What could cause this heightmap pattern
-
Just curious if anyone has a thought about what might cause these mysterious patterns on my bed map.
Note that the scanning happens along the x axis but the pattern is along the y axis.
Hardware is a CR10 S5, there are two y rails and two y carriages.
My first guess would be a sloppy rail on the right side but wouldn't 'floppy' also imply some variation in the pattern?
The pattern is consistent with any number of probe points. The uploaded map has 441 points.
Thoughts ?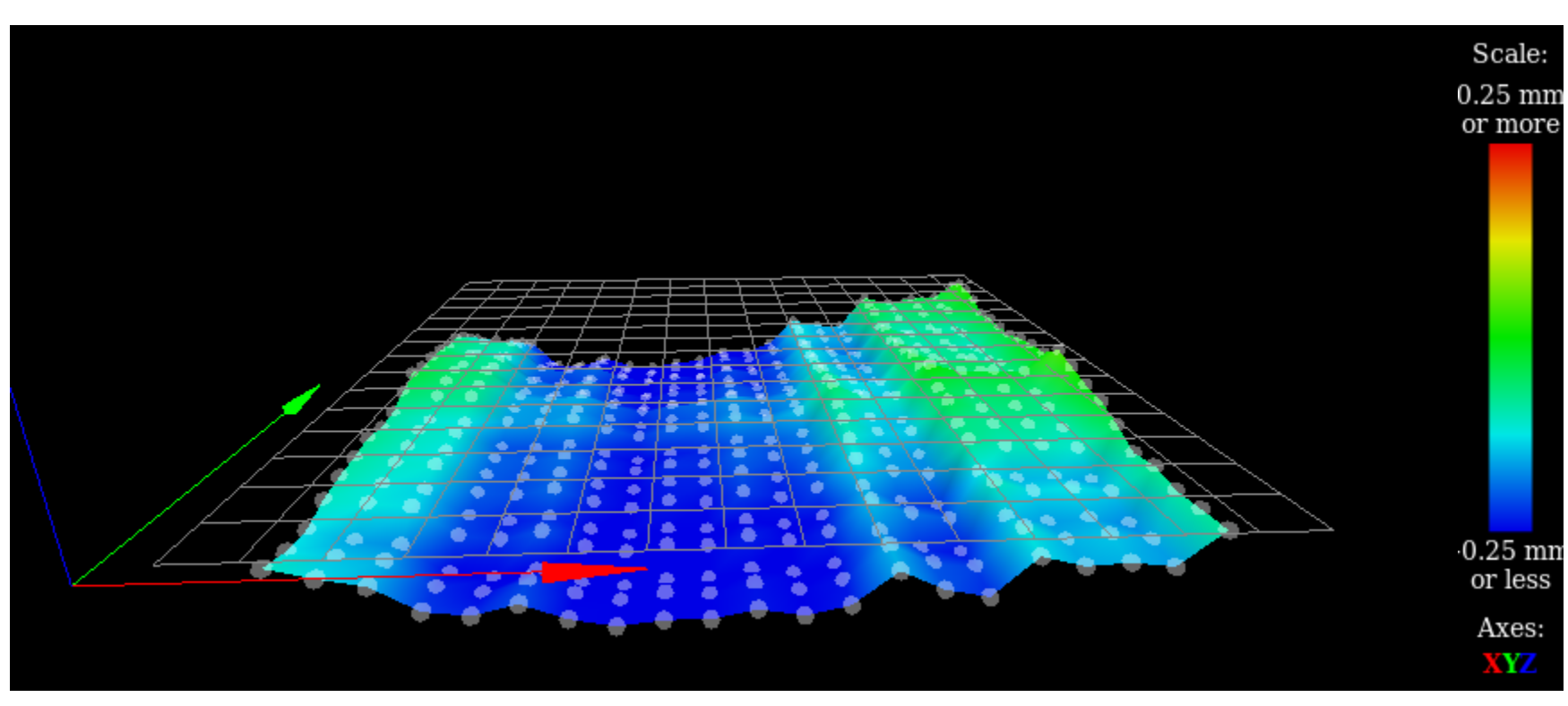
I am assuming the dip in the middle is gantry sag because of the size of the bed (500*500) but interestingly the sag is quite a bit off center.
I have not yet tried to rotate the glass plate 90 degrees ut that will be my next step. -
Gantry sag would cause the height map to bulge up, not down.
-
Ah, that makes sense when I think about it ...... any other thoughts on the pattern ?
-
it could be bed sag. that the bed is deforming under its own weight.
-
Do you have any sort of magnetic build plate? I’ve seen something like this when adhesive fails on the edges of a bed covering on of one of my printers.
-
Thank you for your thought but no. It is an aluminum bed plate with a glass sheet on top and a 120V AC bed heater underneath.
-
Could you post a video of the probing routine? At least a good part of it? I'd like to see what the motion of the printer is like.
-
Unfortunately my 5 or so year old cell phone is not up to the task of taking such a video
 Heck, even a plain photo turns out fuzzy.
Heck, even a plain photo turns out fuzzy. -
Is the heightmap accurate? If you print a test file like this twice, once with mesh compensation and again with it deactivated, does it print better with it turned on?
-
The height map is accurate. I have run it a total of 6 times. Twice cold, twice at 90C bed temperature and twice at a reduced resolution of 49 probe points with a cold bed.
I then did a matrix subtraction of the two probings in each set to see the difference in readings. They turned out surprisingly consistent.
Seeing that the difference between high areas and low areas is around 0.4 mm. it becomes very difficult to print anything without mesh compensation.
I will give the stl you attached a try and report back. -
@jens55 said in What could cause this heightmap pattern:
it becomes very difficult to print anything without mesh compensation.
It is a great feature.
-
The stl file is non printable. It imports into Cura but without a body. I can't slice it.
-
It's thin lines in a pattern. You may need to alter the extrusion width for your first layer, or enabled printing thin walls in cura?
-
@Phaedrux, I will see what I can do ... I have a 0.8 mm nozzle set up so that may be the problem.
-
In that case, try this one.
-
Dang it ... just finished making it printable ....
-
OK, the pattern is 0.4 mm tall and I am printing a 0.4 mm layer.
No compensation - about 1/3 of the print was ok, 1/3 was too high and 1/3 was too low.
WIth compensation - 95 % ok, only a small corner lifted a bit, possibly the second nozzle hitting the print.
Now the test was done in the middle of the bed that is relatively even.
Second test with mesh map active but a 0.2 mm layer height - perfect
Third test with same setup as second test but the model moved from the flat lands to the foothills and mountain range. Gut feeling is that the previous (flat land only) layer was a tad thicker but I have nothing but gut feeling to speak for that and the print was also 100% ok!I am tickled pink about this result !
Of course this doesn't say anything about why the bed patterns are the way they are.
-
It would be interesting to find the reason for your intial question...
My ideas:
- you use glass, this huge difference is strange. Does your sensor measure the glass or the aluminium underneath: which type is the sensor?
- is the print bed fixed by screws (= do they have play for thermal expansion), is it supported below, is it bent by the screws?
- is the visual check in accordance with the measurement: a hairlineal would be perfect, but a h7 precision steel rod could help also, to check whether the surface is really the same as measured
- a mechanical reason is also possible: hotend at the right or left end could stuck the Z movement and produce wrong measurement at the edges (weight changes the angle of the axis. In the middle it's balanced)
-
@JoergS5 said in What could cause this heightmap pattern:
- you use glass, this huge difference is strange. Does your sensor measure the glass or the aluminium underneath: which type is the sensor?
BLTouch so it measures the glass surface.
- is the print bed fixed by screws (= do they have play for thermal expansion), is it supported below, is it bent by the screws?
Weeeelllll, that is a bit of an issue but doesn't explain the map. To answer the question, the normal Creality CR10 setup has 4 spring loaded screws. They are maybe 20 mm long so there is a built-in compliance. I have removed the spring, installed a locking nut underneath the bed and two nuts around the lower support - one below and one above. This does introduce some issues with stress but since the screws are fairly long, I am assuming/homing that there is enough give. If there wasn't enough give I would expect some deformation around those 4 screws but what I am seeing is completely different.
- is the visual check in accordance with the measurement: a hairlineal would be perfect, but a h7 precision steel rod could help also, to check whether the surface is really the same as measured
Not sure what you are saying here but multiple probings ot he entire bed were done and they were confirmed to be fairly close.
- a mechanical reason is also possible: hotend at the right or left end could stuck the Z movement and produce wrong measurement at the edges (weight changes the angle of the axis. In the middle it's balanced)
Not sure about this question either but off hand there is nothing that I see in the bed map that I could contribute to a slight angle change.
-
What side of the bed does the wire bundle/filament come from into the carriage? High X maybe?