Thank you both for your help. I misunderstood what a core xyu is. My printer is a supposed to just be a core xy with an additional axis for the tool change mechanism. (my printer is most similar to E3D's tool changer 3D printer.)
Best posts made by SamKudarauskas
-
RE: Y axis moving significantly slower than X axisposted in General Discussion
-
RE: BL-touch probe already triggered at start of homing move.posted in Duet Hardware and wiring
@Phaedrux The white wire must have came loose at the start of the day and then I must've replugged it into the wrong pin spot. I believe I connected the BL touch's white wire into +3.3 V instead of IN when I was checking the wires. I noticed this, fixed it and it works fine now. thankfully it didn't break anything.
-
RE: Incompatible Software Versionsposted in Firmware installation
@droftarts I was able to flash the firmware using Bossa on a windows partition of my macbook. Everything now works as it should. Thank you all of your help.
Sam
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@fcwilt Mine is similar. However it rather than an electrical connection between the master plate and the tool plate mine is purely mechanical and I plan to just unplug the single ribbon cable from my PCB when I switch tools. Yes, I have taken into account the necessary wire gauges for the heaters.
Sam
Latest posts made by SamKudarauskas
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@fcwilt I was curious about binding two or more macros to a single button. One to execute if the button is tapped and a different one if it is held down.
Sam
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk M581 appears to be used to detect going from low to high or high to low for some trigger, how can I use that to map it to different actions based off of if it goes high low high quickly or just from low to high and stays that way?
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk Thank you for your help. Is the duet IO pins capable of triggering different events if it receives a pulse of being turned on/off versus a stable on or off signal?
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk Thank you for your reply. Do I understand this correctly? As long as each fan draws less than the 2A switching load max then it doesn't matter where the +24V comes from, so I can use out1 to power the heater and the two fans.
I'm not looking to directly replicate the stealth burner setup. I like to build different toolheads for my custom built 3D printer which is why I built a tool hot swap setup. My printer is small and my duet has many available pins on it so I'd rather just use the capabilities of my mainboard then spend $45+ dollars on a Duet tool board for each new tool I build.
My idea has all of the convivences of a CAN tool board without the extra cost. My Prusa Mk4S with the Prusa Loveboard has a very similar setup to my idea for the same reasons and I wanted to implement it in the printer that I built. By making it myself it can be much more compact since it doesn't need any driver chips on it as well. Also truthfully, its a fun project for me to learn KiCAD.
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
What is the mosfet switching capacity of the fan GND pins? Is it rated to handle the current that heater 1 outputs? If it is, would that be the simpliest way to simplify the wires and feed +24V to heater 1 and both of my fans?
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk Why is taking the +24V from a main line rather than from the dedicated +24V pin for each component run the risk of blowing the mosfet? What is the current limit on the mosfets and is my wire simplification idea worth it if I run the risk of damaging the board? What kind of precautions could I take to just use the +24V from heater 1?
Also, I probably should have mentioned this earlier but I was inspired by this:
Edit: link to part here
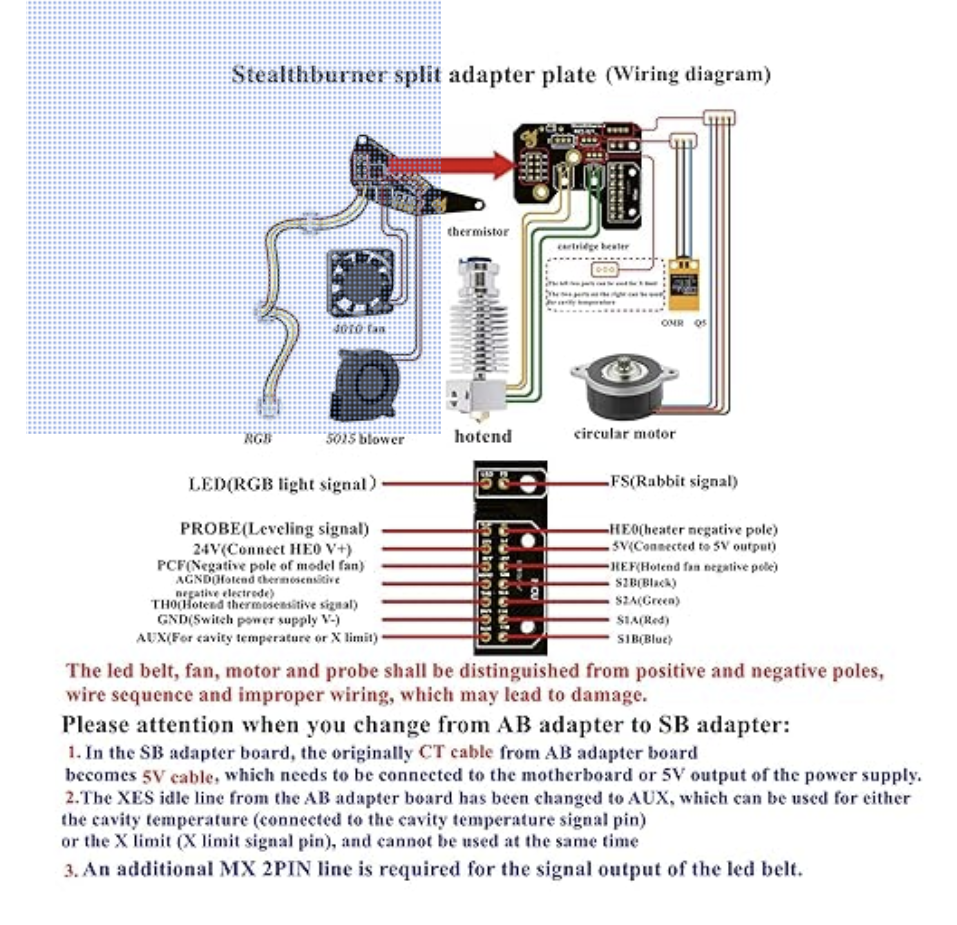
On this stealthburner part it appears that they hae done some sort of wire simplification since it looks like they have more things connected to the board then wires running back to the main baord and I wanted to do something similar.
Edit: The stealthburner part has pins labeled +24V (connected to heater 0 V+), +5V and GND which appear to have multiple things connected to it. Hence where my idea to simply the wiring came from.
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk Ok thank you for your help. Is using out1's 24V line the best place to draw the 24V from to power everything? Also, would using a separate ribbon cable be best for the accelerometer or would that still have interference problems if that ribbon cable is in the same wiring loom as the main ribbon cable?
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@jay_s_uk So am I safe to connect everything that uses +24V together (hot end heater and two fans) and then just run each individual ground wire back? Is this unadvisable for any/all of the components I wish to connect to my board? Also does the thermistor run on +3.3V and can its +V wire be combined with that of my force sensitive resistor that uses an io port?
Thank you for your help - Sam
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@fcwilt Mine is similar. However it rather than an electrical connection between the master plate and the tool plate mine is purely mechanical and I plan to just unplug the single ribbon cable from my PCB when I switch tools. Yes, I have taken into account the necessary wire gauges for the heaters.
Sam
-
RE: Custom toolboard + duet wiring limitationsposted in Duet Hardware and wiring
@fcwilt Yes I have considered those boards. I have a few reasons for wanting to make such a board. First, I have designed a manual tool swap mechanism that lets me unclip the tool from the gantry and swap in a different tool. (This lets me make a custom extruders and rapidly switch between them). Secondly, it is significantly more convenient and easy to just plug in a new fan if one breaks to my board then to pull out the old cable and run the new cable all the way back to the mainboard. Third, it means I can make the wiring harness much neater and smaller because I can run a single ribbon cable from the mainboard to the tool instead of needing to run like 18 individual wires back to the mainboard. Fourth, my design will cost only a few dollars rather than the $40+ than the duet tool board would cost me.
Sam