yeah honestly this is just what Cura put in there... if it helps at all here is my config.g:
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.0.0 on Mon Sep 02 2019 11:40:46 GMT-0400 (Eastern Daylight Time)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"My Printer" ; set printer name
; automatic saving on power loss is not configured
; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M569 P4 S1 ; physical drive 4 goes forwards
M584 X0 Y1 Z2 E3:4 ; set drive mapping
M350 Z16 I0 ; configure microstepping without interpolation
M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation
M92 X100.00 Y100.00 Z400.00 E100.00:100.00 ; set steps per mm
M566 X1200.00 Y1200.00 Z180.00 E900.00:900.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E2400.00:2400.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00:250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800:800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X210 Y210 Z240 S0 ; set axis maxima
; Endstops
M574 X1 Y1 Z1 S0 ; set active low and disabled endstops
M574 Z1 S0 ; set active high endstops
; Heaters
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S85 ; set temperature limit for heater 0 to 85C
M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S250 ; set temperature limit for heater 1 to 250C
; Fans
M106 P0 S0.3 I0 F500 H1 T45 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P1 S0.3 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
; Tools
M563 P0 D0 H1 F1 ; define tool 0
G10 P0 X17 Y-5 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P1 D1 H1 F1 ; define tool 1
G10 P1 X17 Y-5 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Custom settings are not defined

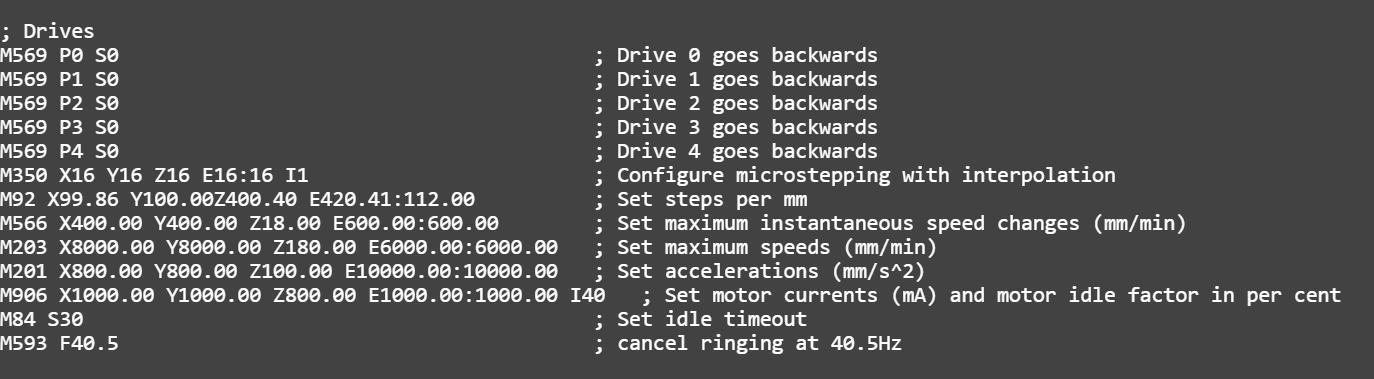
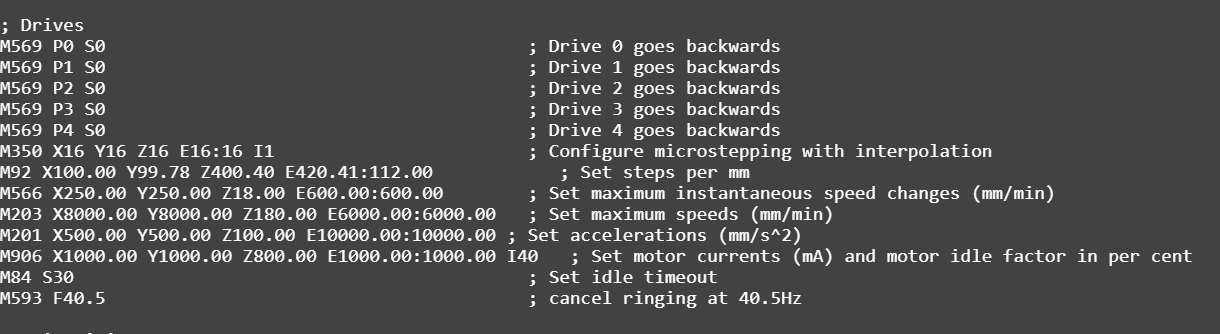

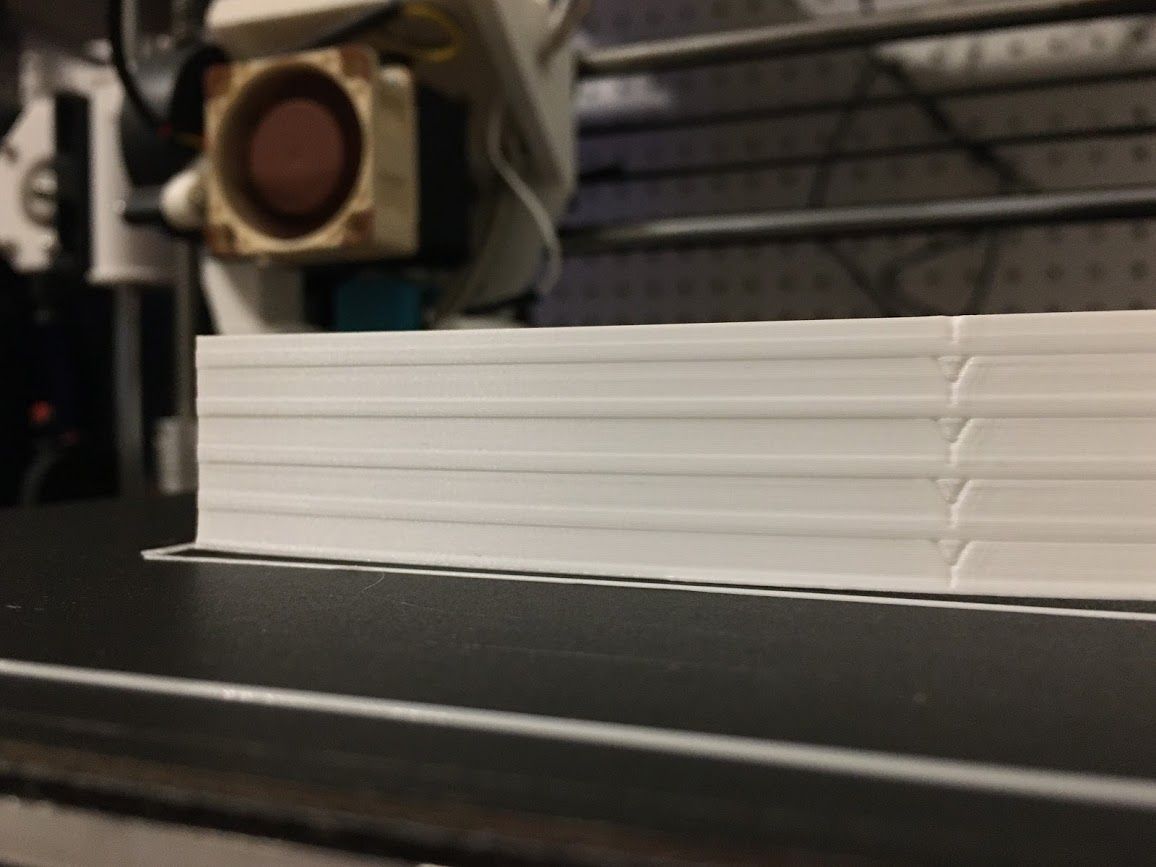

 the left two were with cura and the right one was simplified 3d.
the left two were with cura and the right one was simplified 3d.