Inconsitent extrusion - Duet 2 Wifi - Custom CoreXY
-
I would take the leadscrews out and check for friction at any point on the z axis. you have it constrained at 4 points, which is possibly overkill (imo) and definitely makes it harder to align.
If youve gotten the same results with multiple extruders and have troubleshooted them as much as you say you have, I would bet money its something mechanical related and not the software's fault.
A bent frame is also definitely possible, and i had the same issue with my build until i reassembled it on a marble countertop (to insure flatness)What mine looked like before reassembling
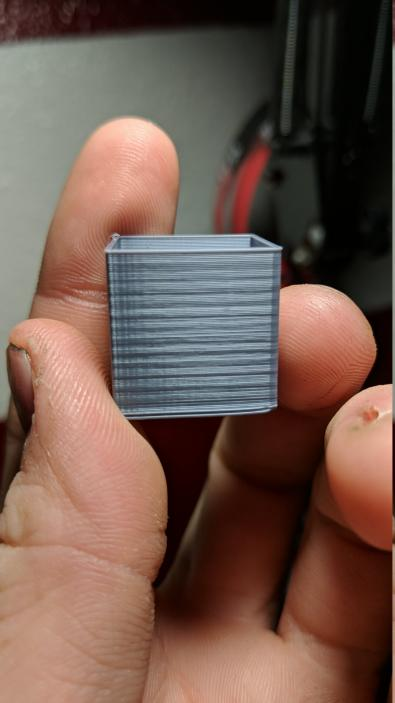
Is the cube the correct height within .01mm or so? Are those missed steps on the z affecting it in any way or are you compensating some way in software?
Cant stop tuning wont stop tuning.
Dbot, Custom i3, Voron 0&2 -
@jens55 My apologies for the inconsitency. The white cube is printed with a gregs wade direct drive configuration. Direct drive resolved most of the issues shown in the second picture (grey filament). Any level of pressure advance seemed to slightly help in areas where there was bulging at the end of a print move, but created more issues during short print moves creating under extrusion.
-
Ah, that makes sense as I can't really see much wrong with the white print but the grey print(s) show the pressure advance issues.
Can't comment on missed steps in Z but chances are it is mechanical as mentioned. -
Thanks for the reply. Z height = 20.05, X = 20.13, Y = 20.03.
There is no software compensation that I am aware of. Though I am curious which software compensation you may be referring to as it may be interesting to play with.
That is a really interesting picture you uploaded. It seems to match my cubes Z inconsistencies.
-
jerk 12000?
-
@mrehorstdmd I realized after I posted this that I set that value to allow the extruders acceleration to not be limited by jerk settings. Great catch though because that is definitely an absurd value.
-
I was afraid I would have to rebuild the Z-axis but based on the comments I have received so far that seems like the first step to fixing the inconsistent wall problem.
-
@Ljbleam all you should have to do to test for friction is take out the leadscrews and move it by hand
Also whats your steps/mm for all axis'?
Have you tried lowering the z microstepping to 16 with interpol? -
@Turbo When I first put the thing together I tested the Z axis and it was SUPER jumpy when traveling up and down. Lots of binding happening. I reassembled and it was better (less jumpy) but I had a problem where at a certain height it would bind (squishing the layers together) and then release quickly on the next step down. I put a dial indicator on the bed and stepped it down 0.1mm at a time and got an average error of around 4% per step ([measured step - expected step] / expected step). Curious if that 4% error is enough to create the effects shown in the white test cube. I suppose it must be.
Microstepping – (X16 Y16 E16 I1) Z256. I have tried interpolation on Z axis as well.
-
@Ljbleam Assuming you used a calculated value for the z axis steps/mm, then the error wouldn't have a great effect, since your cube is still 20.05 tall. If you adjusted it manually, you couldve overcompensated.
Whats the steps/mm on each axis, not the microstepping config.Cant stop tuning wont stop tuning.
Dbot, Custom i3, Voron 0&2 -
Micro stepping produces very low power steps between full steps and any binding whatsoever will cause you nothing but grief!
-
M92 X100.00 Y100.00 Z6400.00 E940.00
Thats with 256microstepping. So that is a calculated (non compensated) value.
6400/256 = 25 full steps per mm. 25steps * 1.8degrees = 45 degrees / 1mm step. 360 degrees / 45 degrees = 8 mm/revolution
-
@jens55 Great input. This is something I did not consider. Before rebuilding Z axis I will try lower microstepping to give the motors more power and hopefully overcome the binding.
-
@Ljbleam, that's the wrong approach! Fix the binding !
-
@jens55 said in Inconsitent extrusion - Duet 2 Wifi - Custom CoreXY:
@Ljbleam, that's the wrong approach! Fix the binding !
I agree it is a bandaid fix. But that would certainly confirm the binding problem
")
-
@Ljbleam I would go back to 16 microsteps with interpol on the z axis. Your steps/mm should be 800 with that.
-
@Ljbleam, not necessarily .... each micro step has a certain amount of drive to it. If the stepper is commanded to go 5 steps there is more power there than 1 step. If the problem is stiction then there is a good probability that you can overcome the issue with larger steps. With binding, what's to say that microstep 1 and 2 perform perfectly but that steps 3,4 and 5 are not stepping properly.
Let's say you half the microsteping .... Step 1 will work perfectly (previously step 1 and 2) and step 2 binds (previously step 3,4,5).
Yes, it might show the issue but then it might not ..... -
Mhh interesting ... I have a similar issue.
Have you checkt die filament diameter?
How is your role of filament guided? Is it hard to turn it?
What about the temperature of your extruder (did the change in current do anything?)? is it getting very hot?
How is your bowden tube guided? is it twisted (and maybe therefore the filament causing inconsistent extrusion)?
How is your part cooling? Maybe you are cooling the heatblock and therefore the extruder having troubles extruding a constant amount of filament?
Have you tried playing with the acceleration of the Extruder?The strang thing is, that I ran into this issue just recently. but it looks exactly the same ... in the most part I have constant extrusion but then a bit under and a bit overextrusion causing the walls not being consistant.
![20200405_103830[1].jpg](/assets/uploads/files/1586076124937-20200405_103830-1-resized.jpg)
![20200405_103839[1].jpg](/assets/uploads/files/1586076156064-20200405_103839-1-resized.jpg)