I know I’m close to getting a BLtouch working with a Duet2 wifi, but the probe won’t deploy for z homing or bed mesh.
I’m running Firmware 2.02RC6
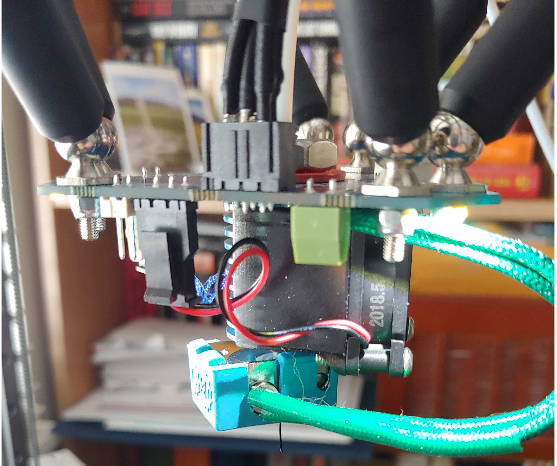
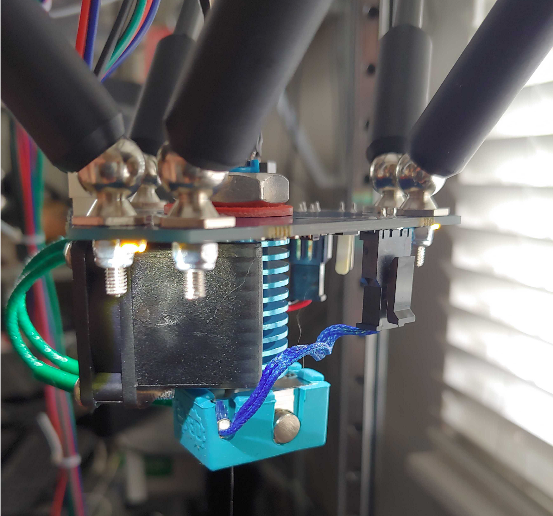
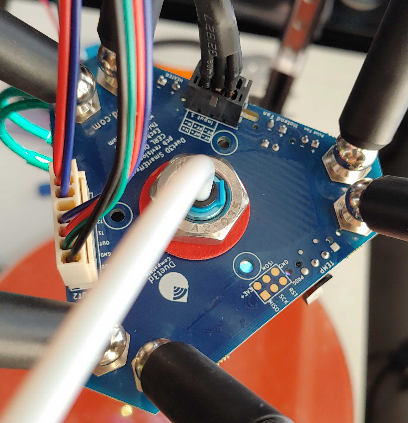
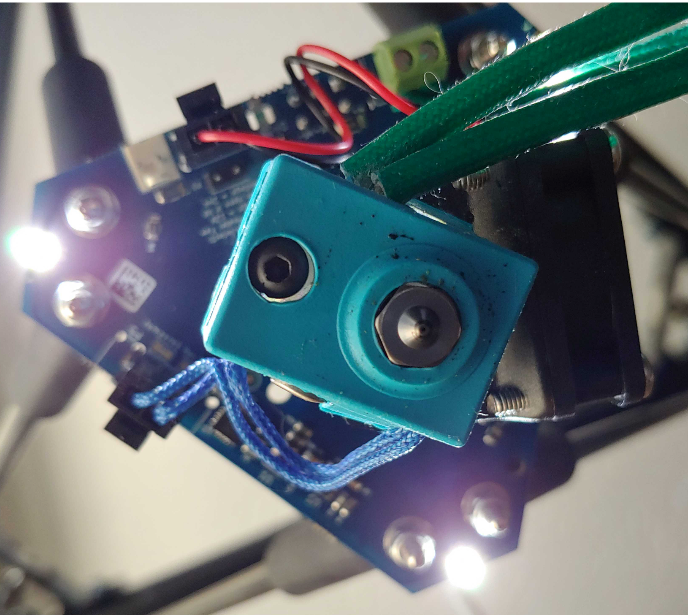
I have the black and white wires on the zstop pins (as per the image) I have the brown, red, and orange wires on the expansion pins (as per the image) using heater 3 pin for servo (which works)
M574 Z1 S2 ; Set endstops controlled by probe
M558 P9 H5 F120 T2000 ; BL TOUCH SETTINGS - Set Z probe type/mode 9. H=Dive Height. F=Speed the bed moves
G31 P25 X0 Y-32 Z0.0 ; BL TOUCH SETTINGS - Z probe trigger value, offset in relation to nozzle. And trigger height adjustment
M307 H3 A-1 C-1 D-1 ; Disable Heater 3 to use pwm pin for BL Touch
I’ve written the macros, and they all deploy or retract the probe ex.(M280 P3 S10 I1; Send PWM channel 3 the s10 (angle) command)
I have deployprobe.g and retractprobe.g in the /sys directory
What am I missing? Why will the probe not deploy unless specifically M280 is sent?
Thanks!
Sean
The printer is a 400mmx400mm open source cartesian, similar in function to an i3. I have had an IR sensor installed and working, but find that the glass bed and the IR probe are not consistent.
;config.g
; I left out network because that part works just fine
; Drives
M569 P0 S0 ; Physical drive 0 goes forwards
M569 P1 S1 ; Physical drive 1 goes forwards
M569 P2 S1 ; Physical drive 2 goes forwards
M569 P3 S0 ; Physical drive 3 goes forwards
; M569 P4 S1
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80.00 Y80.00 Z1600.00 E415.00:415 ; Set steps per mm
M566 X900.00 Y900.00 Z12.00 E120.00:120 ; Set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00:1200 ; Set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00:250 ; Set accelerations (mm/s^2)
M906 X1100.00 Y1400.00 Z1500.00 E1000:1000 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 X390 Y390 Z350 S0 ; Set axis maxima
M208 X0 Y0 Z0 S1 ; Set axis minima
; Endstops
M574 X1 Y1 S3 ; Set endstops controlled by motor load detection
M915 X Y S-50
; Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
M558 P9 H5 F120 T2000 ; BL TOUCH SETTINGS - Set Z probe type/mode 5. H=Dive Height. F=Speed the bed moves
G31 P25 X0 Y-32 Z0.0 ; BL TOUCH SETTINGS - Z probe trigger value, offset in relation to nozzle. And trigger height adjustment
; M558 P1 H6 F120 T6000 ; IR PROBE SETTINGS - Set Z probe type to unmodulated and the dive height + speeds
; G31 P500 X0 Y-20 Z1.95 ; IR PROBE SETTINGS - Set Z probe trigger value, offset and trigger height
M557 X70:320 Y25:275 S50 ; Define mesh grid
; Heaters
M305 P0 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0
M307 H0 B1 S0.7 ; Set bed heater pwm to bang-bang, pwn range from 0-1
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C
M307 H3 A-1 C-1 D-1 ; Disable Heater 3 to use pwm pin for BL Touch
; Fans
M106 P0 S255 I0 F500 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P1 S1 I0 F500 H1 T50
M106 P2 S1 I0 F500 H1 T50
M106 P3 S1 I0 F500 H1 T50 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
; Tools
M563 P0 D0 H1
; M563 P1 D1 H1 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
; G10 P1 X0 Y0 Z0
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
; G10 P1 R0 S0
; Automatic saving after power loss is not enabled
; Custom settings are not configured
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v2 on Wed May 08 2019 13:23:04 GMT-0400 (Eastern Daylight Time)
M574 X1 Y1 S3 ; set endstops to use motor stall
M913 X65 Y50 Z50 ; drop motor currents to 50%
M915 X Y S3 R0 F0 ; set X and Y to sensitivity 3, do nothing when stall, unfiltered
M280 P3 S60 ; deploy probe on BL Touch
G91
G1 Z10 F200 S2 ; raise head 4mm to keep it clear of the bed
G1 X-400 F2750 S1
G1 Y-400 F2750 S1 ; course home X and Y
;G1 X5 Y5 ;
;G92 X0 Y0 ;
G90
G1 X195 Y195 F2000 ; move to bed centre for probing
G30
; This file leaves the head at the zprobe trigger height so that you can slip a piece of paper under it and then do G0 Z0 to check the height.
; If you prefer to send the printer to X0Y0Z0, un-comment the following lines
;G1 X0 Y0 Z0 F5000 S2
M915 X Y R1 S-4 ;
M913 X100 Y100 Z100 ; drop motor currents to 100%