Simplify3D Configuration Question
-
Does anyone know how to get Simplify3D to use G10 and M116 in place of M104 and M109?
-
As a workaround, can you change M104 and M109 so they only set the active temperature and leave the standby temperature alone?
-
I am using this start sequence, on both Slic3r and S3D (the [this_depends_on_slicer_software] code changes!), regarding the temperature:
This is for Slic3r:
T0 ; Duet documentation asks for tool selection at your start gcode
M140 S[first_layer_bed_temperature] ; Slic3r [] code!
M116 H0 This forces the printer to wait for the bed FIRST instead of turning o both heaters at the same time.
M104 S[first_layer_temperature_0] ; Also Slic3r [] code!only after the bead is heated it starts to heat the hotend while homing and measuring leveling
G32
G1 X17 Y0 F10000; This is my ooze corner to wait the hotend to reach temperature.
M116 ; Now it waits for the hotend to achieve temperature.
M98 P/macros/SubMacros/beep.g ; this beeps me to clean the ooze
G4 P30000 ; and waits 30seconds so I can jump from the chair
For S3d:
T0
M140 S[bed0_temperature]
M116 H0
M104 S[extruder0_temperature]
G32
G1 X2 Y0 F10000; Vai para X2Y0
M116 P1;
;====================
M98 P/macros/SubMacros/beep.g
G4 P30000 -
After reading more about the script handling in Simplify3D I see that it will not output the initial temperatures if the associated commands are in the startup script. The problem is that it doesn't seem to recognize bed0_temperature as a variable and passes it, unchanged, into the code output. I also tried just bed_temperature but that didn't work either.
-
@mperdue apparently it should be bed0_temperature. At least according to this:
But s3d are particularly terrible at documenting this sort of thing.
-
M140 S[bed1_temperature] ;Start heating bed
M190 S[bed1_temperature] ;Wait for bed to reach temp before proceedingand
M104 S[extruder0_temperature] ;Start heating extruder
M109 S[extruder0_temperature] ;Wait for extruder to reach temp before proceedingWork fine for me
-
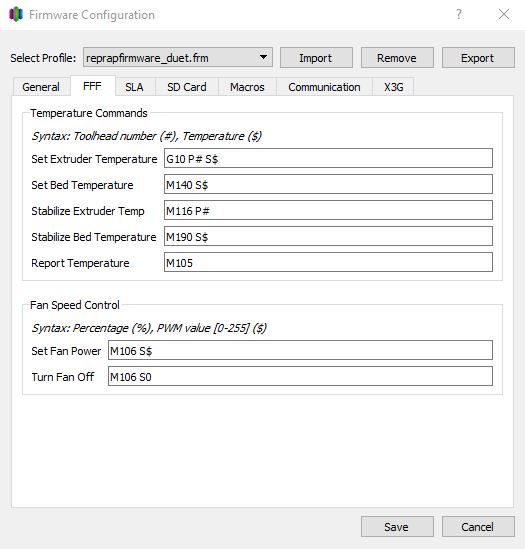
@mperdue under "FFF" tab in the firmware configuration tab will allow you to edit these.
Build a new .frm file and edit the appropriate values.
Also my start up script if you're still having issues:
G28 ; home all axes
G90;
G29 S1; load bed leveling
M106 S0; Turn fan off
M140 S[bed0_temperature] ; set bed heat
M141 S48; Set chamber heat
G0 X20 Y10 F9000 ;
M204 P700 T2000 ; set acceleration
M207 S5.0 R-.25 F1800 T1500 Z1.0 ;set retraction settings(f1500)M190 S[bed0_temperature]; wait for bed heat
M191 S48; wait for chamber heat
G10 P1 S0 R190
G10 P0 S[extruder0_temperature] R190;T1;
T0;
G10 P1 S[extruder1_temperature] R190;;G12 P0; Clean Nozzle
;M109 S[extruder0_temperature] T0; wait for temp
;M109 S[extruder1_temperature] T1; wait for temp
M116 ;used instead of M109M572 D0 S0.25 ;pressure advance for tool 0
M572 D1 S0.25 ;pressure advance for tool 1M106 P6 S255; turn tool light on