G29 G32 😱
-
GOOD MORNING
I have problems after the G32 I go down manually then I move with x but there is a difference in height, so I do a G29, I try again manually but it does not compensate for anything because it does?
thank you -
You need to give more details like what type of machine and Duet board.
-
yes sorry duet wifi delta machine
-
good morning can you help me please i can't get a good level. I don't understand why I'm wrong. I put you my configurations
config-override.g file generated in response to M500 at 2020-07-04 21:55
; This is a system-generated file - do not edit
; Delta parameters
M665 L520.889:520.889:520.889 R272.296 H365.630 B200.0 X-0.273 Y-0.895 Z0.000
M666 X2.672 Y-0.944 Z-1.727 A-0.99 B-1.14
; Heater model parameters
M307 H0 A90.0 C700.0 D10.0 S1.00 V0.0 B1
M307 H1 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H2 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H4 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H5 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H6 A340.0 C140.0 D5.5 S1.00 V0.0 B0
M307 H7 A340.0 C140.0 D5.5 S1.00 V0.0 B0
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
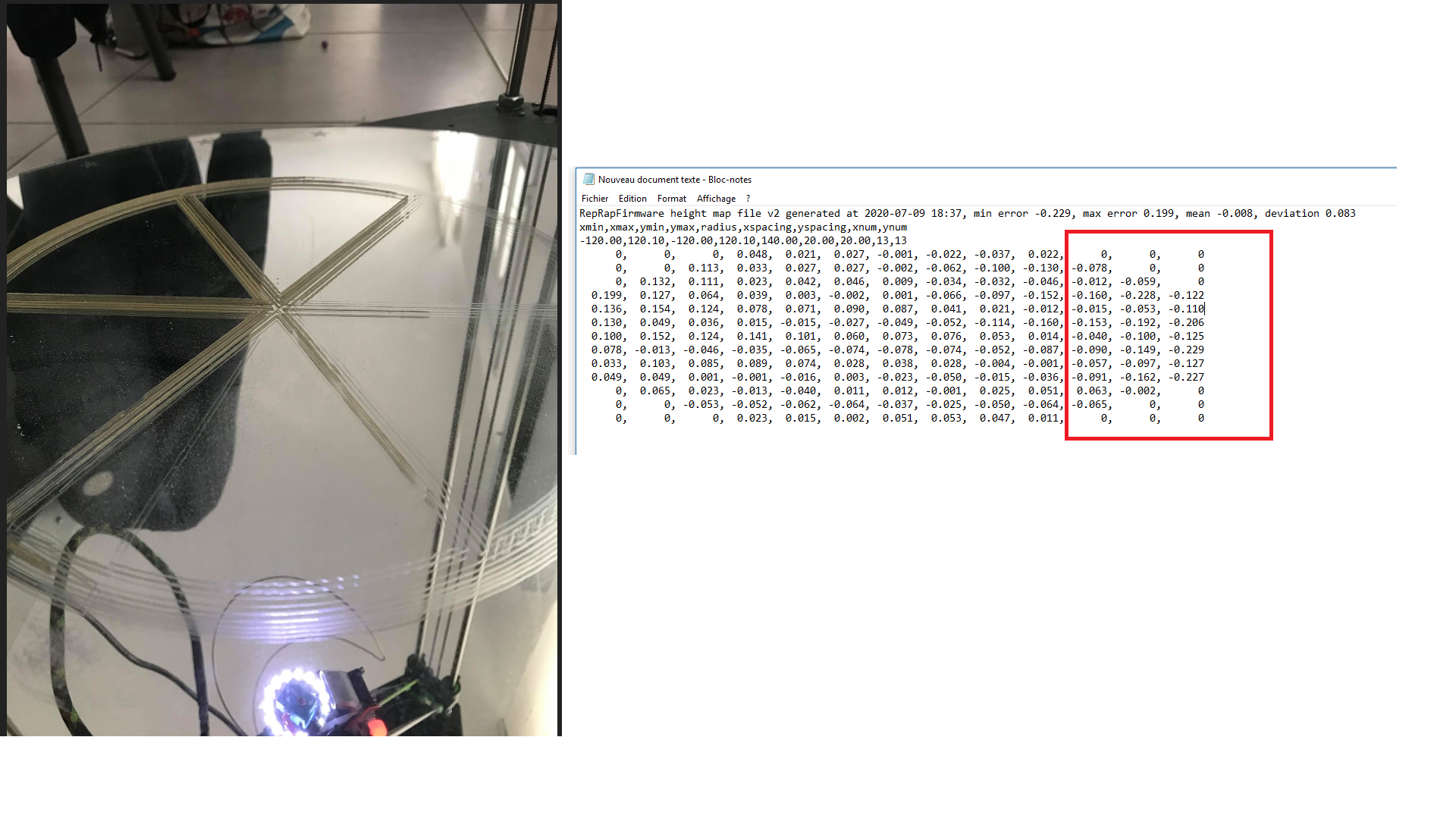
G10 L2 P9 X0.00 Y0.00 Z0.00RepRapFirmware height map file v2 generated at 2020-07-04 22:16, min error -0.350, max error -0.048, mean -0.185, deviation 0.068
xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum
-80.00,80.10,-80.00,80.10,100.00,20.00,20.00,9,9
0, 0, -0.101, -0.080, -0.100, -0.124, -0.125, 0, 0
0, -0.189, -0.162, -0.203, -0.217, -0.238, -0.322, -0.216, 0
-0.134, -0.091, -0.088, -0.090, -0.103, -0.086, -0.185, -0.208, -0.141
-0.138, -0.163, -0.162, -0.192, -0.251, -0.273, -0.350, -0.323, -0.264
-0.135, -0.048, -0.075, -0.100, -0.072, -0.116, -0.175, -0.190, -0.250
-0.163, -0.172, -0.213, -0.250, -0.212, -0.286, -0.276, -0.264, -0.304
-0.150, -0.128, -0.136, -0.176, -0.184, -0.205, -0.188, -0.223, -0.246
0, -0.165, -0.172, -0.176, -0.239, -0.252, -0.237, -0.289, 0
0, 0, -0.211, -0.189, -0.223, -0.198, -0.173, 0, 0bed.g
; called to perform automatic delta calibration via G32
;
; generated by RepRapFirmware Configuration Tool v3.1.3 on Sat Jul 04 2020 14:57:29 GMT+0200 (heure d’été d’Europe centrale)
M561 ; clear any bed transform
G28 ; home all towers
; Probe the bed at 10 peripheral and 6 halfway points, and perform 9-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0 Y88.34 H0 Z-99999
G30 P1 X62.31 Y85.77 H0 Z-99999
G30 P2 X114.13 Y37.08 H0 Z-99999
G30 P3 X114.13 Y-37.08 H0 Z-99999
G30 P4 X70.53 Y-97.08 H0 Z-99999
G30 P5 X0 Y-120 H0 Z-99999
G30 P6 X-64.49 Y-88.76 H0 Z-99999
G30 P7 X-85.63 Y-27.82 H0 Z-99999
G30 P8 X-77.81 Y25.28 H0 Z-99999
G30 P9 X-47.8 Y65.79 H0 Z-99999
G30 P10 X0 Y33.72 H0 Z-99999
G30 P11 X46.71 Y26.97 H0 Z-99999
G30 P12 X51.96 Y-30 H0 Z-99999
G30 P13 X0 Y-60 H0 Z-99999
G30 P14 X-31.82 Y-18.37 H0 Z-99999
G30 P15 X-26.38 Y15.23 H0 Z-99999
G30 P16 X0 Y0 H0 Z-99999 S9
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed) -
rather than S9, use either S6 or S8 in your bed file
-
hi i tried but i have the same result
-
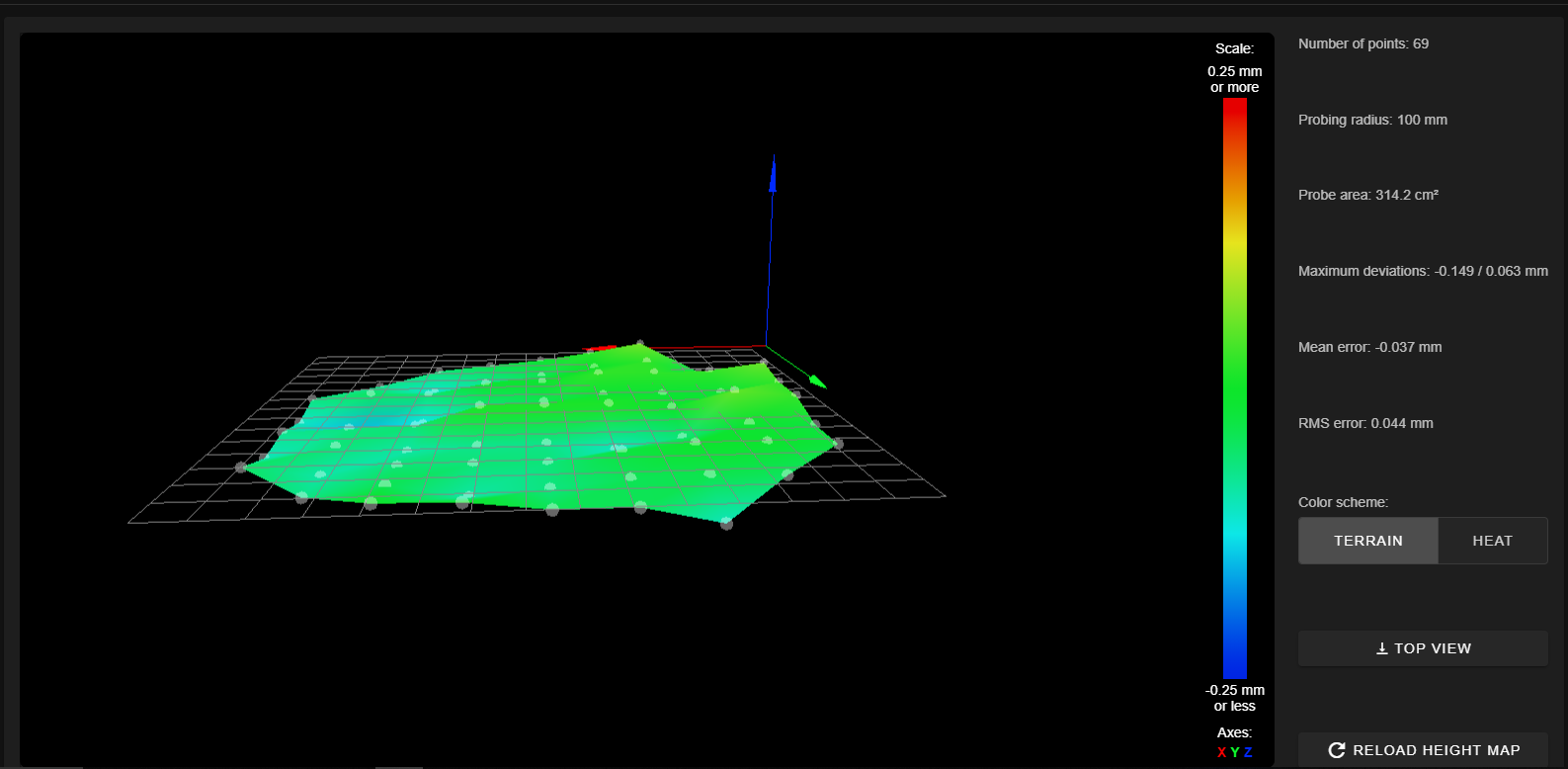
@nemecek As your bed mesh looks like this:
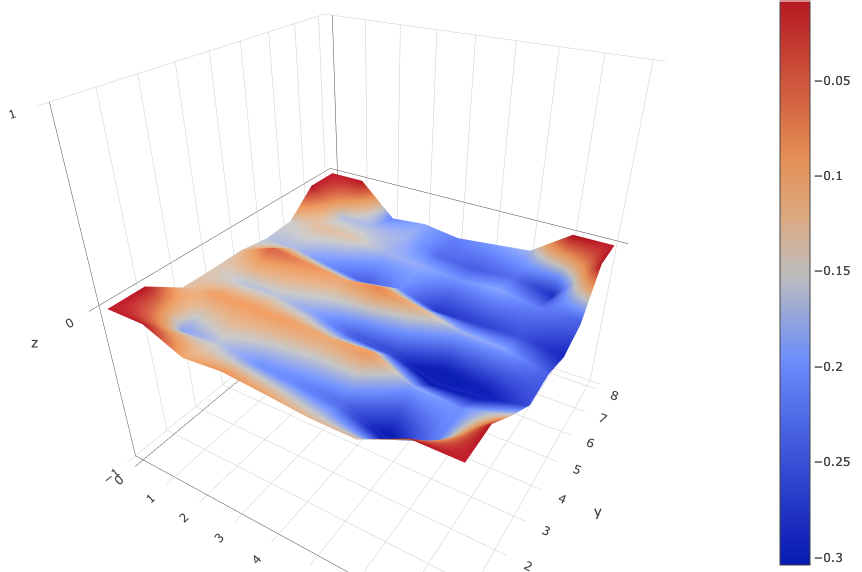
I'd say you have some serious backlash in at least one of your axes, and it's going to be difficult to get a decent autocalibration result. Find the cause of the movement, fix it, then try again.Ian
-
-
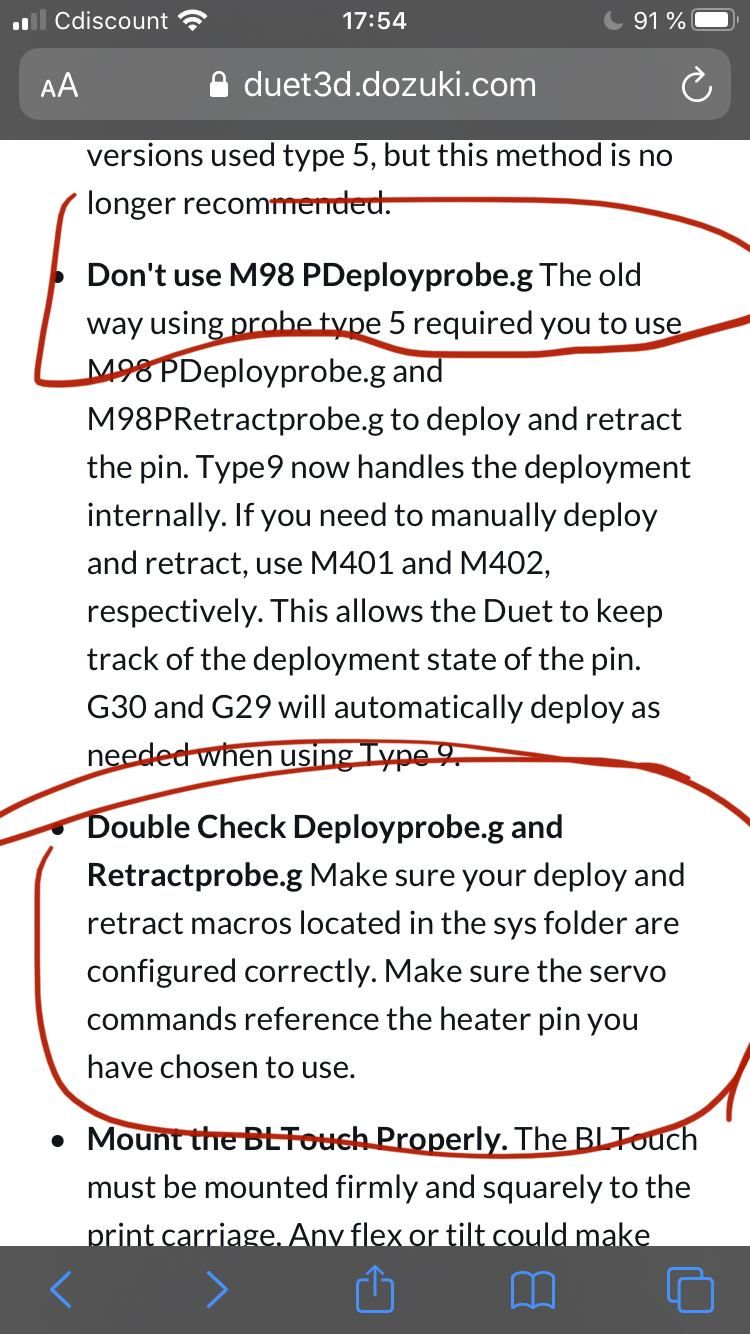
then I don't understand they say to use M401 M402
not to use Deployprobe.g anymore
Retractprobe.gwhere should i put m401 m402? I have to delete the Deployprobe.g files
M280 P7 S10 I1
Retractprobe.g?
also say to put g30 in homedelta.g?
what a mess I have a bltouch 3.1
can you help me please thanks
 config.TXT
config.TXT -
where should i put m401 m402? I have to delete the Deployprobe.g files
M280 P7 S10 I1
Retractprobe.g?Deployprobe.g and retractprobe.g are still required and they need the M280 commands for the Bltouch in them. What it is saying is that you don't need to use M98 to call those files manually anymore nor do you need to use M401/M402 because when using probe type 9 for the BLtouch the pin is deployed automatically when needed.
For a delta, the build quality must be very near perfect for good results. This is just the nature of the beast. Certain things like a probe offset from the nozzle are inherently problematic for a delta and is why a nozzle contact probe is strongly recommended.
Go through these documents carefully and examine every part of your build.
https://duet3d.dozuki.com/Wiki/ConfiguringRepRapFirmwareDeltaPrinter
https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer -
ok thank you
-
@Phaedrux
could you make a correction in the area where the highest level? -
I'm not sure what you mean.
-
@Phaedrux is there a way to adjust the automatic calibration at that point where only higher?
-
Yes you can edit the heightmap.csv to edit a point.
-
@Phaedrux ok if i am too high with the nozzle do i have to raise the values in that area? how strange that does not work well. the generated map looked good had to print well
-
If the nozzle is too high at a point, you need to reduce the value in the csv file. Positive: offset above the nominal zero height Negative: offset below nominal zero height.
-
@oliof OK thanks. I will try today. have you seen the photo of my map? what do you think should not calibrate well? I saw worse maps with good results in the end

-
I suggest you read this article http://boim.com/DeltaUtil/CalDoc/Calibration.html which shows well what kind of errors in probing are introduced by what mechanical issues and take it from there.
-
@oliof
ok thanks I don't think I understand correctly I send you a photo to understand better
the part where it does not print well (too low) should I raise the values that I put in the square?