One of the reasons I like the general 3d community is that you can ask the stupid/obvious question without being patronised or belittled. Everyone is always keen to help the beginner.
Many thanks.
One of the reasons I like the general 3d community is that you can ask the stupid/obvious question without being patronised or belittled. Everyone is always keen to help the beginner.
Many thanks.
@T3P3Tony I have 3 switches in series under the points on the bed. Calibration fails due to the z probe (bed switches) triggering when doing a move between trigger points, as if the effector isn't travelling horizontally. I'm going to raise the height that the nozzle stops at before starting the probe back to 30mm. Hadn't thought of that earlier, should give me a better chance of getting the auto calibration to complete. I had amended the dive height due to prior successful calibration.
@dugee turns out the switches are normally open so I'll be wiring in parallel.
Once I get this up and running I'll try and put a guide together in case anyone else plans on this board swap.
been working on calibration for about 2 hrs, mostly 3 factor, keeping it simple, then moved onto 6 factor. 1st height map shown here. I am astounded. For a printer I paid less than £90 for (then spent much more on some decent upgrades) I am seriously impressed.
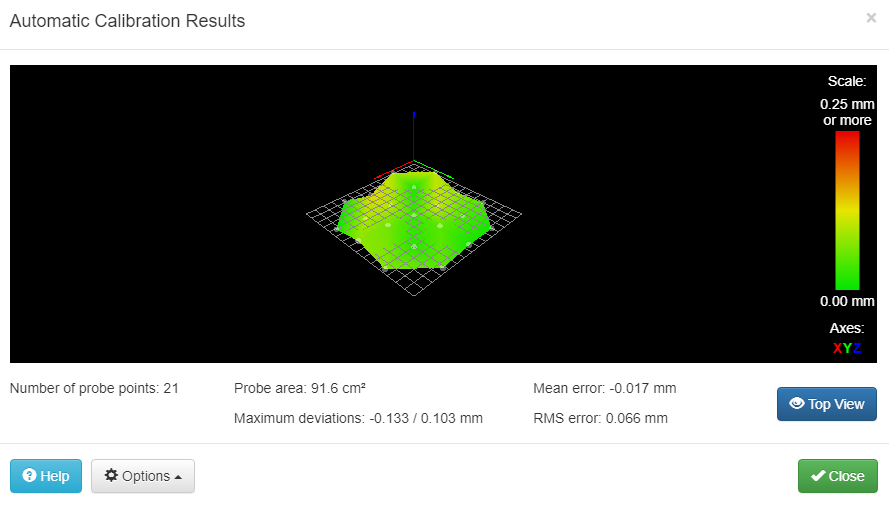
17:32:11G32
Calibrated 6 factors using 16 points, deviation before 0.887 after 0.071
1st calibration run after putting the decimal place back in!
Dougal, you are my new hero.
@jay_s_uk I saw that one, but it doesn't automate the trigger heights, but the calibration process.
I did see a thread that included automating the trigger heights,
https://forum.duet3d.com/topic/14280/invitation-to-share-your-conditional-gcode-scripts
but havent yet found any follow up.
I also found this one, which I'll have to read through first!
https://forum.duet3d.com/topic/17872/automatic-bed-leveling-with-conditional-gcode-iterations/40
@o_lampe I looked at that, with the amount of work involved in putting a smart effector into my machine it isnt worth it.
It's only a Mini, and one of the reasons for getting the machine back out is to print the pieces for a D bot, as I think that will be more useful for what I want to print.
I can just print everything I need on the mini, it's tight but it just makes it.
@Veti yes, it's just that previously to determine the trigger heights ( 3 underbed sensors for hot end probing) it felt like it took an age to probe, get the results, put them through a spreadsheet to get the differential to origin, then input into the bed.g file for the probe points. I had created a file to probe all of the calibration points 5(?) times to then average the trigger height in a spreadsheet which I then put in to bed.g manually.
When I was looking before at the conditional g-code I remember some talk of being able to use <average> but cant find anything in the forum, Probably not using the correct search terms.
I think the configurator is a great tool, but I havent been in to it for a long time. I'll have a look to see what has changed,
@o_lampe mine was just lutherie type stuff, woodwork, painting, electrics, so if you we get to 3d instruments, you've already won.
@Veti true, I tended to use 6 until I got a stable calibration then reduced for actual printing.
I
With RRF3 is it possible to create something that will do the probing for the bed.g probe trigger heights and automatically populate the file or is it still a manual process? that was the biggest PITA that I had, and with the printer sitting so long I will need to basically start from scratch to calibrate.
I couldn't see anything obvious other then this still being referenced in the Delta Calibration steps. I didn't go through the full differences to RRF3, and what the conditional processes can do, just looked the process for migration, so apologies if this is a question answered in the dozuki.
@dc42 is the delta calibration algorithm the same, 6 factor still being the most appropriate?
@Veti Well, i priced the components for creating a d-bot last night and it seems I can get everything I need for about £200 and then I would definitely migrate to rrf3.
And then I could probably make one!
we should start a music channel in here to compare lockdown, non, 3d projects!@o_lampe


Hi all.
I put my printer away last year after getting everything working, didn't cope well with lockdown, but started rebuilding a guitar instead. That's finished, so back to the printer
My question, I have the final version of RRF2 installed. Will I get any benefit by migrating to RRF3? It's just a mini delta.
@Veti I'll add that back in tonight and check PID. I was having problems with my bed heater, and had removed it from the config previously. thanks for spotting.