Hey, thanks for the reply ") My printer is a heavily modified Tronxy X5S - very few original bits remain on it... Even after the 3-4 years of owning it, I've never got it to a point where I'm happy with the results. I'm slowly getting there, but I struggle with ringing/ghosting, which is probably the cause of the low values for the M566 command. Currently rebuilding the bed support as I think there's some flex in there.
My printer is a heavily modified Tronxy X5S - very few original bits remain on it... Even after the 3-4 years of owning it, I've never got it to a point where I'm happy with the results. I'm slowly getting there, but I struggle with ringing/ghosting, which is probably the cause of the low values for the M566 command. Currently rebuilding the bed support as I think there's some flex in there. 
Posts made by dzg7pl
-
RE: Steppers Grinding/Jerking On Arcsposted in Tuning and tweaking
-
RE: Steppers Grinding/Jerking On Arcsposted in Tuning and tweaking
Bit embarrassed to post that TBH

-
RE: Steppers Grinding/Jerking On Arcsposted in Tuning and tweaking
@dc42 That was it!
I had to up it to 2000 to completely remove the issue.Thank you so much
-
Steppers Grinding/Jerking On Arcsposted in Tuning and tweaking
Hi there,
I've been trying to solve this for a while now, but I have now idea why it is happening. I have a Duet 2 WiFi from around 2019 (latest firmware) and for a while now I've had issues with printing arcs/circles/anything curved in that the steppers jerk/grind/resonate the whole printer. It has no issues printing straight sections, so pretty sure it's not a mechanical issue (e.g. loose belts or crap rails). I've also tried different steppers, but no joy.
Printing a test file highlights results of the jerky motion. It's a bit out of focus, but I think it shows the issue well enough.
I've also taken a video of the print to demonstrate the effect of the jerky motion/resonance.
The issue also does not present itself when printing at (significantly) lower speeds.
Any help would be very much appreciated!
Cheers
-
Combining Fansposted in Duet Hardware and wiring
Hi there,
I have two blower fans that are currently wired independently to a Duet WiFi board. Is it possible, with some g-code wizardry to combine them to appear as one fan, or do I need to resort to a Y cable?
Cheers
Tim
-
RE: M566 Command Seemingly Not Respectedposted in Gcode meta commands
@Phaedrux said in M566 Command Seemingly Not Respected:
M566 X150 Y150 Z12 E9000 P1
Those values are very very low, and if you were trying to go lower, you're not likely to see any difference.
The units for M566 is mm/min and the lower limit is 0.1mm/s or 6mm/min.
So 150mm/min = 2.5mm/s.
Are you also setting M205 anywhere?
I would start with
M566 X600 Y600 Z60 E6000 P1Thanks for the reply. I've tried all sorts of values with no visible impact on the print speed etc. I've even gone down to the minimum allowed values of X/Y6 with no effect. I am not aware I am setting M205 anywhere - it's not in the gcode files I am generating.
-
RE: M566 Command Seemingly Not Respectedposted in Gcode meta commands
@Phaedrux said in M566 Command Seemingly Not Respected:
What values are you trying to use? There is a minimum. What are you expecting to happen?
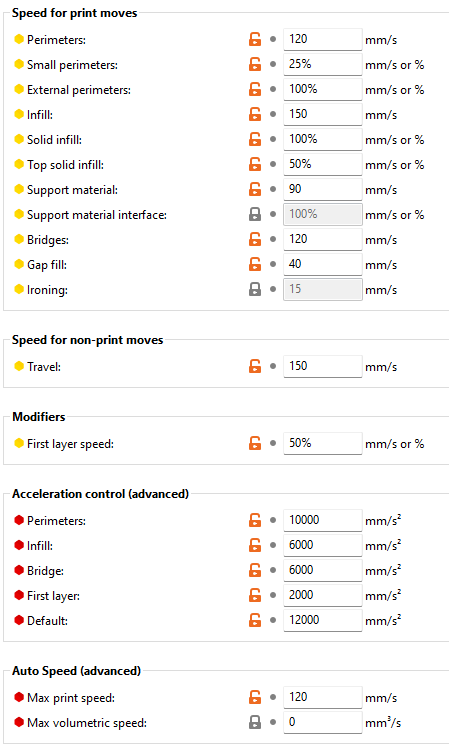
Please share the rest of your config.g as well as your firmware version and some basic print settings.
From what I understand, these settings are used to reduce the speed around sharp changes in direction (e.g. corners). My understanding is that the lower the values are for these commands, the slower the changes in direction should be. This is one way to remove ghosting from prints. Based on this understanding, I have been expecting prints of the cube to be slower as the printer is not allowed to reach the max speed (80mm/s) I have set as the M566/M205 settings constrain the speed it is able to achieve before it needs to slow down for the corners.
I know I've missed something simple/obvious, but can't work it out.
-
RE: M566 Command Seemingly Not Respectedposted in Gcode meta commands
@Phaedrux said in M566 Command Seemingly Not Respected:
When are you sending m566? Only in config.g or during a print?
It's possible you are using cura and there is an m205 in the start gcode overriding your config.g setting when the print starts.
Send m566 by itself during a print to see what the current value is. Same for m205
Hi, thanks for the reply and sorry for not coming back sooner (my printer belt snapped and haven't used it since early Dec). I have tried the M566 command in both config.g and my gcode files, but neither appear to work. I'm printing the XYZ calibration cube and running M566/M205 during the print does show the correct values, but whatever I set them to, there is no distinguishable effect on the speed of the print/direction changes (I've even set to as low as M205 X0.1 Y0.1).
I'm using PrusaSlicer if that has any bearing on this.
-
M566 Command Seemingly Not Respectedposted in Gcode meta commands
Hi Everyone,
I am trying to remove ghosting from my prints and the M566 command is one of the ways I am trying to achieve this. Unfortunately, no matter what values I try, my Duet WiFi does not seem to want to apply them. I have tried setting the command in config.g and also in the print file, without success. An example of what I have tried is: M566 X150 Y150 Z12 E9000 P1. I have tried without P1 and also had X/Y down as low as 1 - nothing makes a difference (that I am able to observe anyway). I have also tried using M205.
What obvious thing am I missing?!
Cheers
Tim