@infiniteloop
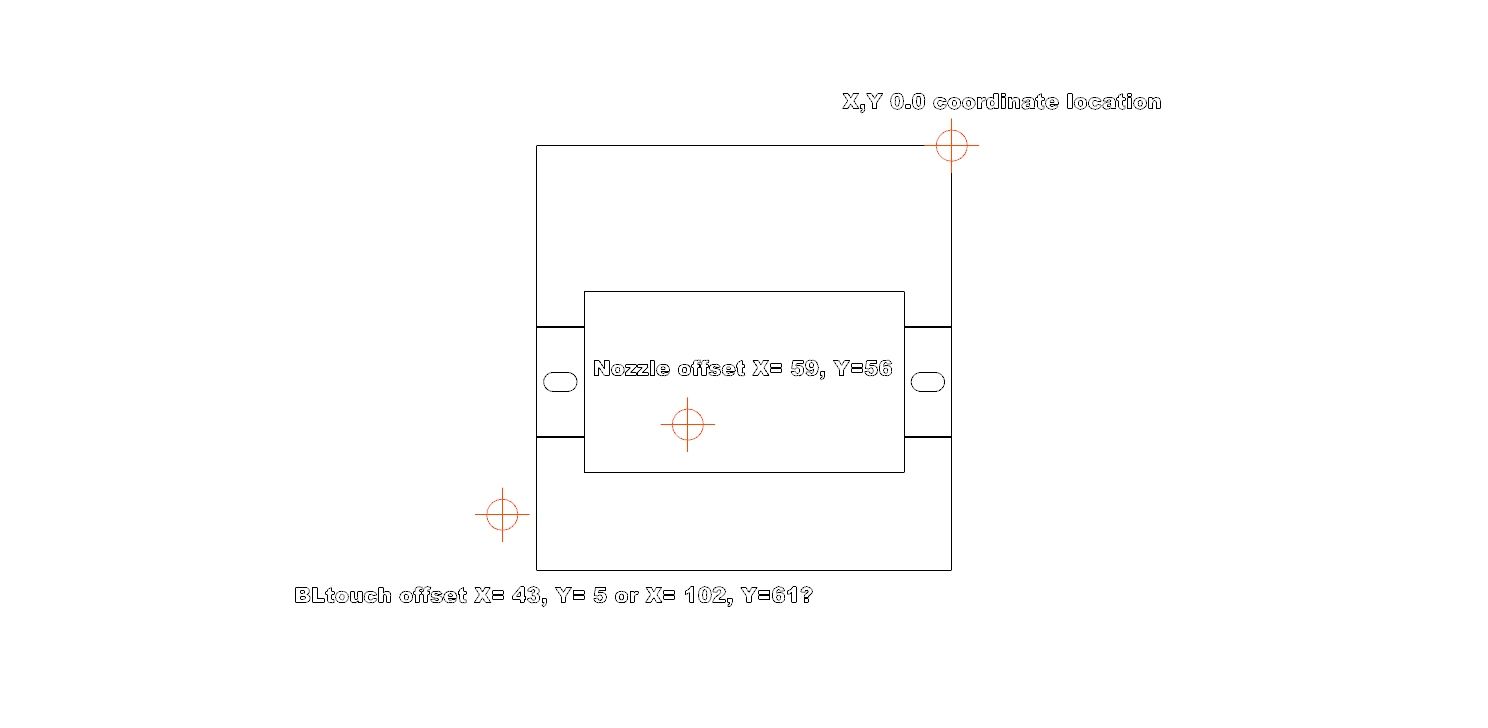
Yeah the intention is for the end stops to be positioned in the right rear corner of the printer (replicator 2 conversion) if looking at it from the front as in the image below. 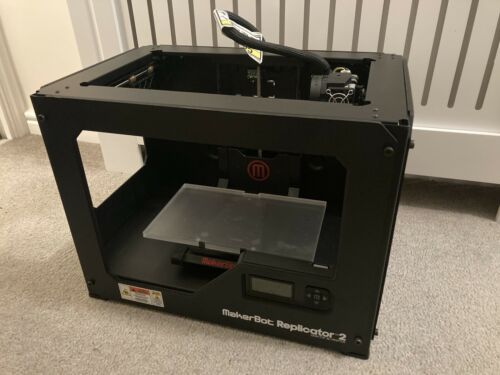
config.g
; General preferences
M111 S0 ; Debugging off
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
M555 P2 ; Set firmware compatibility to look like Marlin
; Axis Limits
M208 X200 Y90 Z150 S0 ; set axis maxima and high homing switch positions
M208 X-59.83 Y-56.05 Z0 S1 ; set axis minima and low homing switch positions
; Enable Panel Due Connector
M575 P1 S1 B57600 ; Enables connector and sets baud rate
; Endstops- Switches
M574 X1 S1 P"!xstop" ; X min active high endstop switch
M574 Y1 S1 P"!ystop" ; Y min active high endstop switch
M574 Z1 S1 P"!zstop" ; Z min active high endstop switch - Config for hard Z Endstop
;Touch Probe
M950 S0 C"exp.heater3" ; define probe servo pin
M558 P9 C"^zprobe.in" H5 F100 T2000 ; BLTouch Probe
G31 P50 X43.07 Y4.68 Z1.355 ; Set Z probe trigger value, offset and trigger height - Increase Z value to move bed closer to nozzle
M557 X0:200 Y0:90 S10 ; Define mesh grid
; Drives
M569 P0 S0 ; Drive 0 goes backwards
M569 P1 S0 ; Drive 1 goes backwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X88.573186 Y177.78 Z400 E409 ; Set steps per mm
M566 X900 Y900 Z300 E1200 ; Set maximum instantaneous speed changes (mm/min)
M203 X1080000 Y1080000 Z600 E96000 ; Set maximum speeds (mm/min)
M201 X1000 Y1000 Z100 E2000 ; Set accelerations (mm/s^2)
M906 X900 Y1000 Z400 E1200 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B3974 C0 R4700 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
M307 H0 R0.261 K0.401:0.000 D3.11 E1.35 S1.00 B0 ; Set PID values for Heatedbed - derived from autotune
M307 H1 R1.219 K0.254:0.000 D6.15 E1.35 S1.00 B0 V19.9 ; Set PID values for Extruder 1 - derived from autotune
; Network
M550 P"Duet_Rep2X" ; Set machine name
;M551 P"XXXXX" ; Set password
M552 S1 ; Enable network
;M552 P192.168.0.98 ;Fixed IP Address
;M554 P192.168.0.1 ;Gateway
;M553 P255.255.255.0 ;Netmask
; Access point is configured manually via M587 by the user
M586 P0 S1 ; Enable HTTP
M586 P1 S1 ; Enable FTP
M586 P2 S0 ; Disable Telnet
; Fans
M950 F0 C"fan0" Q500 ; Set fan 0 value, PWM signal inversion and frequency.
M106 P0 T45 H1 ; Set fan 0. Thermostatic control is turned on at 45 celcius.
M106 P0 S0 ; Switch cooling fan off
; Accelerometer
M955 P0 C"spi.cs3+spi.cs4"
; Tools
M563 P0 D0 H1 F0 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M207 S1.2 F1200 ; set 1.2mm retract distance for G10 command
; Select Tool
T0
; Custom settings are not configured
homex.g
; Lift Z relative to current position
G91
G1 Z5 F150000 H2
G90
; Move quickly to X axis endstop and stop there (first pass)
G1 X-290 F1800 H1
; Go back a few mm
G91
G1 X5 F150000
G90
; Move slowly to X axis endstop once more (second pass)
G1 X-290 F360 H1
; Lower Z again
G91
G1 Z-5 F150000 H2
G90
homey.g
; Lift Z relative to current position
G91
G1 Z5 F150000 H2
G90
; Move quickly to Y axis endstop and stop there (first pass)
G1 Y-155 F1800 H1
; Go back a few mm
G91
G1 Y5 F150000
G90
; Move slowly to X axis endstop once more (second pass)
G1 Y-155 F360 H1
; Lower Z again
G91
G1 Z-5 F150000 H2
G90
homeall.g
; Relative positioning
G91
; Lift Z
G1 Z5 F600 H2
; Course home X and Y
G1 X-290 F1800 H1
G1 Y-155 F1800 H1
; Move away from the endstops
G1 X5 Y5 F150000
; Fine home X and Y
G1 X-290 Y-155 F360 H1
; Code for Hard Endstop home Z
; Move Extruder out of the way
;G90
;G1 X-12 Y-10 F150000
; Home Z against hard enstop
;G91
;G1 Z-200 F400 H1 ; rough home Z axis;G1 Z2 F400 ; move down by 2mm
;G1 Z-155 F40 H1 ; fine home z axis
; Adjust Z distance from Z endstop
;G92 Z0.00 ; positive - Move bed closer to extruder, negative - Move bed away from extruder
; Absolute positioning
G90
; Code for Sensor Based Z Homing
; Go to first bed probe point and home Z
G1 X63 Y16 F150000
G30
; Uncomment the following line to lift the nozzle after probing
G1 Z5 F300 H2
 -resized.jpg)
-resized.jpg)