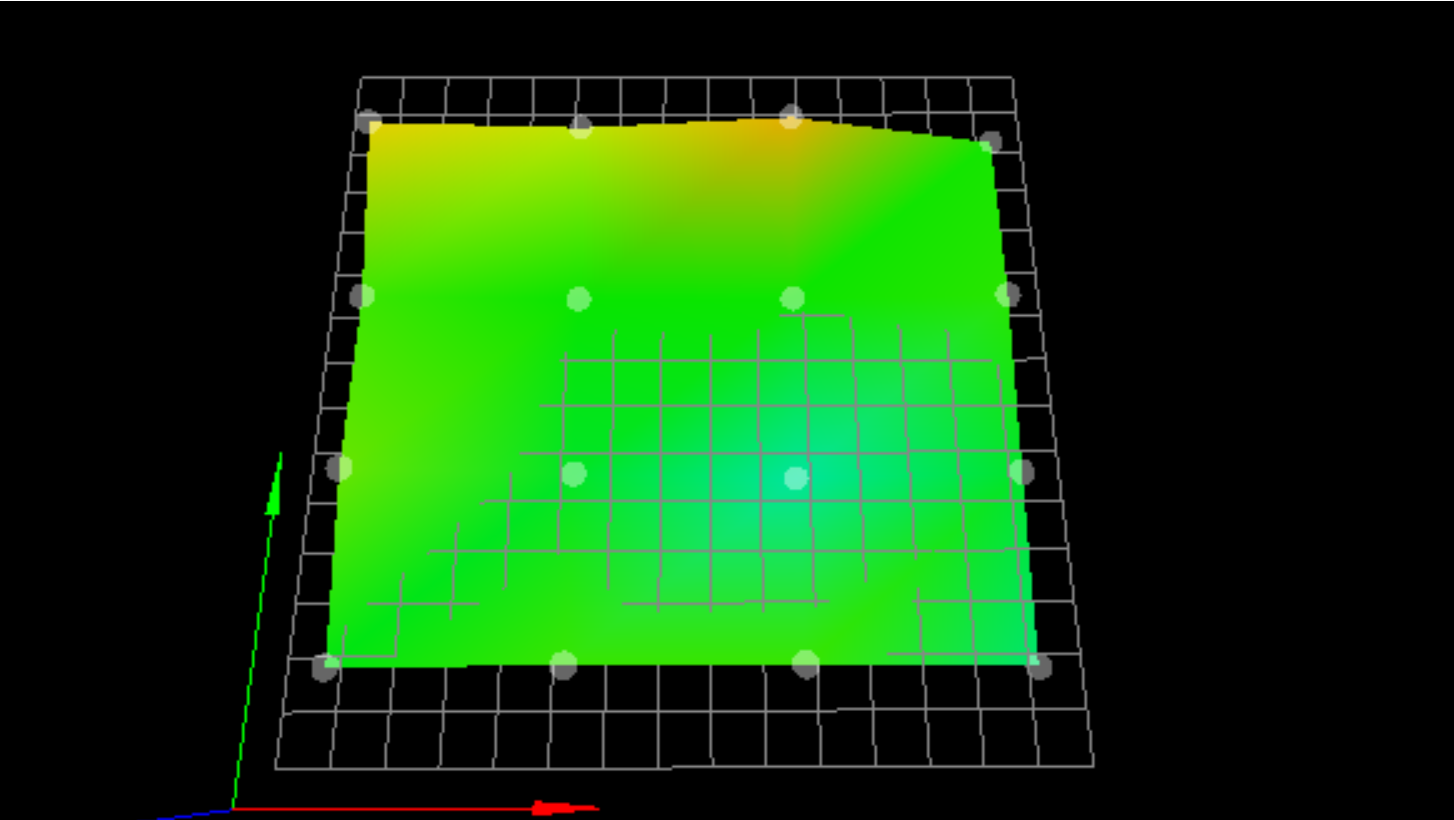
Checked nozzle distance to bed again with the good old "paper-method" using standard 80g paper. Nozzle is barely touching the paper. Really only slightly, it doesnt bend nor really scratches it. just a little feel of.. there could be paper
")
Print result at 100% Flow: same old story.
i am going crazy !
-
Try a fresh config from the configurator.
-
Some more checking:
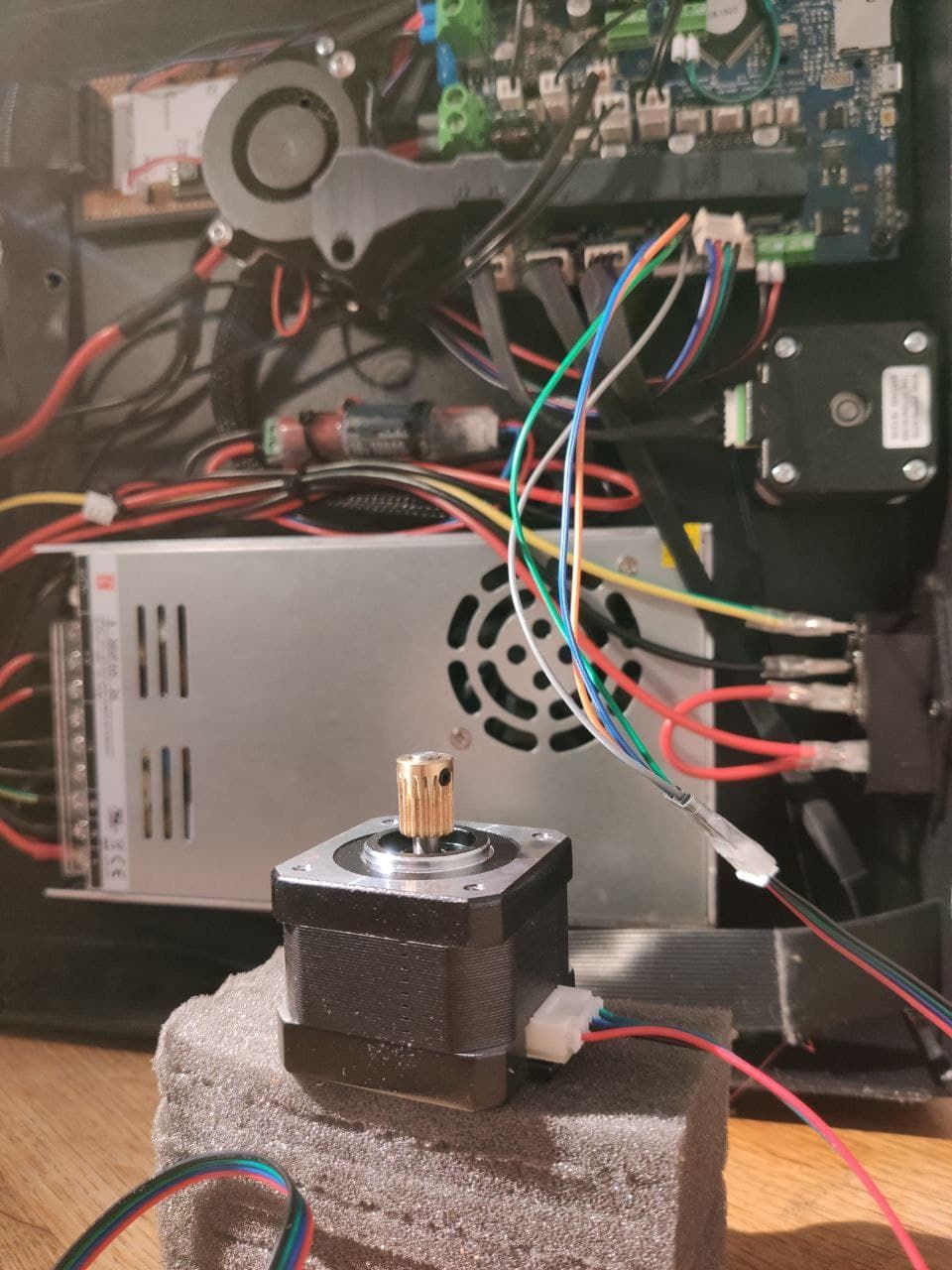
Now disconnected the stepper from the printers daughter-board on top of the extruder Carriage and connected the stepper directly to the Duet Wifi to double check that there is no issue with the connections or daughtboard. Checked. Seems to perform the same. So connected back to daughterboard again.
Also send some "G1 E7.7" ( trial and error for a full 360° revolution value) which gives a full revolution at the bare stepper. Sent via console, working. fine.
Then wrote a little gcode file for execution:
M83; relative extrusion M302 P1 ;allow cold extrusion G92 E0 ;extruder 0 G1 E7.7 F200 M118 S"Round 1" G4 P4000 G1 E7.7 F200 M118 S"Round 2" G4 P4000 G1 E7.7 F200 M118 S"Round 3" G4 P4000printed via DWC:
Works fine:
Video of executing that file: video_2021-01-28_15-52-49.mp4Performs like it should. No "over-extrusion" or double revolution seen here. Maybe this helps to get a step closer to the origin of the
over-extrusion problem.