PA: Prusament PETG and Prusa Bear bondtech extruder
-
IMO the correct PA value is where YOU get the best results.
I'm having the same extruder on a Hypercube Evolution and the best PA value is exactly 0.1 for 'Spectrum PETG'.
I used the same method you did to get the PA-Value.
-
@Murloc992 Try below 0.1, like 0.05 to 0.125. I don't think you're going quite low enough.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
I have tried below 0.1 (0.05-0.1) including the PA test prints and regular cube prints.
 Right now I have narrowed it down to 0.13-0.135, going to print some cubes and see what I get.
Right now I have narrowed it down to 0.13-0.135, going to print some cubes and see what I get. -
@Murloc992 Like all these things, there are a lot of variables. PA is there to compensate for pressure (or lack of) inside the hot end. So at the start of a print move, the carriage accelerates, as does the extruder motor. But a rapid change in extruder motor speed, doesn't necessarily translate to rapid change in extruded filament at the nozzle tip, because it takes time to melt the filament and because the filament is a viscous fluid, it takes time before an increase in pressure results in an increase in flow. The net result of all that, is that there is a lag between carriage acceleration and the corresponding acceleration to volume flow leading to under extrusion at the start of a print move. Conversely, during a move, pressure can build up inside the hot end so at the end of a move, the carriage decelerates as does the extruder motor. But the pressure that has built up inside the hot end, continues to force the molten filament out of the nozzle, even though the extruder has started to slow down. So the net result is over extrusion at the end of a move. PA attempts to compensate by increasing the extrusion at the start of a move and decreasing it by the same amount at the end of a move.
So the amount of PA will depend on pressure which in turn depends on the characteristics of the hot end (size of the melt chamber etc, ), the diameter of the nozzle (smaller nozzles will cause higher pressure than larger ones), the viscosity of the filament (which can vary with print temperature), the layer height (lower layer heights use lower flow rates than taller layer heights), the print speed (and more importantly the acceleration), and probably about a dozen other variables if I thought about for longer.
So forget about suggested values because there are too many variables - find and use what works best for you. You'll likely need to use different values for different filaments. -
Thanks for indepth explanation @deckingman
") I suspected as much that I will need to fine tune it a lot and especially for different filaments. Maybe I just grew up spoiled by Linear Advance.
I suspected as much that I will need to fine tune it a lot and especially for different filaments. Maybe I just grew up spoiled by Linear Advance. 
I did another test from another thread, a 2 perimeter 40x40 cube using prusaslicer:

Somehow I feel like something around 0.1 is what I need.

-
@Murloc992 Well AFAIK, Linear Advance (Marlin) and Pressure Advance (RRF) do essentialy the same thing. I have no experience of using linear advance so cannot comment but others have said that the RRF version of pressure advance is harder to tune and get right.
Personally, I tune it by printing the biggest cuboid that I can and as fast as the melt rate of the hot end will allow and with 100% infill. On the basis that the longer the move and the faster the speed, then the more pressure will build. So by simply observing the extrusion at the start and end of each move, one can assess the effect of PA (which you can change "on the fly"). I find that a finger tip is more sensitive than the MK1 eyeball and when PA is right, one can neither see nor feel any difference between the start, mid point, and end of the infill lines. You need to lay down a couple or more layers first to ensure that you have good baseline (literally). That works for me anyway............
-
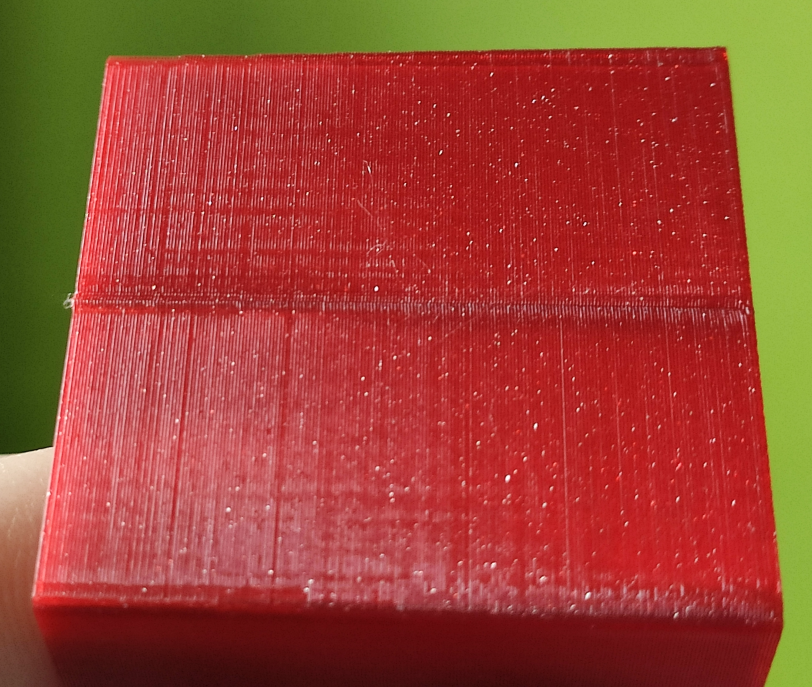
Toying around I found a easier way to notice what I need to look for.
I just printed 20x20x10(cut in half) 15% grid infilled cubes with no top and seam aligned in the rear, fast prints really.
This allowed me to see how the seam and corners react.
Using MK1 fingers (
") @deckingman ) not MK1 eyeballs I was able to feel the difference and found my perfect value which is 0.11. So if anybody stumbles here with similar setup, feel free to use this as a baseline.
@deckingman ) not MK1 eyeballs I was able to feel the difference and found my perfect value which is 0.11. So if anybody stumbles here with similar setup, feel free to use this as a baseline. Marking this as solved. What an adventure!
-
@Murloc992 Often the best method is simply the one that works for you. Glad you found the "MK1 finger tip vs MK1 eyeball" tip useful. It gets more useful with age
-
I accidentally found an interesting way to support MK1 eyeball in seeing PA effects -- printing transparent CPE.
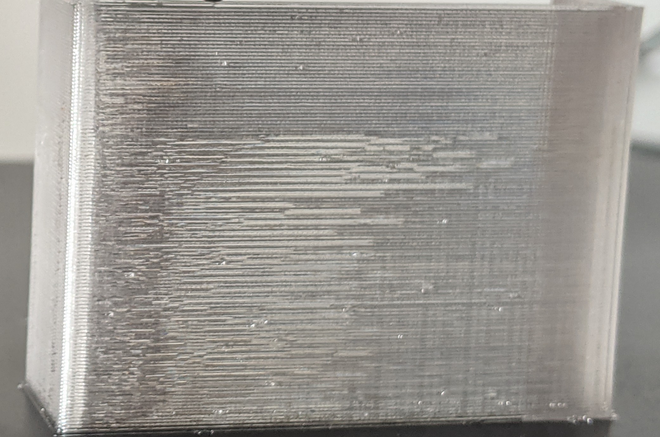
This is with a 400mm-ish Bowden setup so PA is a bit higher than with direct extrusion setups.
The print starts with PA 0.1, then goes to PA0, then to 0.2, 0.25, 0.3, 0.33. It's really easy to see even for my tired eyes where PA is better and where it is worse. Results aren't completely conclusive (0.25 looks the best defined, and 0.33 looks a tad shorter but not perfect yet).
You can see both the werd horizontal artifact, and the corner bulge increasing and receeding in line with the PA changes ...
(Yes, I am aware that the actual PA value may change with particular filament's behavior).
-
I have finally dialed in the value. Apparently 0.11 is too much.
I printed the "toleromancer" a 0.1mm offset test print with 1mm, 1.5mm, 2mm, 2.5mm interlocking features:
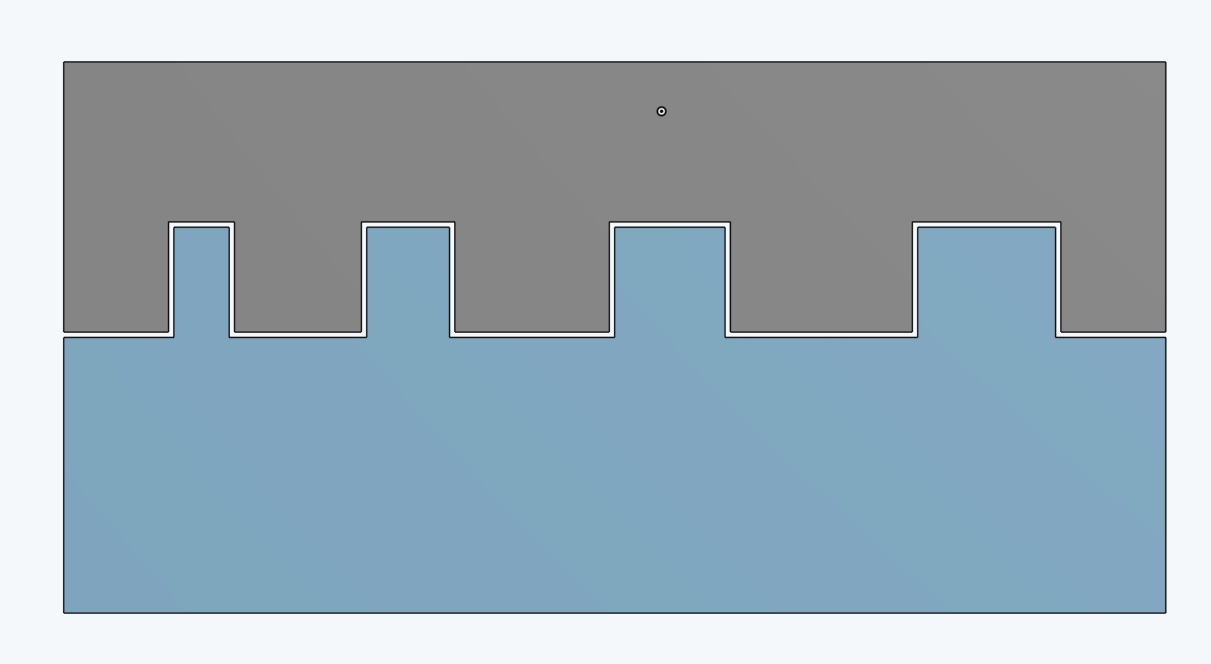
This allowed me to fine tune the values with "real world" application: fitment.
0.000 didn't fit, as expected.
0.100 fit but snugly, so not optimal
0.110 fit, but with snugness on the smallest 1mm part, kind of counterintuitive0.105 fit perfectly with 0.1mm tolerance throughout including the 1mm part.
Hereby I present you the Toleromancer: