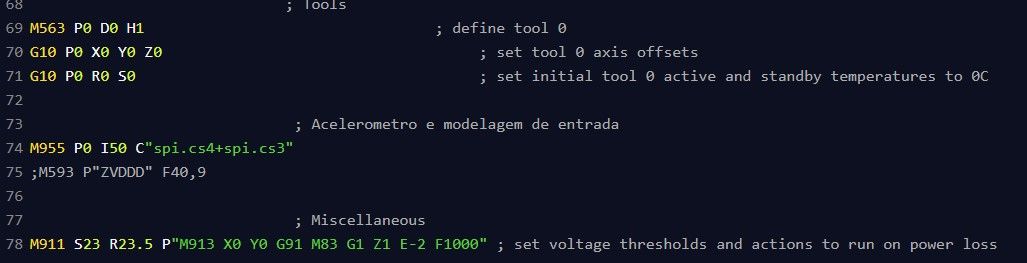
@rodokas Hi friend, thanks for trying to help. where you mentioned that you have ; I was in tests, and I'm using the plugin, that screenshot was just to show how it's placed because the accelerometer code.
I'm doing everything inside the plugin, so at this point I don't need to worry about the 593 in the config.
all tests inside the plugin also go wrong.
Posts made by RODOKAS
-
RE: Questions about the input shaping pluginposted in Plugins for DWC and DSF
-
RE: Questions about the input shaping pluginposted in Plugins for DWC and DSF
Friends,
I have the accelerometer installed and I speak the readings successfully using the imput shaping plugin 3.4.0 b1.
after reading without input modeling, I apply some modeling to analyze the result, and they don't look good, I don't know if I'm doing something wrong or my mechanics are not good enough.
I'll put images in the correct order, from the data collections made by the plugin.
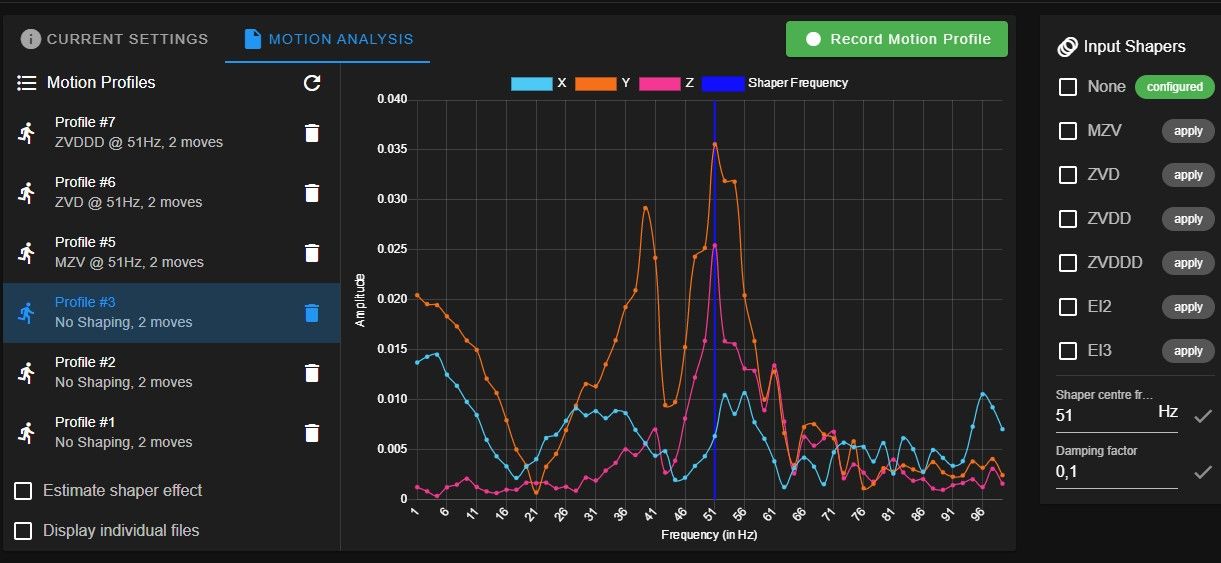
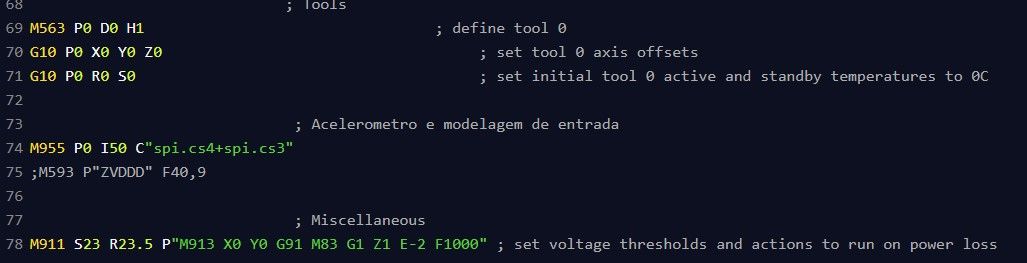
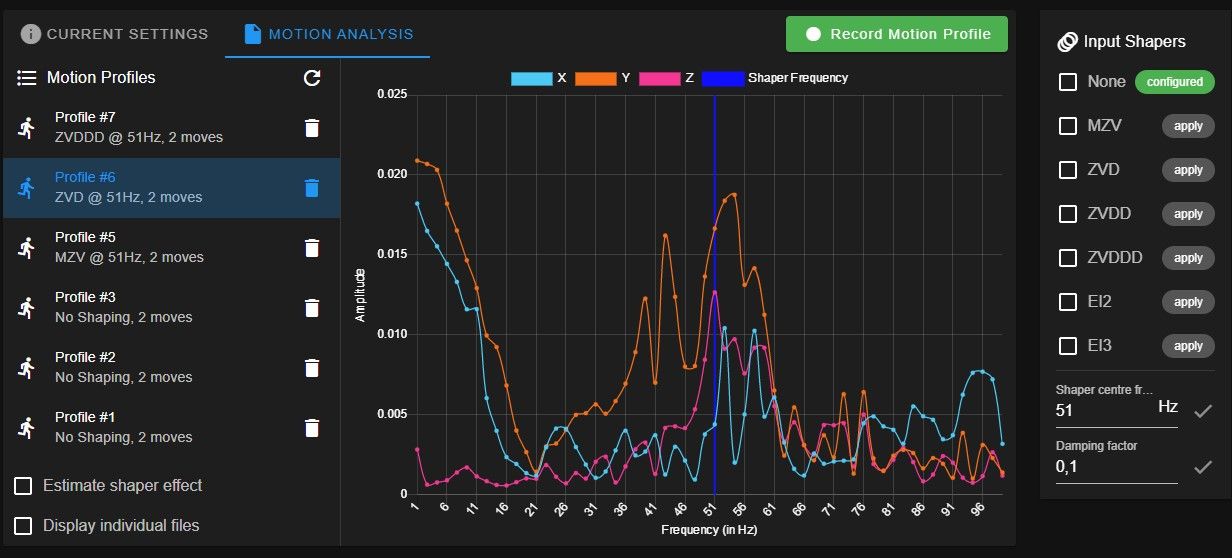
the interesting thing is that the plugin simulates the expected result with the input modeling, in these simulations the results seem very good, but when I collect data using the input modeling the actual results collected are not as good as the simulations.No shaper
simulating zvd
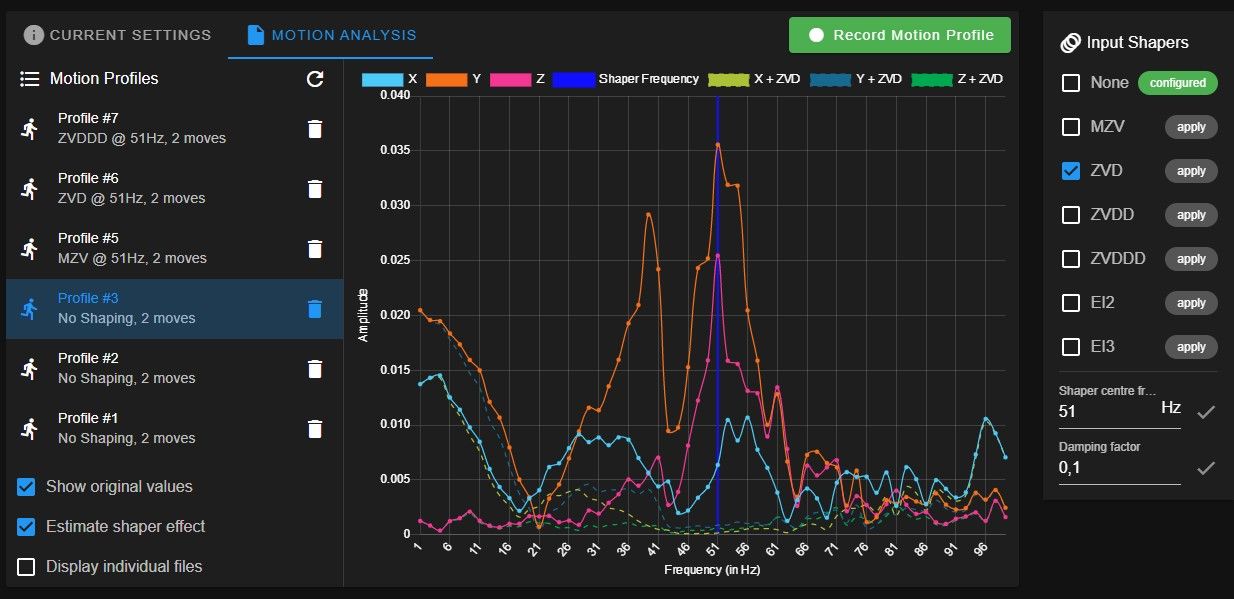
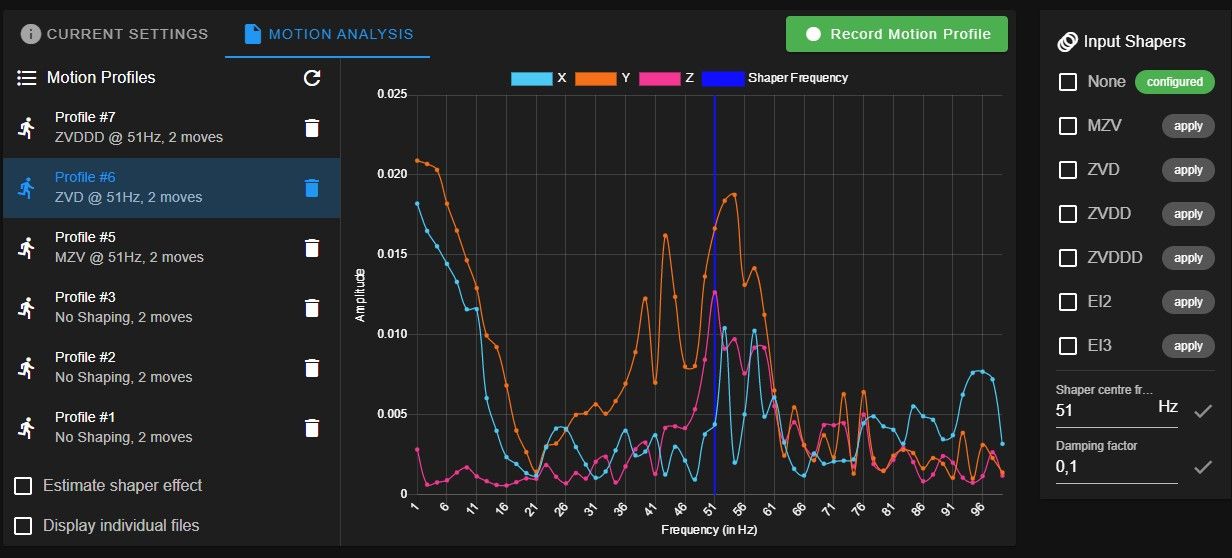
ZVD
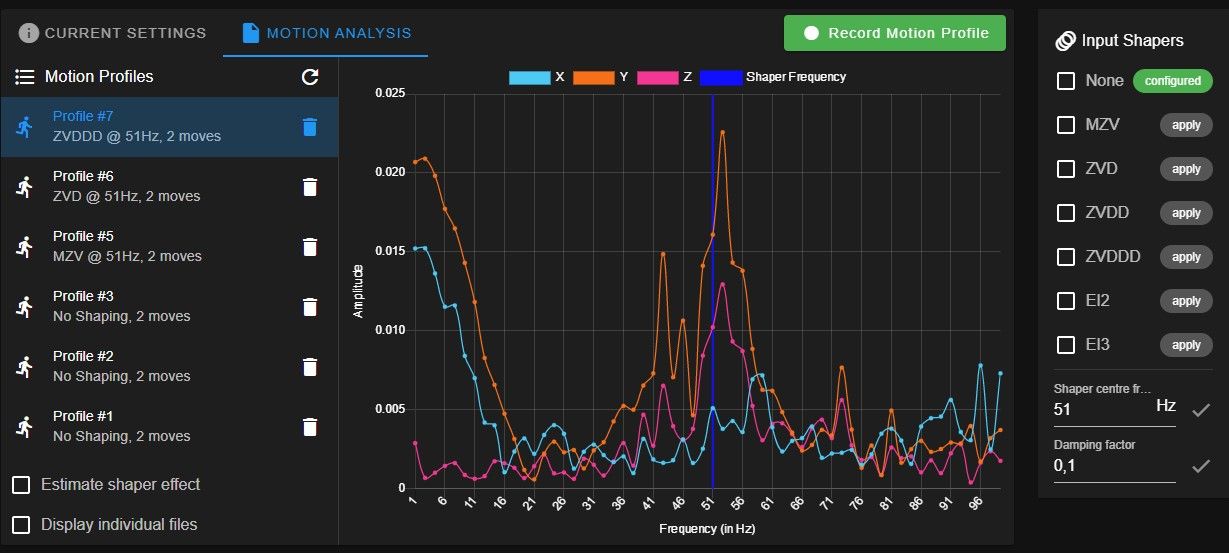
simulating zvddd
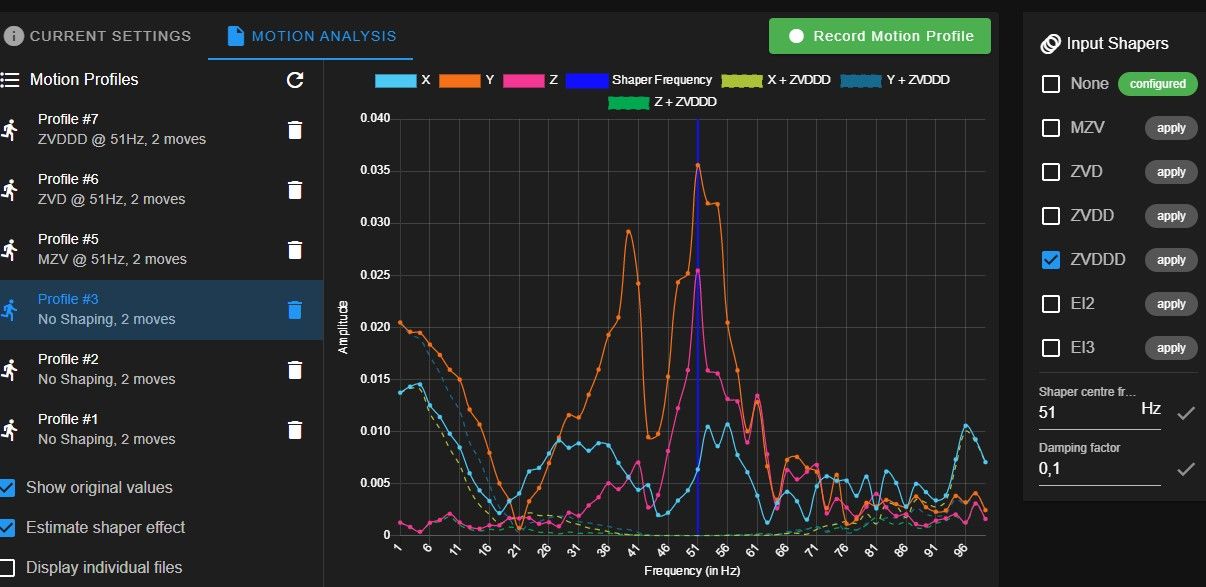
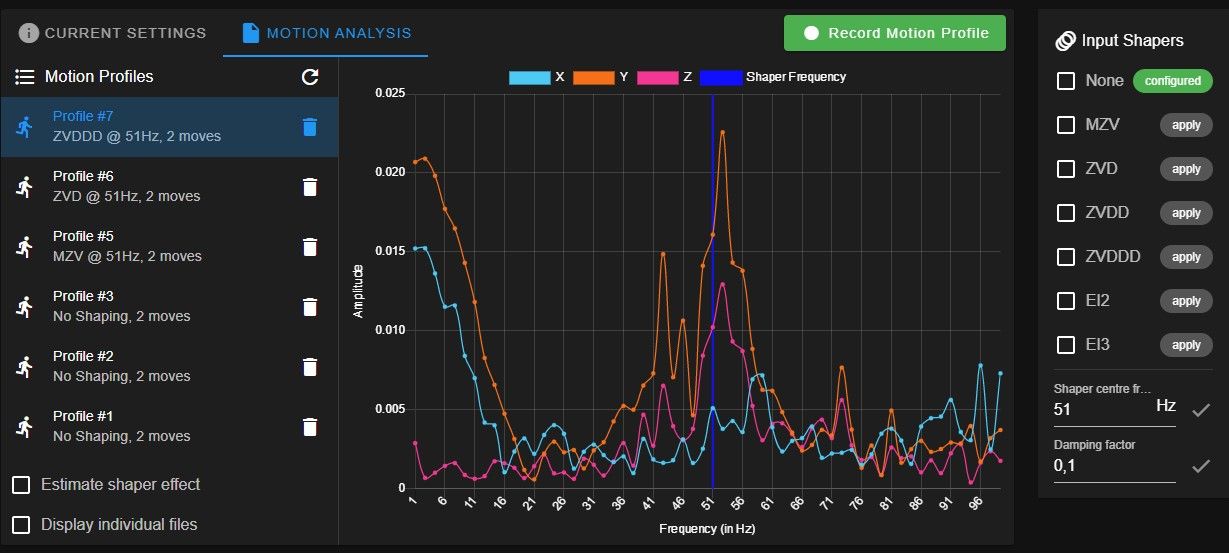
ZVDDD

=== Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.1rc1 (2022-05-03 09:34:00) running on Duet WiFi 1.02 or later Board ID: 0JD0M-9P6M2-NW4SS-6JKF6-3SJ6N-TBWVK Used output buffers: 1 of 26 (14 max) === RTOS === Static ram: 23868 Dynamic ram: 77364 of which 12 recycled Never used RAM 9924, free system stack 124 words Tasks: NETWORK(ready,13.6%,230) ACCEL(notifyWait,0.2%,232) HEAT(notifyWait,0.0%,316) Move(notifyWait,0.0%,283) MAIN(running,86.0%,448) IDLE(ready,0.2%,30), total 100.0% Owned mutexes: WiFi(NETWORK) HTTP(MAIN) === Platform === Last reset 00:09:15 ago, cause: power up Last software reset at 2022-05-20 11:14, reason: User, GCodes spinning, available RAM 12776, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x10 Aux0 errors 0,0,0 Step timer max interval 0 MCU temperature: min 20.1, current 30.2, max 30.4 Supply voltage: min 24.5, current 24.6, max 24.8, under voltage events: 0, over voltage events: 0, power good: yes Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0 Events: 0 queued, 0 completed Driver 0: standstill, SG min 0 Driver 1: standstill, SG min 0 Driver 2: standstill, SG min 0 Driver 3: standstill, SG min 0 Driver 4: standstill, SG min n/a Driver 5: Driver 6: Driver 7: Driver 8: Driver 9: Driver 10: Driver 11: Date/time: 2022-05-23 09:41:24 Cache data hit count 4294967295 Slowest loop: 56.88ms; fastest: 0.19ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 9 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 1.1ms, write time 248.2ms, max retries 0 === Move === DMs created 83, segments created 38, maxWait 448960ms, bed compensation in use: none, comp offset 0.000 === MainDDARing === Scheduled moves 20, completed 20, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 4], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0 Heater 1 is on, I-accum = 0.0 === GCodes === Segments left: 0 Movement lock held by null HTTP is ready with "M122" in state(s) 0 0, running macro Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty === Filament sensors === Extruder 0 sensor: ok === Network === Slowest loop: 115.06ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions HTTP sessions: 1 of 8 - WiFi - Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.26 WiFi MAC address 24:a1:60:2f:8d:12 WiFi Vcc 3.40, reset reason Turned on by main processor WiFi flash size 4194304, free heap 26616 WiFi IP address 192.168.1.109 WiFi signal strength -47dBm, mode 802.11n, reconnections 0, sleep mode modem Clock register 00002002 Socket states: 0 0 0 0 0 0 0 0After doing all the data collection, and inserting it in my config and I did a test print, I didn't see any difference, so something is really wrong
please help me understand if i'm doing something wrong or there might be something wrong with my firmware.
I'm using jerk of 300mm/min and accelerations of 3500mm/s2the accelerometer is fixed this way

Thank you for your help!
-
RE: problems with input modeling using pluginposted in General Discussion
@mikeabuilder we are learning together, that's what the forum is for. let's wait for people with more experience to help us. I look forward to getting good results.
-
RE: problems with input modeling using pluginposted in General Discussion
@rodokas the accelerometer is fixed this way

-
problems with input modeling using pluginposted in General Discussion
Friends, I need help using input modeling in duet 2 wifi 3.4.1
I have the accelerometer installed and I speak the readings successfully using the imput shaping plugin 3.4.0 b1.
after reading without input modeling, I apply some modeling to analyze the result, and they don't look good, I don't know if I'm doing something wrong or my mechanics are not good enough.
I'll put images in the correct order, from the data collections made by the plugin.
the interesting thing is that the plugin simulates the expected result with the input modeling, in these simulations the results seem very good, but when I collect data using the input modeling the actual results collected are not as good as the simulations.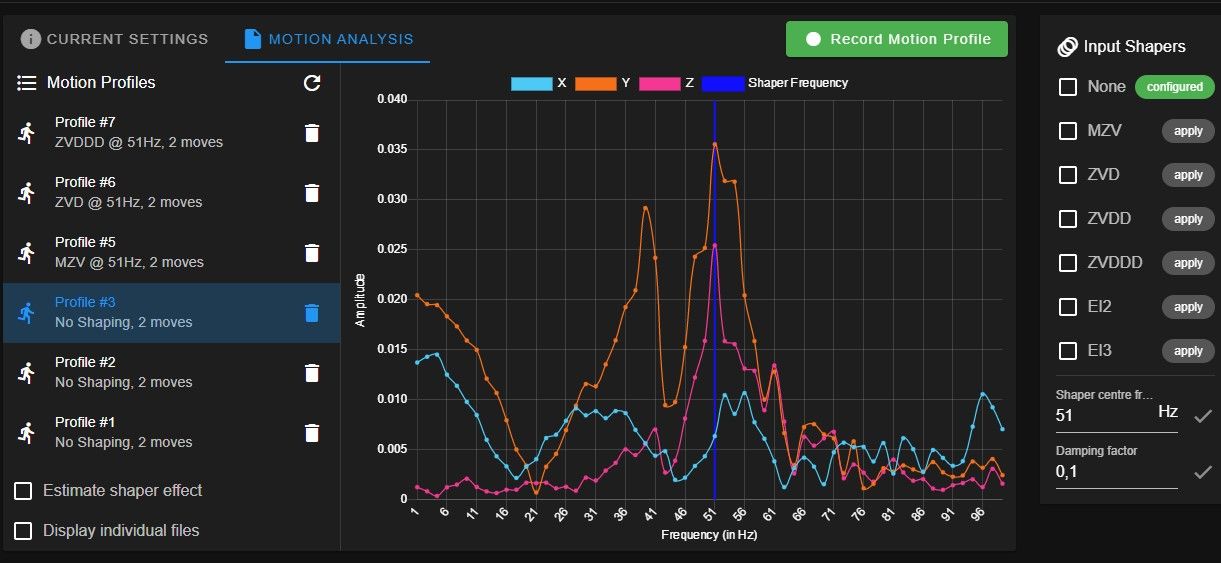 ![no shaper.jpg]
![no shaper.jpg]
simulating zvd
ZVD
simulating zvddd
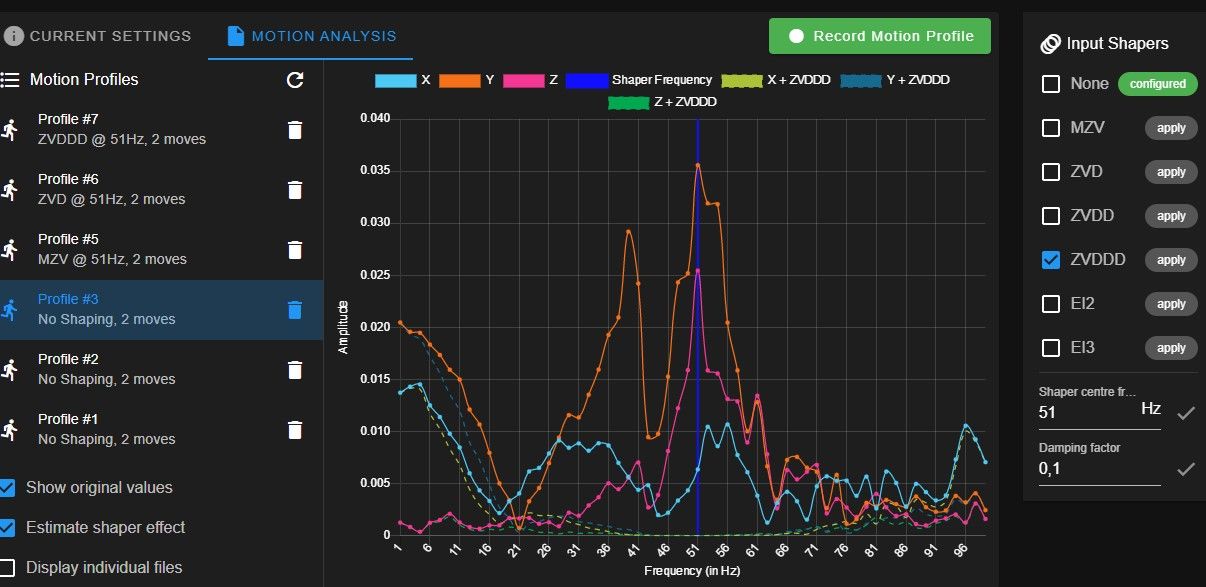
ZVDDD

M122
=== Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.1rc1 (2022-05-03 09:34:00) running on Duet WiFi 1.02 or later Board ID: 0JD0M-9P6M2-NW4SS-6JKF6-3SJ6N-TBWVK Used output buffers: 1 of 26 (14 max) === RTOS === Static ram: 23868 Dynamic ram: 77364 of which 12 recycled Never used RAM 9924, free system stack 124 words Tasks: NETWORK(ready,13.6%,230) ACCEL(notifyWait,0.2%,232) HEAT(notifyWait,0.0%,316) Move(notifyWait,0.0%,283) MAIN(running,86.0%,448) IDLE(ready,0.2%,30), total 100.0% Owned mutexes: WiFi(NETWORK) HTTP(MAIN) === Platform === Last reset 00:09:15 ago, cause: power up Last software reset at 2022-05-20 11:14, reason: User, GCodes spinning, available RAM 12776, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x10 Aux0 errors 0,0,0 Step timer max interval 0 MCU temperature: min 20.1, current 30.2, max 30.4 Supply voltage: min 24.5, current 24.6, max 24.8, under voltage events: 0, over voltage events: 0, power good: yes Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0 Events: 0 queued, 0 completed Driver 0: standstill, SG min 0 Driver 1: standstill, SG min 0 Driver 2: standstill, SG min 0 Driver 3: standstill, SG min 0 Driver 4: standstill, SG min n/a Driver 5: Driver 6: Driver 7: Driver 8: Driver 9: Driver 10: Driver 11: Date/time: 2022-05-23 09:41:24 Cache data hit count 4294967295 Slowest loop: 56.88ms; fastest: 0.19ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 9 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 1.1ms, write time 248.2ms, max retries 0 === Move === DMs created 83, segments created 38, maxWait 448960ms, bed compensation in use: none, comp offset 0.000 === MainDDARing === Scheduled moves 20, completed 20, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 4], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters 0 -1 -1 -1, chamber heaters -1 -1 -1 -1, ordering errs 0 Heater 1 is on, I-accum = 0.0 === GCodes === Segments left: 0 Movement lock held by null HTTP is ready with "M122" in state(s) 0 0, running macro Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty === Filament sensors === Extruder 0 sensor: ok === Network === Slowest loop: 115.06ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions HTTP sessions: 1 of 8 - WiFi - Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.26 WiFi MAC address 24:a1:60:2f:8d:12 WiFi Vcc 3.40, reset reason Turned on by main processor WiFi flash size 4194304, free heap 26616 WiFi IP address 192.168.1.109 WiFi signal strength -47dBm, mode 802.11n, reconnections 0, sleep mode modem Clock register 00002002 Socket states: 0 0 0 0 0 0 0 0After doing all the data collection, and inserting it in my config and I did a test print, I didn't see any difference, so something is really wrong
please help me understand if i'm doing something wrong or there might be something wrong with my firmware.
I'm using jerk of 300mm/min and accelerations of 3500mm/s2 -
RE: problem with irregular bltouch meshposted in General Discussion
@fcwilt thanks for the example. but in my case the touch does not understand the bed slightly higher at x +, it is as if on the right side of the table the z offset was different from the left side of the table. I need to identify where there may be a difference for this to happen, when I find it I will put it here. thank you
-
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux
you were right, after the home all and the two engines are aligned with the table, I decided to make a g30 on each side (x5 and x295) and try to lower the nozzle to the table to see if there is a difference.
the result: at x5 and in the center of the table, the g30 corresponds exactly, so after the g30, I put the nozzle at 0.1 and it really has 0.1. But in position x295 after g30, I should have the same result, but immediately after g30, when I send the nozzle go up to 0 it touches the table, and I found that it only moves away from the table when it is at 0.2, so I have that difference.
There is no software error, there is no mesh error. all measurements were made at 150 y.
as much as I insist on the g30 in position x295 and y150 I have the same result, it is as if the bltouch measured wrong only in that position, the whole mechanics seems to be correct, but I do not understand what may be happening. -
RE: problem with irregular bltouch meshposted in General Discussion
the result was wrong when the mesh compensation was active, as the table was not with uneven corners, I decided to try without the bed leveling active because at home it does the leveling of the sides of the table by the motors, so in theory even without active mesh was not to have differences close to the spindles.
resultaldo, the same error. so even when leveling the spindles using the bltouch, which is very good, and disabling the mesh compensation, in the first layer there is a difference between the points near the spindles, this could not exist because the spindles were leveled using the bltouch. I am really confused on what could be happening because I discard mesh error, firmware.
thank you all for trying. -
RE: problem with irregular bltouch meshposted in General Discussion
@fcwilt there is no lost g32, but now i have fixed my beg.g file so as not to cancel the leveling anymore.
-
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux
G28:
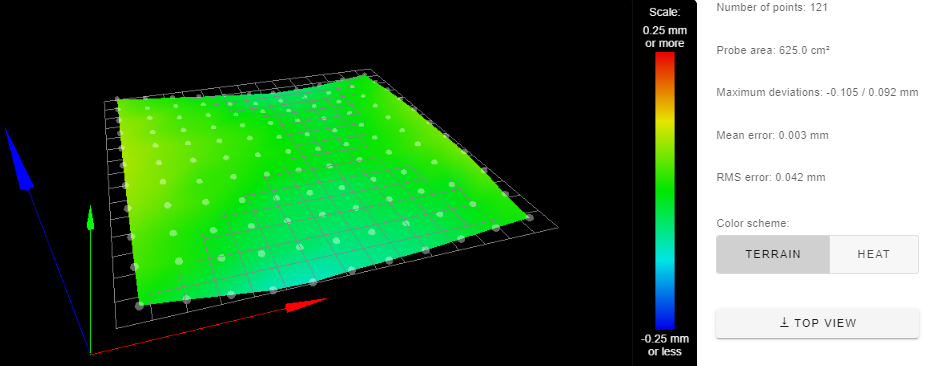
Leadscrew adjustments made: 0.105 0.104, points used 2, (mean, deviation) before (0.104, 0.001) after (0.000, 0.000)G29:
121 points probed, min error -0.105, max error 0.092, mean 0.003, deviation 0.042 -
RE: problem with irregular bltouch meshposted in General Discussion
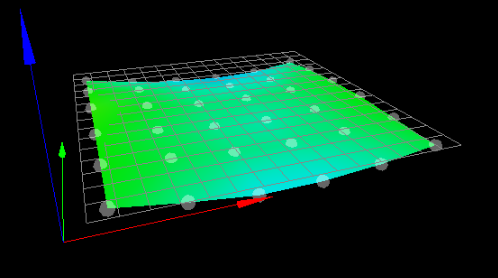
I also tried a mesh with more stitches, 121, but I got the same result, the right side of the machine, the first layer is more crushed, the only way to correct this is by using the table screws after creating the mesh.
-
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux thank you very much for the help, my g codes are cleaner and more correct, however I carried out new tests and saw no difference, I believe that some problem is not in firmware, to eliminate the possibility of a problem with the screws, I put it on the slicer for the jump za each travel movement in about 4 mm, thus eliminating any possibility of clearance on the z axis, even so I did not have any different results, the right side of the printer, where I have y + is always higher and I cannot make the engines compensate for that. the mesh is good but in practice that side gets higher.
this is the current mesh, everything looks perfect, but when I print I don't get the same in practice as the theory, it seems that the motors do not obey the correct values of the mesh.
-
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux I inserted it in my home z, it seems that everything works fine
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.1 on Fri Jun 05 2020 16:15:12 GMT-0300 (Horário Padrão de Brasília) G91 ; relative positioning G1 H1 Z-350 F900 ; move Z down until the endstop is triggered G90; G1 X150 Y150 Z3 F6000; raise for clearance G30 ; probe the bed M671 X-43:343 Y165:165 S1; parafusos de avanço à esquerda (conectado a Z) e à direita (conectado a E1) do eixo X M208 X0:300 Y0:300; G30 P0 X10 Y150 Z-99999; sonda perto de um parafuso de avanço, a meio caminho ao longo do eixo Y G30 P1 X290 Y150 Z-99999 S2; sonda perto de um parafuso de avanço e calibre 2 motores G1 X5 Y5 F6000; -
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux I don't know if I expressed myself correctly, I would prefer to continue with the optical endstop that I have for the 2 engines, then probe the center of the table, and then afterwards set the z0 for each engine again using the bltouch next to each spindle. would it be possible?
I can't imagine how it would be, the link to teach to use either the probe or the endstop, but not the two systems. -
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux
I'm sorry I forgot that I leave the probe configuration in a macroM950 S0 C"exp.heater3" ; criar servo / gpio 0 no aquecedor de 3 pinos no conector de expansão M558 P9 C"^zprobe.in" R0.2 H2.8 F60 T10800 ; BLTouch conectado ao pino de entrada da sonda Z G31 P500 X-4.5 Y25 Z0.55 ; deslocamento da sonda com o bico M557 X20:280 Y30:290 S50 ; define mesh gridif my z-axis is a little unbalanced, it can hit, so I don’t think it’s safe to probe the center of the bed and then probe the bed close to the engines, maybe if I did all that I mentioned after using the endstop I already have it would make it safer.
I will try this change and then put the result.would my new abs mesh macro look like this?
;macro /macros/__prepare_ABS.g prepare the machine after a cold start for ABS printing T0 ; define tool M190 S95 ; Set the bed temperature at 95°C and wait for it G28 ; home G29 S0 ; executa leitura da cama G29 S3 P"ABS.csv" ; salva a leitura como ABS G1 X5 Y5 F7200; -
RE: problem with irregular bltouch meshposted in General Discussion
@Phaedrux you are right, i will put all gcodes here.
;config.g ; Configuration file for Duet WiFi (firmware version 3) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"3DPRINT" ; set printer name M669 K1 ; select CoreXY mode ; Network M552 S1 ; enable network ;M552 S2 ;Habilitar ponto de acesso M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S0 ; desabilitado Telnet ; Drives M569 P0 S0 F3 ; physical drive 0 goes forwards M569 P1 S0 F3 ; physical drive 1 goes forwards M569 P2 S1 F3 ; physical drive 2 goes backwards M569 P3 S1 F3 ; physical drive 3 goes backwards M569 P4 S1 ; physical drive 4 goes backwards M584 X0 Y1 Z2:3 E4 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; Micropassos cem interpolação M92 X80.00 Y80.00 Z800.00 E416.5 ; set steps per mm M566 X400.00 Y400.00 Z60.00 E2000.00 P1 ; set maximum instantaneous speed changes (mm/min) JERK M203 X12000.00 Y12000.00 Z720.00 E2100.00 ; set maximum speeds (mm/min) M201 X2300.00 Y2300.00 Z240.00 E9000.00 ; set accelerations (mm/s^2) ;M204 P2600 T2000 ; set accelerations travel (mm/s^2) M906 X1150 Y1150 Z1150 E700 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S20 ; Set idle timeout ; Z-Probe M98 P"0:/macros/configuracao_sonda" ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 A180.2 C510.1 D2.9 S0.75 V12.8 B0 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S115 ; set temperature limit for heater 0 ;M308 S1 P"e0temp" Y"thermistor" T100000 B4267 ; configuração conforme opção 5 do marlin M308 S1 P"e0temp" Y"thermistor" T100000 B4725 C0.0000000706 ; configuração conforme recomendação do duet3d M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 ;M307 H1 B1 ; ativa o modo bang bang M307 H1 A651.7 C191.8 D6.3 S1.00 V12.7 B0 ; disable bang-bang mode for heater and set PWM limit M143 H1 S250 ; seta o limite de temperatura para o extrusor ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 C"fan0" S0 H-1 ; set fan 0 name and value. Thermostatic control is turned on ;M950 F1 C"fan1" Q500 ; create fan 0 on pin fan0 and set its frequency ;M106 P1 C"PLACA" S1 H1 T40 ; set fan 0 name and value. Thermostatic control is turned on M950 F2 C"fan2" Q200 ; create fan 2 on pin fan2 and set its frequency M106 P2 C"FONTE" S0.8 H1 T180 ; set fan 2 name and value. Thermostatic control is turned off M950 F1 C"e1heat" Q500 ; create fan 1 on pin HEATER2 and set its frequency M106 P1 C"HOTEND" S1 H1 T60 ; set fan 1 name and value. Thermostatic control is turned off ; Axis Limits M208 X-3 Y0 Z0 S1 ; set axis minima M208 X300 Y300 Z345 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S1 P"zstop+e1stop" ; Tools M563 P0 D0 H1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Miscellaneous M911 S11 R11.5 P"M913 X0 Y0 G91 M83 G1 Z1 E-2 F1000" ; set voltage thresholds and actions to run on power loss M501; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.1 on Fri Jun 05 2020 16:15:12 GMT-0300 (Horário Padrão de Brasília) G91 ; relative positioning G1 H2 Z2 F900 ; lift Z relative to current position G1 H1 X-305 Y-315 F6000 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X-305 ; home X axis G1 H1 Y-315 ; home Y axis G1 X3 Y3 F6000 ; go back a few mm G1 H1 X-305 F600 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-315 ; then move slowly to Y axis endstop G90 ; absolute positioning G1 X5 Y5 F6000 ; go to first bed probe point and home Z; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.1 on Fri Jun 05 2020 16:15:12 GMT-0300 (Horário Padrão de Brasília) G91 ; relative positioning G1 H1 Z-350 F900 ; move Z down until the endstop is triggered G1 Z3 F900 G1 H1 Z-5 F150 G92 Z0 ; set Z position to axis minimum (you may want to adjust this) G1 H1 Z3 F900 G1 Z2.9 G30; bed.g ; called to perform automatic bed compensation via G32 ; ; generated by RepRapFirmware Configuration Tool v3.1.1 on Fri Jun 05 2020 16:15:10 GMT-0300 (Horário Padrão de Brasília) ;M561 ; clear any bed transform;macro /macros/__prepare_ABS.g prepare the machine after a cold start for ABS printing T0 ; define tool M140 S95 ; Set the bed temperature and don't wait for it M190 S95 ; Set the bed temperature at 95°C and wait for it G28 ; home G29 S2 ; Limpa a malha G29 S0 ; executa leitura da cama G29 S3 P"ABS.csv" ; salva a leitura como ABS G29 S1 P"ABS.csv" ; carrega a malha ABS G1 X5 Y5 F7200 M500;I really don't know if the M500 makes a difference at the end of the ABS macro


