Mesh bed compensation issue
-
@kiki0000 said in Mesh bed compensation issue:
To do this, home the printer and use the DWC to see where the BLTouch comes from (not the nozzle).
You confused me now a little bit with this.
I mean that after homing in the DWC you should move the machine movements over the print bed to check how far you can move the BLTouch in X and Y.
With the command M564 S0 you can switch off the axis limitation and then approach the actual limits in small steps (1mm).So homing... Move the printhead all the way -Y until the printer stops itself... Run M564 S0... Move to the actual limit in 1mm steps (be very careful!)... When the limit is reached, make a note of it displayed coordinate...back up 10mm and do M564 S1 and rehome to be safe.
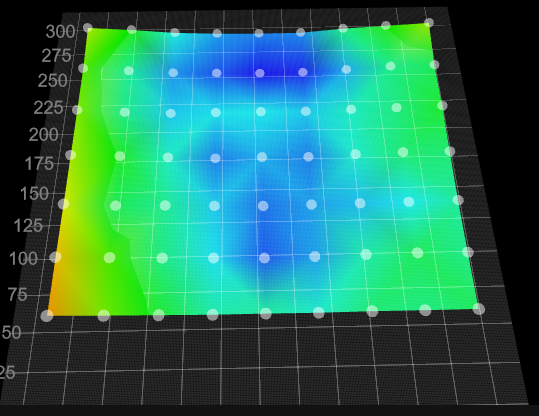
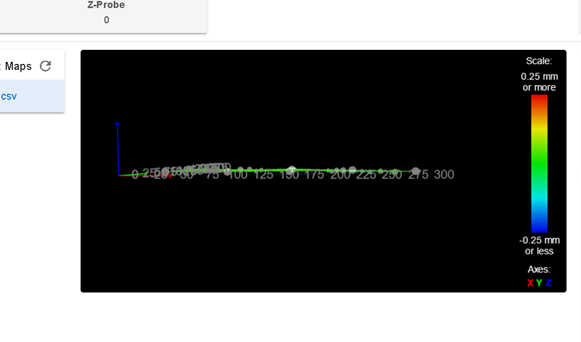
This is what I have got with the redifined mesh. It is weird to me. The nozzle can go in Y direction to -20 so basically the minimum mesh point could be 34. But it starts at 60.
To do this, correct the axis limits in config.g.
There you have Y10 at minimum, so the MBL is also cut off at 60 below.
For maximum I would enter X310 Y310.; Axis Limits M208 X-15 Y10 Z0 S1 ; set axis minima M208 X320 Y320 Z300 S0 ; set axis maximaGoogle Translate
-- Original Text --To do this, home the printer and use the DWC to see where the BLTouch comes from (not the nozzle).
You confused me now a little bit with this.
Ich meinte damit dass Du nach dem Homing im DWC mit den Maschienenbewegungen das Druckbett abfahren solltest um zu kontrollieren wie weit Du den BLTouch in X und Y bewegen kannst.
Mit dem Befehl M564 S0 kannst Du die Achsenbegrenzung ausschalten und kannst Dich dann in kleinen Schritten (1mm) an die tatsächlichen Grenzen rantasten.Also Homing... Druckkopf ganz -Y fahren bis der Drucker selber stoppt... M564 S0 ausführen... in 1mm Schritten an die tatsächliche Grenze fahren (Sehr vorsichtig sein !)... Wenn die Grenze erreicht ist, notiere Dir die angezeigte Koordinate... 10mm zurück fahren und M564 S1 ausführen und zur Sicherheit neu homen.
This is what I have got with the redifined mesh. It is weird to me. The nozzle can go in Y direction to -20 so basically the minimum mesh point could be 34. But it starts at 60.
Dazu korrigiere die Axis Limits in der config.g.
Dort steht bei Dir Y10 bei Minimum, daher ist das MBL unten auch bei 60 abgeschnitten.
Bei Maximum würde ich X310 Y310 eintragen.; Axis Limits M208 X-15 Y10 Z0 S1 ; set axis minima M208 X320 Y320 Z300 S0 ; set axis maximaDDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@kiki0000 said in Mesh bed compensation issue:
Haha, I am quick
No, I'm too slow.

Or too quick to post.
It will be, because I correct my comments very often.
I should give myself more time.
At least avoid embarrassing comments")
-
@norder said in Mesh bed compensation issue:
To do this, correct the axis limits in config.g.
The axis limits refer to the nozzle and not to the BLTouch.
The offset (X0 Y54) of the BLTouch is automatically calculated for commands such as G29 that affect the BLTouch.
-
@phaedrux said in Mesh bed compensation issue:
I suspect that your probe trigger height may be varying depending on the XY position. Perhaps due to tilt on the X axis, or skew in the Y rails. Those are the common reasons anyway.
To test this, please check the trigger height at various locations on the bed and see if they are consistentYes, I can definitely see 0,04-0,05mm deviation on certain points. And this is roughly the deviation I have in the layer height too.
Quickly I have replaced the 2020 extrusion but it did not help. Tomorrow I try to do some changes on the Y rails.
Do you have any idea how could I check if this is the issue? -
@norder said in Mesh bed compensation issue:
To do this, correct the axis limits in config.g.
There you have Y10 at minimum, so the MBL is also cut off at 60 below.
For maximum I would enter X310 Y310.Thanks for the explanation. Then my understanding was correct. I have made this few cahnges and now I ahve a mesh from the complete bed except teh first ca 30mm.
But I assume this wasn't my issue because within the mesh it should still work fine but it does not.
According to the recommendation of @Phaedrux I have checked the trigger height at a few points and it looks like I have a small deviation checking it on a few points. It looks like I have some skew in the rails but I do not really understand how. This printer is a BLV MGN Cube with the metal conversion which is aligning itself all the alu extrusions. The MGN rails are original Hiwin. I have no idea what could go wrong and how to chcek what is wrong.... -
@kiki0000 said in Mesh bed compensation issue:
Do you have any idea how could I check if this is the issue?
Did you map out where the deviations occur? This can give an idea what the issue may be.
X axis tilt is harder to correct due to the torque forces of the extruder and would need to be corrected mechanically, or the BLtouch would need to be moved to the Y0 position to the side of the nozzle instead so that the tilt doesn't have the same impact.
If the issue is skew in the rails you'd have to do some squareness checking and adjustments.
-
Another way to verify if it's tilt or skew is to set the probe type to manual (M558 P0) and then use the same trigger height check at various positions. Manual probe mode prompts you to jog the Z axis down.
-
@phaedrux said in Mesh bed compensation issue:
Another way to verify if it's tilt or skew is to set the probe type to manual (M558 P0) and then use the same trigger height check at various positions. Manual probe mode prompts you to jog the Z axis down.
Thank you for the lots of support. I will give this a go tomorrow. I am way too tired already because of this. It was enough for today
-
@kiki0000 said in Mesh bed compensation issue:
But I assume this wasn't my issue
No, that's what I thought too after the last heightmap.
But you couldn't leave the heightmap like this with this large free area.
However, it could have alleviated the problem, since the measuring points and the geometry were completely out of sync.Let's assume that the linear rail of the X-axis is twisted.
Then one way to find out would be to dismantle the rail and turn it 180° to reinstall it.If the error in the test print (as can be seen in the photo) is also twisted (or the trip height values), then the culprit has been found.
If the HiWin rails are all the same length, you could then exchange the X rail for one of the Y or Z axis.
You should think twice about moving the BLTouch. Then you would also have a more stable mount, these inserts as spacers do not look very confidence-inspiring.
P.S.:
If the linear rail is twisted evenly over its entire length, then of course there is no point in turning it over, but I believe that this error occurs more in the left half when I look at the test print.Google Translate
-- Original Text --But I assume this wasn't my issue
Nein, das habe ich mir nach der letzten heightmap auch gedacht.
Aber so konnte man die heightmap ja nicht lassen mit diesen großen freien Bereich.
Es hätte das Problem aber mindern können, da die Messpunkte und die Geometrie komplett aus dem Lot waren.Gehen wir mal davon aus, die Linearschiene der X-Achse wäre in sich verdreht.
Dann wäre eine Möglichkeit dieses herauszufinden, die Schiene zu demontieren und um 180° gedreht, wieder einzubauen.Ist jetzt der Fehler bei dem Testdruck (wie auf dem Foto zu sehen) auch verdreht (oder die Werte der Auslösehöhe), dann ist der Übeltäter gefunden.
Wenn die HiWin Schienen alle gleich lang sind, könntest Du die X Schiene dann gegen eine der Y oder Z Achse austauschen.
Du solltest Dir das mit dem Umsetzen des BLTouch überlegen. Dann hättest Du auch eine stabilere Halterung, diese Inserts als Abstandhalter sehen nicht sehr Vertrauenserweckend aus.
P.S.:
Wenn die Linearschiene auf ihrer gesamten Länge gleichmäßig gedrillt ist, dann hat das umdrehen natürlich keinen Sinn, aber ich glaube das dieser Fehler mehr in der linken Hälfte auftritt, wenn ich mir den Testdruck ansehe.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder said in Mesh bed compensation issue:
Let's assume that the linear rail of the X-axis is twisted.
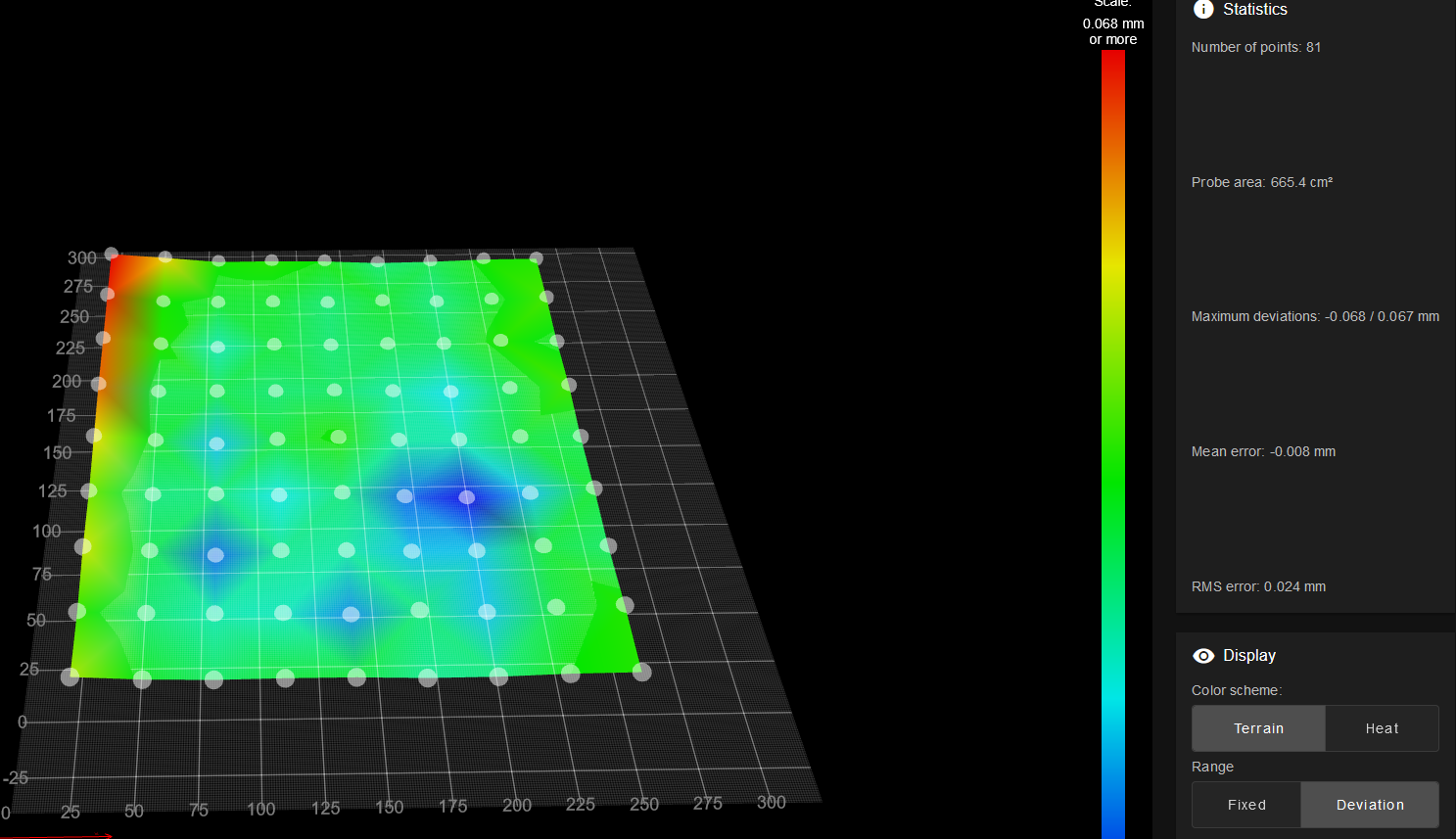
Then one way to find out would be to dismantle the rail and turn it 180° to reinstall it.So the X rail is flipped over. It looks slightly different now but it is weird that now it looks like the front left is the slightly higher point and not the rear left corner. I would have expected now that this moves to the front right corner. Although due to the reason that I have the 3 axis bed leveling and I have 2 Z axis on the right this could compensate for it and maybe this is why it is now showing up on the fron left.
But to be honest the end result is the same. Still during printing the left side is closer to the bed. Shall I go to mess with the Y extrusions (although this su*ks because lots of bolted on componenets here )?
@norder said in Mesh bed compensation issue:
You should think twice about moving the BLTouch. Then you would also have a more stable mount, these inserts as spacers do not look very confidence-inspiring.
I think I should do this but the problem is that my head is really wide already so I would loose a hell amount of width on the print bed. But maybe just to try it works it would worth a try...
-
@kiki0000
The fact that the lower corner is now red is really strange, I would have expected the upper right corner instead.
But it can be due to the leveling of the 3 Z-axes.
The BLTouch has a certain repeat accuracy, I think it's 0.05mm according to the factory specification!?Getting the BLTouch as close as possible to Y0 with the nozzle is probably the best solution in your case, as @Phaedrux already explained.
On the heightmap, however, you can see less than half of the problem because it is distorted by the real unevenness of the printing surface.
If you had a really absolutely smooth surface, then you could only see the error in your X-axis in the heightmap.I made a quick sketch to make it clearer.
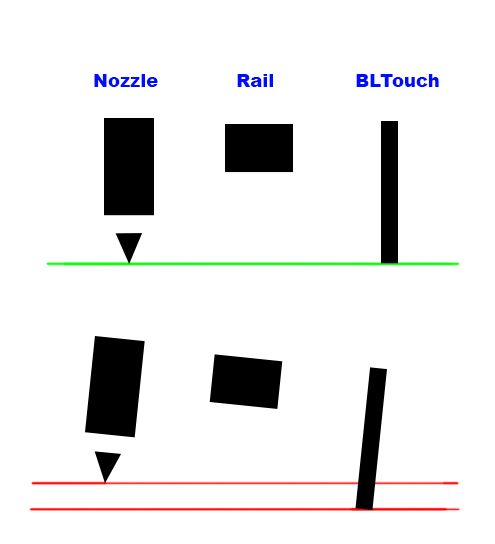
You have determined the Z offset of the BLTouch at a point on the print bed, i.e. the distance between the nozzle tip and the trigger point of the probe (green line).
Now the printhead moves to a point where the entire printhead tilts backwards or forwards (red line sketch).
Unfortunately, you mounted the BLTouch in a place that amplifies the usually small problem and even affects the pressure.
Because the determined Z offset of the BLTouch to the nozzle tip changes with the movement in the X direction.The error pattern that would show up in the heighmap with an absolutely smooth print surface is about half of the error that would show up in print.
Because the axis of rotation (twisted X linear rail) is exactly between the nozzle and the BLTouch.
Please correct me if I'm wrong here.Assuming the problem really is the twisted X rail.
Since we don't have the printer in our own hands, remote troubleshooting is always difficult.
If it were standing here on the table, I would measure some parts to look for the error.
But that should be clear to everyone anyway.
It's annoying when someone completely disassembles their printer out of desperation and in the end it turns out that only one screw was loose.Your heihgtmap still starts at Y60.
Google Translate
-- Original Text --Das die untere Ecke jetzt Rot wird ist wirklich komisch, ich hätte eher mit der rechten oberen Ecke gerechnet.
Es kann aber an der Nivelierung der 3 Z-Achsen liegen.
Der BLTouch hat ja eine gewisse Wiederholgenauigkeit, ich glaube es sind 0,05mm laut Werksangabe !?Den BLTouch so weit wie möglich auf Y0 mit der Düse zu bringen, ist in Deinem Fall wohl die beste Lösung, so wie @Phaedrux es bereits erklärt hat.
Auf der heightmap sieht man aber weniger als die Hälfte des Problems denn es wird durch die wahren Unebenheiten der Druckoberfläche verfälscht.
Hätte man eine wirklich absolut glatte Oberfläche, dann könnte man erst den Fehler Deiner X-Achse in der heightmap erkennen.Ich habe auf die schnelle mal eine Skizze gemacht um es zu verdeutlichen.
(Skizze siehe oben)Du hast auf einem Punkt auf dem Druckbett das Z-Offset des BLTouch ermittelt, also der Abstand zwischen Düsenspitze und Auslösepunkt der Sonde (Grüne Linie).
Jetzt bewegt sich der Druckkopf an einen Punkt wo der gesamte Druckkopf sich nach hinten oder vorne neigt (Skizze mit der roten Linie).
Nur hast Du den BLTouch leider an einer Stelle montiert, die das normalerweise kleine Problem verstärkt und sich sogar auf den Druck auswirkt.
Denn der Ermittelte Z-Offset des BLTouch zur Düsenspitze ändert sich mit der Bewegung in X Richtung.Das Fehlerbild welches sich bei einer absolut glatten Druckoberfläche in der heihgtmap zeigen würde ist in etwa die Hälfte des Fehlers welches sich im Druck zeigen würde.
Weil die Drehachse (verdrehte X Linearschiene) sich genau zwischen Düse und BLTouch liegt.
Man möge mich berichtigen wenn ich mich hier irren sollte.Vorausgesetzt das Problem ist wirklich die verdrehte X Schiene.
Da wir den Drucker selber nicht in den Händen habe, ist eine Fehlersuche aus der Ferne immer schwierig.
Stünde er hier auf dem Tisch, würde ich einige Teile vermessen um den Fehler zu suchen.
Aber dass sollte eh jedem klar sein.
Ärgerlich wenn jemand aus Verzweiflung seinen Drucker komplett zerlegt und am Ende stellt sich heraus es war nur eine Schraube locker.Deine heihgtmap fängt ja immer noch bei Y60 an.
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder said in Mesh bed compensation issue:
Getting the BLTouch as close as possible to Y0 with the nozzle is probably the best solution in your case, as @Phaedrux already explained.
I have done this now and put the BL touch on the left in line with the X axis and the result is amazing. I have lost now ca 40mm on the right side of the bed but I do not care. There were really something with the X rail.
Look at the first layer now with just some random 0,2mm thick 50x50mm rectangles.

Furthermore my bed is also pretty damn flat. There is something on the rear left corner and some deeper points. At first I though those blue deeper points are because of the magnets but I have put 2 of the rectangles on the exact point and they are also perfect.
Thank you for your support! I am really happy now. Lost ca 4-5 evenings with this issue
-
@kiki0000 said in Mesh bed compensation issue:
I have lost now ca 40mm on the right side of the bed but I do not care.
You have to die a death.
Great that the problem is over, the layers look great.Besides, my bed is damn flat too.
Yes, that's right.
That a corner goes up a bit isn't bad, it's compensated by the MBL.
IIt's probably from bending the pressure plate to loosen the pressure parts.
I have the same printing plate and bent it too much once, after which there was such tension in it that it bent once with a bang from the heat of the pressure bed.
I had to get this tension out again by bending in the opposite direction and for a while I attached additional clamps to the corners.If I should buy a spring steel plate again, it will only be bent very slightly.
But my main pressure plate is an FR4 with a magnetic plate glued underneath, which doesn't get any stress from bending.
Google Translate
-- Original Text --Ich habe jetzt ca 40mm auf der rechten Bettseite verloren aber das ist mir egal.
Einen Tod muss man sterben.
Super dass das Problem aus der Welt ist, die Layer sehen super aus.Außerdem ist mein Bett auch verdammt flach.
Ja, das stimmt.
Das eine Ecke etwas hoch geht ist nicht schlimm, es wird ja durch das MBL ausgeglichen.
Vermutlich kommt es vom biegen der Druckplatte um die Druckteile zu lösen.
Ich habe die gleiche Druckplatte und habe sie auch einmal zu stark gebogen, danach war dort so eine Spannung drin, dass sie sich einmal mit einem Knall durch die Hitze des Druckbettes gekrümmt hat.
Ich musste diese Spannung wieder raus bekommen durch entgegengesetztes biegen und habe eine Zeit lang an den Ecken zusätzlich Klammern angebracht.Falls ich mir noch einmal eine Federstahlplatte zulegen sollte, wird diese nur sehr wenig gebogen.
Meine Haupt-Druckplatte ist aber eine FR4 mit untergeklebter Magnetplatte, die bekommt keine Spannungen vom biegen.
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder said in Mesh bed compensation issue:
That a corner goes up a bit isn't bad, it's compensated by the MBL.
Yes, exactly. Furthermore it is really rare that I print really big objects....
@norder said in Mesh bed compensation issue:
IIt's probably from bending the pressure plate to loosen the pressure parts.
Yes, something might have happened with it. It is already 2 years old so no wonder to be honest.
@norder said in Mesh bed compensation issue:
But my main pressure plate is an FR4 with a magnetic plate glued underneath, which doesn't get any stress from bending
I have heard about this PCB material as bed. My only concern is that this is a super good thermal insulator material.
How much higher temp do you have to set to reach the requested temp on the top?
Are these bare FR4 plates without copper I assume? Maybe it would even be better if the bottom layer would be copper coated because this would spread the heat amazingly.
Does this work with most of the materials? (PLA, PETG, ABS)
How high temperatures do you have to set for these?Sorry for the lots of questions
-
@kiki0000 said in Mesh bed compensation issue:
Sorry for the lots of questions
No Problem
The FR4 is only 0.5mm thick. If I set 60°C in the DWC, it also becomes 60°C in the middle and around 2°C less towards the edge.
It is without copper, so no material for circuit boards.
It's the Blackprint from Printbay. It is matt black and has no imprints such as logos or writing. And I'm very happy about that because I use the IR probe and it "could" make differences if there is a colored imprint.
Also, it looks better when the print bed is just matte black.
I've had it for several years now and it still looks the same as it did on the first day... well, by occasionally sanding the surface, you can now see the fibers "a little" better than before, if you use a magnifying glass you can see it like kevlar/carbon fiber.So far it works with all materials, except PC (polycarbonate), but PC is such a bitch anyway and sticks best on a PC (Makrolon) surface, but unfortunately it gets a bit soft.
I need to experiment a little more with this. I haven't been able to print large PCs yet.There's a special printing plate for PC, unfortunately the company doesn't say what it's made of, it's supposed to feel and smell like hard rubber. Unfortunately, this record is extremely...really extremely expensive.
I just forgot the company name.
If you are interested, just search for printing documents for PC-Filament. The website has PC or polycarbonate in the name, I remember that.
Didn't bookmark myself.But I mostly print ABS and Nylon.
So far there has been no adhesion problem with any filament apart from PC.I only print PLA from the samples I received and I once won a 1kg roll. It's such an ugly color that you can only print piggy banks with it... it's piggy pink.

I print ABS and nylon with a bed temperature of 60°C (max 70°C).
But this is far from possible with every ABS or Nylon filament.
ABS+ from Minadax, TitanX or rTitan (recycled TitanX) from FormFutura and Nylon (CoPa) from Polymaker are my absolute favorite filaments.
You can print CoPa Nylon warp-free at a bed temperature of 30°C without housing. It is extremely stable and easily withstands temperatures of 180°C.
Go to their websites.I like matte filaments.

CoPa and TitanX (rTitan) are absolutely matt black.
ABS+ are also matte filaments. With the orange you can hardly see the layers.CoPa YouTube Video (The 3D Print General)
Unfortunately CoPa is very expensive at 70€ for 750g, but if you are looking for filament for extreme components... definitely CoPa.
ABS and especially nylon should be stored very dry.I hope I was able to answer your questions?
Google Translate
-- Original Text --Sorry for the lots of questions
Kein Problem
Die FR4 ist nur 0,5mm dick. Wenn ich 60°C im DWC einstelle werden es in der Mitte auch 60°C und zum Rand hin sind es etwa 2°C weniger.
Sie ist ohne Kupfer, also kein Material für Platinen.
Es ist die Blackprint von Printbay. Sie ist Mattschwarz und hat keinerlei Aufdrucke wie Logos oder Schriften. Und darüber bin ich sehr froh weil ich den IR-Probe nutze und er Unterschiede machen "könnte" wenn dort ein farbiger Aufdruck ist.
Außerdem sieht es besser aus wenn das Druckbett nur Mattschwarz ist.
Ich habe sie jetzt schon mehrere Jahre und sie sieht noch so aus wie am ersten Tag... naja, durch das gelegentliche Abschleifen der Oberfläche kann man jetzt die Fasern "etwas" besser sehen als vorher, geht man mit der Lupe ran dann sieht es so aus wie Kevlar / Kohlefaser.Sie funktioniert bis jetzt mit allen Materialien, außer PC (Polycarbonat) aber PC ist eh so eine Zicke und hält am besten auf einer PC (Makrolon) Fläche, aber leider wird diese etwas weich.
Ich muss damit noch etwas mehr experimentieren. Noch habe ich PC nicht groß drucken können.Es gibt da eine spezielle Druckplatte für PC, leider sagt die Firma nicht aus was sie besteht, sie soll sich anfühlen wie harter Gummi und auch so riechen. Leider ist diese Platte extrem... wirklich extrem teuer.
Der Firmenname ist mir gerade entfallen.
Bei Interesse einfach mal nach Druckunterlagen für PC-Filament suchen. Die Webseite hat PC oder Polycarbonat in Namen, das weiß ich noch.
Habe mir kein Lesezeichen gemacht.Ich drucke aber zum größten Teil ABS und Nylon.
Bis jetzt gab es außer PC aber mit keinem Filament ein Haftungsproblem.PLA drucke ich nur was ich an Proben erhalten habe und eine 1kg Rolle habe ich mal gewonnen. Es hat eine sehr hässliche Farbe dass man damit eigentlich nur Sparschweine drucken kann... es ist Schweinchen-Rosa.
ABS und Nylon drucke ich mit einer Betttemperatur von 60°C (max 70°C).
Das geht aber bei weitem nicht mit jedem ABS oder Nylon Filament.
ABS+ von Minadax, TitanX bzw rTitan (recyceltes TitanX) von FormFutura und Nylon (CoPa) von Polymaker sind meine absoluten Lieblingsfilamente.
CoPa Nylon kannst Du Warp-Frei bei 30°C Betttemperatur drucken ohne Umhausung. Es ist extremst stabil und hält Temperaturen von 180°C locker aus.
Geh mal auf deren Webseiten.Ich mag matte Filamente. 🥰
CoPa und TitanX (rTitan) sind absolut Mattschwarz.
ABS+ sind auch matte Filamente. Bei dem Orange sieht man kaum noch die Layer.CoPa YouTube Video (The 3D Print General)
Leider ist CoPa mit 70€ für 750g sehr teuer, aber wenn man Filament für extreme Bauteile sucht... ganz klar CoPa
ABS und besonders Nylon sollte sehr trocken gelagert werden.Ich hoffe ich konnte Deine Fragen beantworten ?
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder said in Mesh bed compensation issue:
The FR4 is only 0.5mm thick. If I set 60°C in the DWC, it also becomes 60°C in the middle and around 2°C less towards the edge.
This sounds good.
@norder said in Mesh bed compensation issue:
It's the Blackprint from Printbay
I have checked this now. I have a bed with embedded magnets. I know that in general FR4 is like resin so it is not magnetic so do I need to glue a magnetic foil onto the FR4? Or there is already 1 magnetic sheet on the FR4 sheet and they give an other one to glue onto the bed?
Because as I see I can jsut buy separately the FR4 sheet.
https://printbay.eu/Ersatzplatte-Blackprint-Magnetsystem-BPIf it works so well I will give it a go. It is not expensive at all... Those low tempeartures are super impressive too.
I will also check the filaments you proposed. I usually only use PETG and PLA. I would use ABS but at the moment I am living in a flat and I do not want to use ABS in the room Although at the end of the year we will move into our house so my options will increase.Thank you for the detailed summary. I really appreciate it.
-
@kiki0000 said in Mesh bed compensation issue:
Or there is already 1 magnetic sheet on the FR4 sheet and they give an other one to glue onto the bed ?
It was the same with me. I also ordered a pair of magnetic plates because I wanted to stick a hard paper printing plate and this Makrolon plate with a magnetic underlayer.
Do you have individual magnets permanently installed in your print bed ?
To avoid problems I would ask Printbay what would be best for you.
I think he will send you exactly what you need. When I ordered from Printbay, it was still a one-man operation.
A very nice person.I know that in general FR4 is like resin
It is a fiberglass sheet impregnated with epoxy resin.
I would use ABS but at the moment I am living in a flat and I do not want to use ABS in the room
This is absolutely no problem with ABS+ from Minadax, it hardly smells at all.
I have an ABS from China, which prints well, but without ventilation or filtering it is unbearable. You get a headache very quickly.
Also the other filaments I mentioned... no problem with smell.Google Translate
-- Original Text --Or there is already 1 magnetic sheet on the FR4 sheet and they give an other one to glue onto the bed ?
Genauso war es bei mir. Ich habe mir zusätzlich noch ein Pärchen Magnetplatten dazu bestellt, weil ich noch eine Hartpapier Druckplatte und eben diese Makrolon Platte mit einer magnetischen Unterschicht bekleben wollte.
Hast Du einzelne Magnete fest in Deinem Druckbett verbaut ?
Um Probleme zu vermeiden würde ich Printbay fragen was das beste für Dich wäre.
Ich denke er wird Dir genau das zuschicken was Du brauchst. Als ich bei Printbay bestellt habe, war es noch ein Einmannbetrieb.
Ein sehr netter Mensch.I know that in general FR4 is like resin
Es ist eine mit Epoxydharz getränkte Glasfaserplatte.
I would use ABS but at the moment I am living in a flat and I do not want to use ABS in the room
Das ist mit ABS+ von Minadax absolut kein Problem, es riecht so gut wie gar nicht.
Ich habe ein ABS aus China, welches sich gut drucken lässt, aber ohne Belüftung oder Filterung ist es nicht auszuhalten. Man bekommt sehr schnell Kopfschmerzen.
Auch die anderen von mir genannten Filamente... kein Problem mit Geruch.DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder said in Mesh bed compensation issue:
Do you have individual magnets permanently installed in your print bed ?
Yes, I do have individual magnets and I fear if I would order this 0,5mm FR4 sheet the magnets would bend it at each and every point. I assume this sheet in 0,5mm thickness is pretty flexible.
So I will contact with the guy.@norder said in Mesh bed compensation issue:
This is absolutely no problem with ABS+ from Minadax, it hardly smells at all.
OK, though if it does not smell it does not mean it is healthy
-
@kiki0000 said in Mesh bed compensation issue:
I assume this sheet in 0,5mm thickness is pretty flexible.
No, it can be compared to the spring steel plate and the PEI.
However, it is more dimensionally stable than spring steel and retains its shape after bending.
It is slightly lighter than the spring steel plate.I just measured both plates again.
The spring steel with PEI is almost 1.8mm thick.
The black print is 1.9mm.
I made a mistake... the FR4 without a magnetic plate is 1mm thick and not 0.5mm as I wrote earlier by mistake.
I would have bet it would have been 0.5mm... Lost.
Sorry for the misunderstanding.OK, though if it does not smell it does not mean it is healthy
No, it's definitely not healthy. Whether PETG or TPU etc. are better ?... I doubt it.
Google Translate
-- Original Text --I assume this sheet in 0,5mm thickness is pretty flexible.
Nein, es ist zu vergleichen mit der Federstahlplatte und dem PEI.
Sie ist aber formstabiler wie Federstahl, behält ihre Form nach dem biegen.
Sie ist etwas leichter wie die Federstahlplatte.Ich habe beide Platten gerade noch einmal gemessen.
Die Federstahl mit PEI ist knapp 1,8mm dick.
Die Blackprint ist 1,9mm.
Ich habe mich versehen... die FR4 ohne Magnetplatte ist 1mm dick und nicht 0,5mm wie vorher von mir fälschlicherweise geschrieben.
Ich hätte drauf wetten können es wäre 0,5mm gewesen... Verloren.
Sorry für das Missverständnis.OK, though if it does not smell it does not mean it is healthy
Nein, gesund ist es garantiert nicht. Ob PETG oder TPU etc. da besser sind ?... ich waage es zu bezweifeln.
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
Here are my findings. When i first started using Duet with the RatRig, I had similar issues. My 3 probe points were taken from the online example, and this gave me problems where my LEFT FRONT corner was always higher than the rest of the bed. I finally solved this issue by realizing the probe points must be symmetrical. Its all about the
G29G32 level command.My original probe points were:
Left X5 Y5, Back X150 Y285, Right X270 Y5I tried for 2 weeks to fix by adjusting my 3030 extrusion, reversing my bed, etc, but the left side always remained higher no matter what i did, so it hit me that it was not hardware related.
The fix was making the 3 probe points SYMMETRICAL, as follows:
Left X30 Y5 Back X150 Y285 Right X270 Y5It is imperative that the distance from each leadscrew to the probe be IDENTICAL. during a bed level, when the bed is being raised , the probe is being intercepted a few milliseconds earlier than on the other probe point, but i dont think the software can compensate for this, because it doesnt know where in physical space the leadscrews are actually located, so it trusts that the user is giving it identically spaced probe points. so it tricks the bed mesh into thinking one side is higher than the other, when in reality it just closed a shorter distance in the same amount of time. so it essentially tricked the Z adjustment.
Once I made my probe points truly symmetrical, my bed mesh became like this:
{kind=link}