The object is in the center of the slicer table, but when I export the g-code and upload and print the object prints of-center by about 80mm. I tried more than one slicer with the same result.
Posts made by Jddt
-
Print offset From Slicer to Printerposted in Tuning and tweaking
-
RE: Calibrating steps/mmposted in Tuning and tweaking
The motors started to work properly with a value of T5
-
RE: Calibrating steps/mmposted in Tuning and tweaking
What is the max T values you suggest to be safe?
-
RE: Calibrating steps/mmposted in Tuning and tweaking
Thanks for noticing the error in my calculation. I am using external drivers and are not using the M350 command.
-
RE: Calibrating steps/mmposted in Tuning and tweaking
Settings I am using now. Can the T setting influence the accuracy of my steps?
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P5 S1 R1 T2.5:2.5:5:2.5
M569 P6 S1 R1 T2.5:2.5:5:2.5
M569 P7 S0 R1 T2.5:2.5:5:2.5
M569 P8 S0 R1 T2.5:2.5:5:2.5
M584 X5 Y6 Z7 E8 -
RE: Calibrating steps/mmposted in Tuning and tweaking
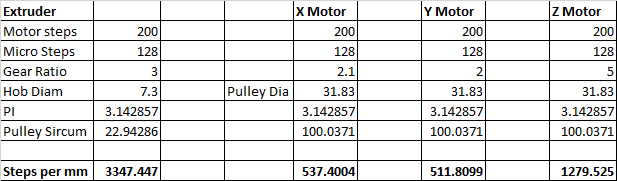
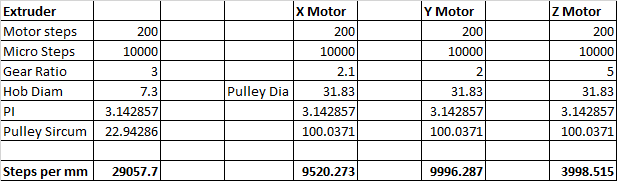
I am using external drivers. All my final drive pulleys are HTD5 20 tooth. I do not get any consistency with the distance the axis move.
See calculations below.
-
Calibrating steps/mmposted in Tuning and tweaking
When I completed the steps/mm calibration and I run code, like the homing code, then the distance is completely wrong.
Any advice.
Thanks -
Set external motor amps.posted in Tuning and tweaking
Does the M906 command to set the motor current work for external motors as well?
-
M84: Stop idle hold ¶posted in Tuning and tweaking
Hi. I am using an extension board to drive external stepper driver. M84 is set to S30 in the config file but the motors stays in idle mode even after some minutes, causing the motors to get hot, but when I execute the M84 command manually the motors is released.
-
RE: M350: Set microstepping modeposted in General Discussion
Just can not get the motors to move.
See latest setup below. I am using DM542 Full Digital Stepper Drives, they require a pulse width of 2.5 2.5 us. Drive are set to 1600 micro steps.
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P5 R1 T2.5:2.5:5:0
M569 P6 R1 T2.5:2.5:5:0
M569 P7 R1 T2.5:2.5:5:0
M569 P8 R1 T2.5:2.5:5:0
M584 X5 Y6 Z7 E8 ; Apply custom drive mapping
M92 X34.6538 Y31.9881 Z79.97029 E209.21 ; Set steps per mm
M566 X900 Y900 Z12 E120 ; Set maximum instantaneous speed changes (mm/min)
M203 X6000 Y6000 Z180 E1200 ; Set maximum speeds (mm/min)
M201 X500 Y20 Z250 E250 ; Set accelerations (mm/s^2)
M906 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeoutPlease advise
-
M350: Set microstepping modeposted in General Discussion
Hi
What do you set the M350 parameters to if you use external drivers with there own micro-stepping?
Thanks
-
RE: Add brake to Z axisposted in General Discussion
I am using the expansion board with external drivers.
-
Add brake to Z axisposted in General Discussion
As I am using a different configuration on my Z axis I need to add a brake to hold the Z axis in position if there is no output to the Z motor. Can a IO be configured on the Duet WIFI to be used to control an external brake/realay when there is no voltage send to the Z motor, will not hold the Z axis.