I found a couple broken wires going to the motor but I still can't get it to work. Now I can't even connect to the board. The light by the wifi antenna is not one and I can't get a COM port by plugging in the USB cable. The only wires that are on are the LED +5v and LED VIN.
Latest posts made by bbriggstkd
-
RE: Warning: motor phase A (or B) may be disconnectedposted in General Discussion
-
RE: Warning: motor phase A (or B) may be disconnectedposted in General Discussion
I'm getting the same error now all of a sudden. My machine has been wired for several months. I've recently been getting anomalies in my prints, looks like not extruding enough on the border, could be layer height and have been trouble shooting. I swapped out the nozzle. Now I get this phase message when I try to home my Z axis. Here is my config.
; Configuration file for Mini Kossel kit from Think3DPrint3D for testing Duet WiFi
; Communication and general
M111 S0 ; Debug off
M550 PNCC1701 ; Machine name and Netbios name (can be anything you like)
M551 Preprap ; Machine password (used for FTP)
;*** If you have more than one Duet on your network, they must all have different MAC addresses, so change the last digits
M540 P0xBE:0xEF:0xDE:0xAD:0xFE:0xED ; MAC Address
;*** Wifi Networking
M552 S1 ; Enable WiFiM555 P2 ; Set output to look like Marlin
M575 P1 B57600 S1 ; Comms parameters for PanelDueG21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Axis and motor configuration
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
M574 X1 Y1 Z1 S1 ; set endstop configuration (all endstops at high end, active high)
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration
;M665 R105.6 L215.0 B85 H240 ; set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them
M350 X16 Y16 E16 I1 ; Set 16x microstepping with interpolation
;M92 X160.421 Y162.31 Z6437.16814 ;Set axis steps/mm
;M92 X159.90952 Y160.249756 Z6437.16814 ;Set axis steps/mm
M92 X160.359205 Y156.903766 Z1068.78041 ;Set axis steps/mm
M906 X1500 Y1800 Z1250 E1500 I60 ; Set motor currents (mA) and increase idle current to 60%
M201 X180 Y180 Z15 E30 ; Accelerations (mm/s^2)
M203 X15000 Y15000 Z300 E600 ; Maximum speeds (mm/min)
M566 X1500 Y1500 Z30 E30 ; Maximum instant speed changes mm/minute
M208 X250 Y230 Z270; Thermistors
M305 P0 T100000 B3950 R4700 H30 L0 ; Put your own H and/or L values here to set the bed thermistor ADC correction
;M305 P1 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the first nozzle thermistor ADC correction
;M305 P2 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the second nozzle thermistor ADC correction
M305 P1 B4725 C7.060000e-8
M305 P2 B4725 C7.060000e-8
;M305 P1 B4725 C7.06e R4700;M570 S180 ; Hot end may be a little slow to heat up so allow it 180 seconds
M570 H1 T20
M570 H2 P15 T20; Fans
M106 P3 T50 H1 ;Heater fan for left nozzle
M106 P4 H-1 ; disable thermostatic mode for fan 4 cooling fan for let nozzle
M106 P5 T50 H2 ;heater fan for right nozzle
M106 P6 H-1 ; disable thermostatic mode for fan 6 cooling fan for let nozzle; Tool definitions
M563 P0 D0 H1 F4:6 ; Define tool 0 associate cooling fans 4 and 6 to nozzle 1
G10 P0 S0 R0 ; Set tool 0 operating and standby temperatures
;*** If you have a single-nozzle build, comment the next 2 lines
M563 P1 D1 H2 F5 ; Define tool 1
G10 P1 S0 R0 X45.4 Y1.8 ; Set tool 1 operating and standby temperatures
M92 E300:300 ; Set extruder steps per mm; Z probe and compensation definition
;*** If you have a switch instead of an IR probe, change P1 to P4 in the following M558 command
;M558 P1 X0 Y0 Z0 ; Z probe is an IR probe and is not used for homing any axes
;G31 X-35 Y0.0 Z0.1 P500
;M557 X5:230 Y10:210 S20 ; Set the zprobe height and threshold (put your own values here)M558 P1 T1000
G31 X0.0 Y0.0 Z0.0
M557 X35:210 Y0:200 S20 ;Mesh Bed Definition;*** If you are using axis compensation, put the figures in the following command
;M556 S78 X0 Y0 Z0 ; Axis compensation hereM208 S1 X0 Y0 Z-0.2 ; set minimum Z
;
M501
T0 ; select first hot end -
RE: Do I have a bad expansion board?posted in Duet Hardware and wiring
I don't know if they are brushless or not. They are 30mm 12v fans. Most of which I got from the filastruder company so I would think they would be compatible. I don't see anything on the 3pin mosfets. I think those are the little chips just above the outputs that have 2 little pins on one side and 1 pin on the other. Nothing looks charred or anything.
-
RE: Do I have a bad expansion board?posted in Duet Hardware and wiring
It doesn't look like my config file got posted. Here it is again.
config.txt -
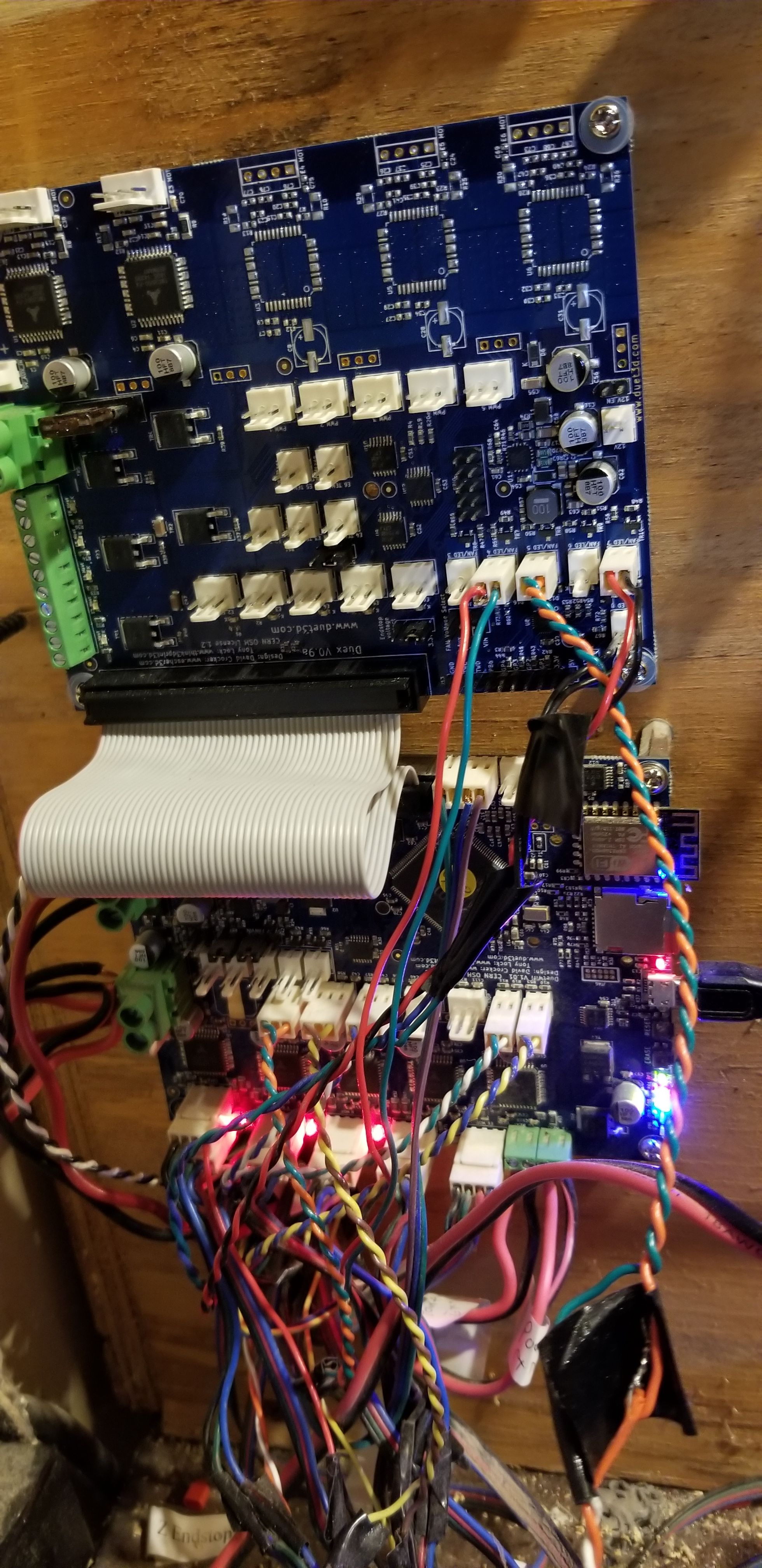
Do I have a bad expansion board?posted in Duet Hardware and wiring
I recently purchased the Duex 2 and Duex 5 Expansion Board - Duex2 board for the Duet3d wifi. I now have 3 of the fan ports that have stopped working. Yesterday, I was watching one of the temperature activated ones and it just stopped and I can't get that port to work again. Ports 3, 5 and 6 are the ones I can't get to work. All 4 of my fans function when I have them hooked up to functioning ports. So the wiring for the fans should be good. I've changed my config.g file to point to the working ports up until number 5 quit. It's still in the config but I can't get the fan to work. It should start with the M106 command but it doesn't.
Here is a pic of my board.
here is my config file.
-
RE: Mesh Bed Probing issuesposted in IR Height Sensor
I have the mini differential IR Height sensor. I'll try removing those files and see what happens. I checked and they are there.
-
RE: Mesh Bed Probing issuesposted in IR Height Sensor
Ok, I see what you are getting at but I have my X- off the bed and I make sure my print doesn't try to extrude in the air.
So, that being said. Why does the head try to move past the end stop?
-
RE: Mesh Bed Probing issuesposted in IR Height Sensor
I don't understand what you are saying. Tool 0 is my left nozzle, but when it's homes, it would be at 0. Why do you say it would be at some negative value of 0? My right nozzle, Tool 1 would then be at 33 when the head is homed.
I reset my G31 to X0.0. I had been trying to see if it had something to do with the dual extruder. It still tries to go past my end stop. The sensor is over Tool 0 so when the head is homed, the sensor should be at 0 also.
-
Mesh Bed Probing issuesposted in IR Height Sensor
When I use the G29 command to probe my bed, I get some strange behavior on my X axis. I think it may have something to so with my the way I have my X axis set up. It is a dual head printer so when X is homed, the left nozzle is not over the board. I have tried to configure that in the config.g file but I may not have it right.
When the probing starts, the head moves up to Z40 and X35. Then the X moves toward the endstop and tried to move past it. It then probes the bed but I don't think the X readings in Web Control are accurate. I had to reduce the right parameter for probing so the head didn't move past the end of the bed on that side.
When it's done probing, it tries to move past my X endstop again.
I do get a map, I haven not tried to print with it yet so I don't know how coordinated will line up.
I'm running with firmware 1.20. Here is my config.g file.
; Configuration file for Mini Kossel kit from Think3DPrint3D for testing Duet WiFi
; Communication and general
M111 S0 ; Debug off
M550 PNCC1701 ; Machine name and Netbios name (can be anything you like)
M551 Preprap ; Machine password (used for FTP)
;*** If you have more than one Duet on your network, they must all have different MAC addresses, so change the last digits
M540 P0xBE:0xEF:0xDE:0xAD:0xFE:0xED ; MAC Address
;*** Wifi Networking
M552 S1 ; Enable WiFiM555 P2 ; Set output to look like Marlin
M575 P1 B57600 S1 ; Comms parameters for PanelDueG21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Axis and motor configuration
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
M574 X1 Y1 Z1 S1 ; set endstop configuration (all endstops at high end, active high)
;*** The homed height is deliberately set too high in the following - you will adjust it during calibration
;M665 R105.6 L215.0 B85 H240 ; set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 ; put your endstop adjustments here, or let auto calibration find them
M350 X16 Y16 E16 I1 ; Set 16x microstepping with interpolation
;M92 X160.421 Y162.31 Z6437.16814 ;Set axis steps/mm
M92 X159.90952 Y159.704907 Z6437.16814 ;Set axis steps/mm
M906 X1100 Y1800 Z1000 E1000 I60 ; Set motor currents (mA) and increase idle current to 60%
M201 X300 Y300 Z15 E30 ; Accelerations (mm/s^2)
M203 X15000 Y15000 Z100 E600 ; Maximum speeds (mm/min)
M566 X2000 Y2000 Z30 E30 ; Maximum instant speed changes mm/minute
M208 X250 Y270 Z270; Thermistors
M305 P0 T100000 B3950 R4700 H30 L0 ; Put your own H and/or L values here to set the bed thermistor ADC correction
M305 P1 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the first nozzle thermistor ADC correction
M305 P2 T100000 B4388 R4700 H0 L0 ; Put your own H and/or L values here to set the second nozzle thermistor ADC correction
M570 S180 ; Hot end may be a little slow to heat up so allow it 180 seconds; Fans
M106 P2 H-1 ; disable thermostatic mode for fan 1
;M106 P2 T50 H1
M106 P1 T50 H1; Tool definitions
M563 P0 D0 H1 F2 ; Define tool 0
G10 P0 S0 R0 ; Set tool 0 operating and standby temperatures
;*** If you have a single-nozzle build, comment the next 2 lines
M563 P1 D1 H2 F2 ; Define tool 1
G10 P1 S0 R0 X33 Y-1.725 ; Set tool 1 operating and standby temperatures
M92 E300:300 ; Set extruder steps per mm; Z probe and compensation definition
;*** If you have a switch instead of an IR probe, change P1 to P4 in the following M558 command
;M558 P1 X0 Y0 Z0 ; Z probe is an IR probe and is not used for homing any axes
M558 P1 T1000
G31 X-35 Y0.0 Z0.1 P500 ; Set the zprobe height and threshold (put your own values here)
M557 X5:200 Y10:250 S20 ;Mesh Bed Definition;*** If you are using axis compensation, put the figures in the following command
;M556 S78 X0 Y0 Z0 ; Axis compensation hereM208 S1 X0 Y0 Z-0.2 ; set minimum Z
;
T0 ; select first hot end