Hi I just had the idea it ould be awsome if the path to a spcific value would be copied in the object model plugin just by clicking on it. That way one could look for the value he needs and then copy and paste it into his gcode.
Greetings TC
Hi I just had the idea it ould be awsome if the path to a spcific value would be copied in the object model plugin just by clicking on it. That way one could look for the value he needs and then copy and paste it into his gcode.
Greetings TC
For those who might be interested ")
I found a solution: Right after the M582 a couple of M400 commands have to be included. It looks like one needs as many M400 as there are G1 commands in the trigger file. It is more a workaround than a clean solution, but works fine for me
Hi I am working with RRF filament assignment again and still can not understand why it is not possible to assign the same filament type to multiple extruders. Is there any reason for this and if not could it be changed? Or what exactly is the idea how to tell the firmware it has two PLA tools?
greetings
TC
You have indent every line Inside the if Statement
I am using Slic3r. Actually it seams I identified the problem. Slic3r had a threshold of layer time above which it turnes off the cooling. On my object that happened exactly in these layers which had the bottom structure for the wider screw hole... but is it possible ghe absence of cooling makes such a difference on the outer surface?
@fcwilt its the analog input value provided by the untouched piezo sensor
@timcurtis67 you might be right. Any idea how I can reduce that shrinking?
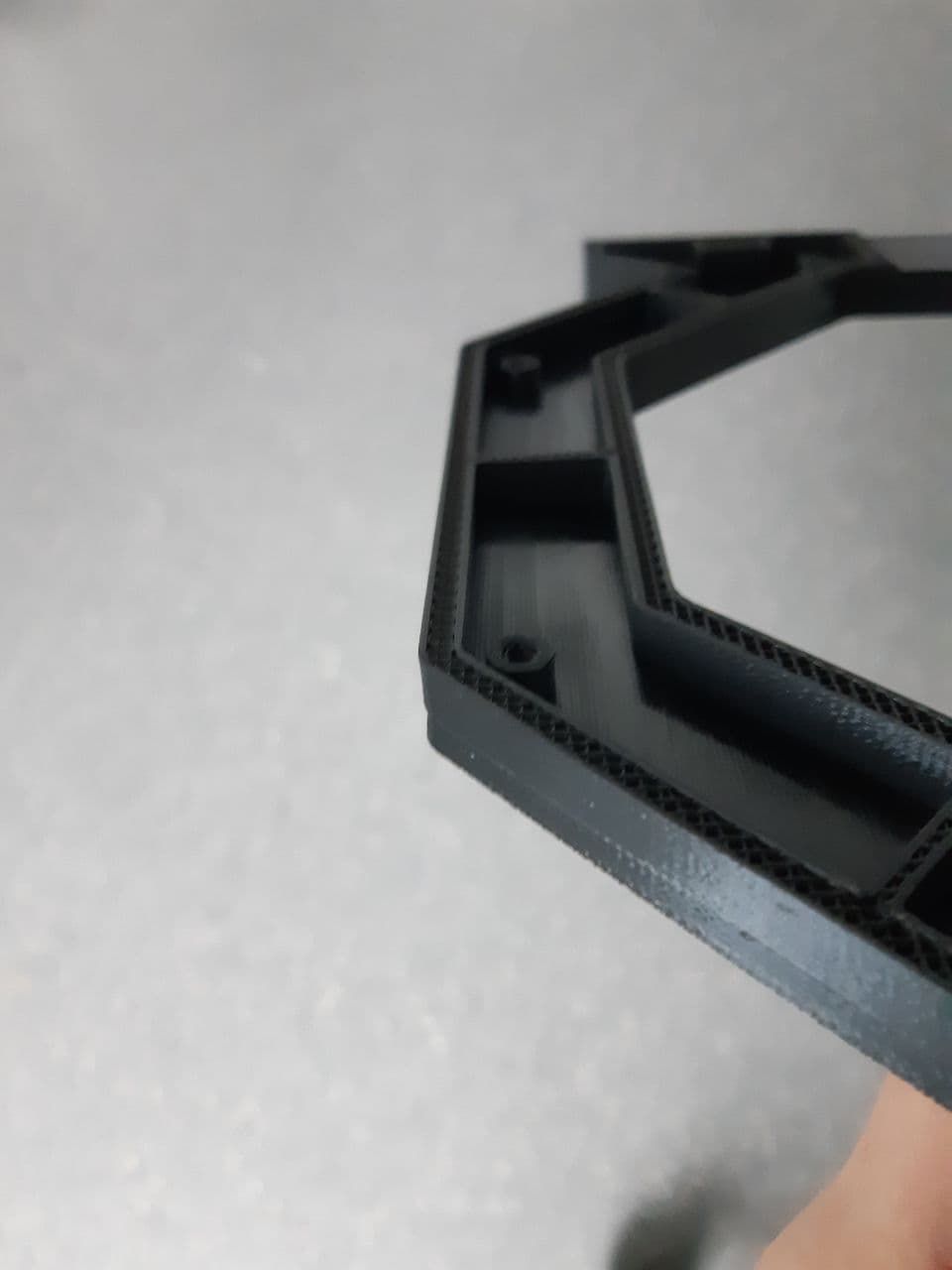
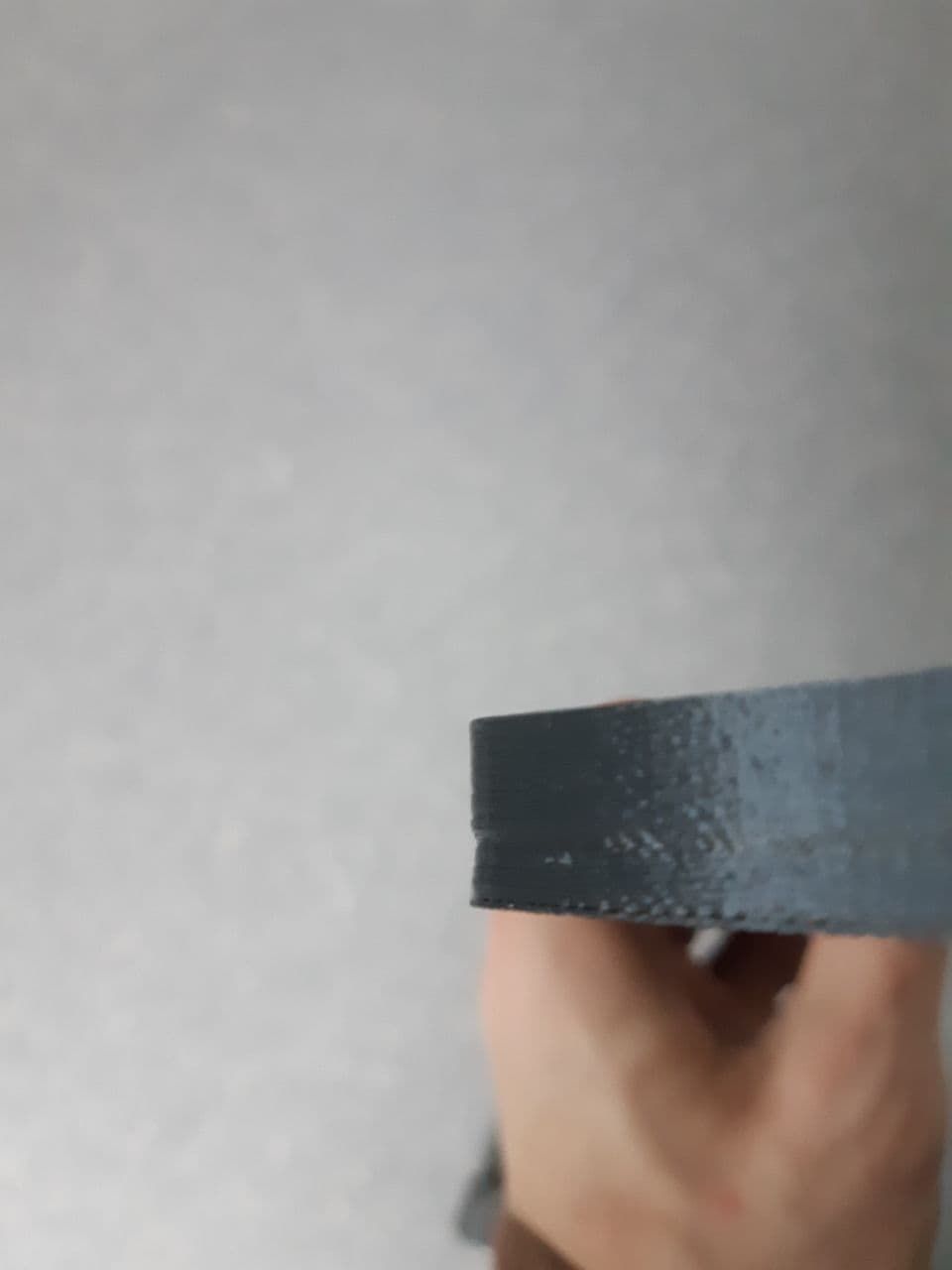
Hi I have an odd problem and am not even sure if there is a name for it. I am printing a frame that consists of a bottom plate and then walls with 5mm thisckness while the inner area is empty. What happens now is that the change from the bottem plate to the walls is clearly visible on the outer surface. It looks like a kink in the wall, like overextrusion for the first view wall layers... onyone seen that before?
Nice work around 
Thx David!
Hi I noticed that the printer allways makes an automatic move to the saved return point after a tool change. Is that intended and necessary? I mean everone is free to have such a command at the end of tpost.g. For me it is makes everything more complicated... maybe it could be made an optional thing?
Greetings
TC
Hi I just had the idea it ould be awsome if the path to a spcific value would be copied in the object model plugin just by clicking on it. That way one could look for the value he needs and then copy and paste it into his gcode.
Greetings TC
@koreandi first you should manually switch between Tools using T0 P0 and T1 P0 and check if the Coordinates displayed in DWC change as expected