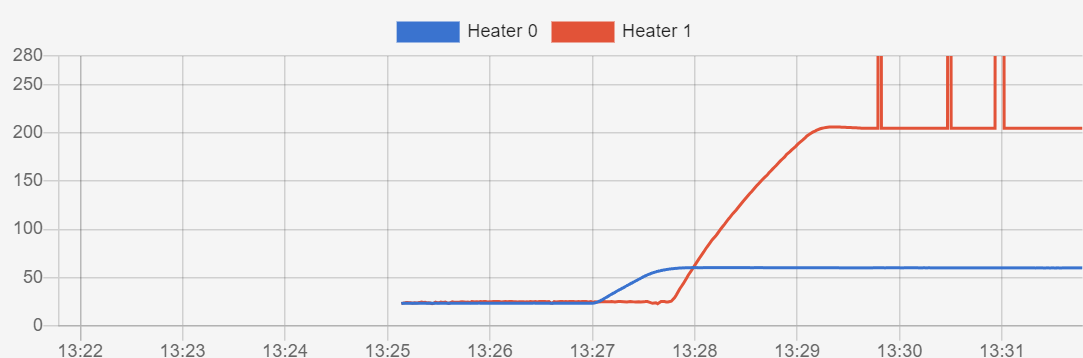
@dc42 I have not updated my firmware as its been working great, I was on 3.4 which must be why I did not get a report when I unplugged the connector. The temperature is showing 2000C when it spikes.
I took the wires out of the track and let them dangle so I could try to reproduce the short by manually manipulating the wires. Then my plan was to replace them but the spikes completely stopped. I put the wires back in the track and still no temperature spikes. Its so strange, if/when it continues I'll try replacing the wires. Its strange that it stopped all the sudden and that I could not cause the short by manually manipulating the wires.
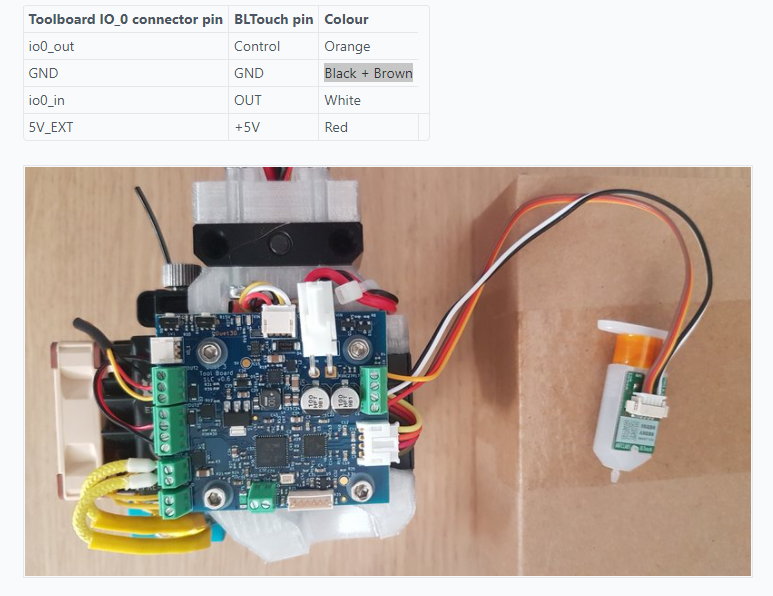
 I don't have a issue making the single crimps though, the issue I have is when two wires need to go to one crimp. Did you not use a BL touch with your setup?
I don't have a issue making the single crimps though, the issue I have is when two wires need to go to one crimp. Did you not use a BL touch with your setup?