To print in two colors with direct drive & Duet2WiFi
-
@fma said in To print in two colors with direct drive & Duet2WiFi:
With an additionnal motor driver, you could simplified my or SMuFF design by using 2 bowden extruders to load/unload the filament. You may still require 2 servos to disengage printing channel, but I read here that someone was using a bowden extruder to help the main extruer, so don't disengage it. Using mixing feature of RRF is a solution to adjust the relative speed of the 2 extruders (main and loader).
I may try this solution, one day (I have aDuex5, so I can have 6 colors), using cheap chineese bowden extruders.
Thanks for the suggestion....too work to do form me now....as I told I'm a bit tired to spend more time in tuning than printing....for now my "2 colors deisre" will remain....a desire
-
@the_dragonlord there is the option of a mixing hotend e.g. the e3d cyclops? Mixing hotends come with their own fun but as you can vary the mixing ratio, you can print different colours at once, and I believe you might be able to do different materials if their melt temp is similar (e.g. PLA and PVA for soluble supports), though there maybbe some contamination. E3d suggest using is as a bowden as its small and light, but can be done as a direct drive (e.g. the Bondtech X2 extruder). I use the Chimera with a similar setup on my printer (using two BMGs as direct drives).
Alternatively I believe that there are several hotends available on aliexpress etc that have a y-splitter in the heatsink. Not sure how reliable they'll be and you'll need two extruders (same as the cyclops), but might be a neat solution for you?
-
@engikeneer But have you had difficulties to setup the various offset for the Chimera? I mean X and Y offset but Z as well beacuse I can Imagine that it's almost impossible to screw the two nozzles at the exact height....Can you tell me more about your setup? If it's not a problem for you can you give me a couble of photos? (of course take your time, I'm not in hurry)..E3D has developed the Cyclops wich ALMOST seems what I need...but the weight should be the problem...
-
@the_dragonlord said in To print in two colors with direct drive & Duet2WiFi:
.E3D has developed the Cyclops
I had massive leaking problems with a Cyclops-clone. You could say, it just a clone, but IMHO it's a systematic problem.
Usually the nozzle and the heatbrake seal each other by tightening the screws, but with the cyclops the threads for nozzle and heatbrakes have to seal everything. That doesn't work in my case. -
@o_lampe uh....I'm starting to think about Chimera and Cyclops...I've seen that with Cyclops you HAVE ALWAYS to have two filaments loaded regardless you print in one or two...from this aspect Chimera will be defnitely better but I'm worried about the needed precision for the various nozzles offsets...Chimera on the other side has the great great advantage you don't need to set up a purge tower for every print and this saves a lot of filament...
-
@the_dragonlord
They're both problematic in one or the other way. I've modified my CoreXY printer to have two independent tool heads. Now I can park the unused tool and don"t risk it scratching off the fresh print... I had to switch over to a Maestro with 2 more drivers onboard, but a DuetWiFi can do the trick, too. (with an external driver)
Ofcourse, setting up this printer takes alot of tuning and that's what you don't want... -
@the_dragonlord here's a picture of my setup with my chimera.
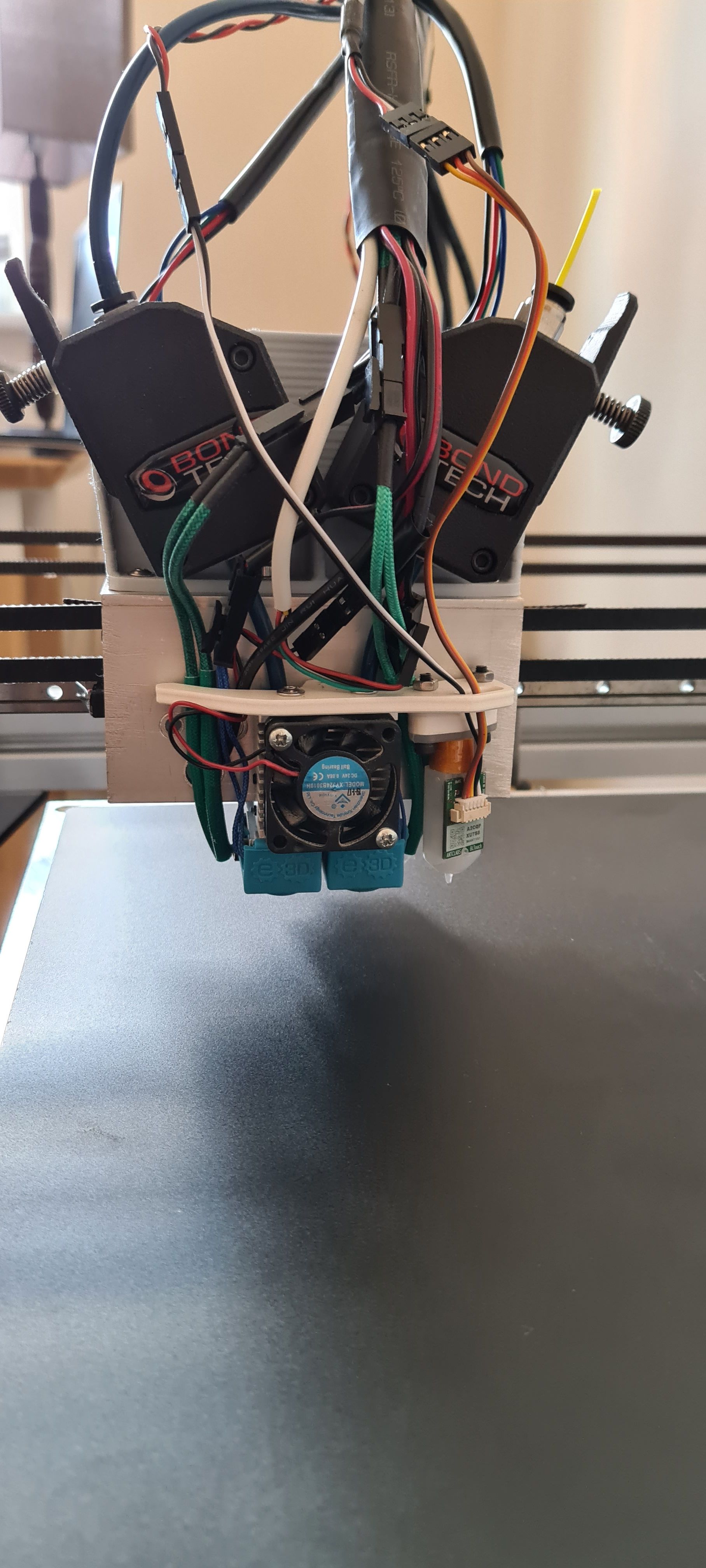
95% of the time, I print with only one nozzle, so simply drop that nozzle 0.5mm lower than the other and don't have to worry about the other nozzle scraping. Left nozzle is a 0.5mm for big prints, right one is 0.3mm for small detailed prints. I do have to reset the BLTouch trigger height when I do this, but would have to if I swapped the nozzle on a standard V6 anyway so it's not too bad.
When I do want to print with both nozzles, I do spend a bit of time getting them the right height. Typically I loosen both heatbreaks, then bring the bed up so they're both sitting on it flat and tighten them up. I'll then do a quick test print to check they're aligned okay (and double check the xy offsets) before doing my actual print. It's a bit of faff that takes half an hour, but isn't too bad.
For the actual print, I've found I do get some issues the ooze from the unused nozzle. Some filament brands tend to be better than others so I tried a few before settling on one that I'm happy with.
There's a tradeoff in the standby temperature of the unused nozzle. Lower standby temperature means less ooze, but longer tool changes (a 10s tool change to heat the new tool on every layer adds an hour to the print time over a 600 layer print!). At first I tried with only a 5deg drop, but now I run about 20deg and try to print as cold as I can get away with.
I also use an ooze shield around the object, in part to wipe any ooze off the incoming nozzle, but also to make sure it is properly primed if it has oozed. This does mean a waste quite a bit of filament...
In general, I do get some artefacts on the top surface of the print from the unused nozzle dragging over. It's generally better if I print on larger layer heights (>0.2mm). If I can get away with it, I'd typically print something in two parts and glue them together though as it usually works out quicker.
I also have a (clone) cyclops in my drawer which I'm going to try out at some point, as much for the fun of it as anything! Will be interesting to see how that performs.
If I were to build the printer again and had the money, I would probably choose to go for a toolchanger setup. But that's probably because it adds another level of complexity and I love tinkering with the printer as much as actually printing with it
 I'm also considering trying a y-splitter on the bowden feed for my delta printer to see how well that works... I don't think there's an easy/cheap way to do multi colour/material printing
I'm also considering trying a y-splitter on the bowden feed for my delta printer to see how well that works... I don't think there's an easy/cheap way to do multi colour/material printing -
@the_dragonlord getting back to your OP and your desire to use a single nozzle but with direct drive, then AFAIK there isn't a two input one output hot end where the inputs are spaced sufficiently far enough apart to accommodate two "normal size" extruders in true direct drive configuration. You might just get away with it by using "remote" flex drive extruders such as the Zesty Nimble.
Apart from that, you'll have to compromise. You could use very short Bowden tubes as others have pointed out. But if you really don't want to that, then you only other option is to make a tool changer.
-
I've been running a Cyclops+ for the last few months. My tear stained diary is full of the challenges I've had and ultimately ended in failure. Full disclosure it's not entirely genuine, the nozzle and heater block are clones, the rest genuine. A lot of the tribal knowledge surrounding other mixing hotends (Diamond primarily) didn't apply to Cyclops+ in my experience. The biggest problem is that this hotend wasn't designed for mixing and has lots of extrusion irregularities when trying to mix (I confirmed this with E3D). It's possible that my clone heater block is faulty but I haven't decided if I want to put more effort into it, it's been a few months and attrition is setting in.
In regards to your extruder problem, have you seen this? https://www.bondtech.se/product/bmg-x2-extruder/ it's made specifically for Chimera/Cyclops (plus and non-plus)
-
@deathbydeltabot said in To print in two colors with direct drive & Duet2WiFi:
I've been running a Cyclops+ for the last few months. My tear stained diary is full of the challenges I've had and ultimately ended in failure. Full disclosure it's not entirely genuine, the nozzle and heater block are clones, the rest genuine. A lot of the tribal knowledge surrounding other mixing hotends (Diamond primarily) didn't apply to Cyclops+ in my experience. The biggest problem is that this hotend wasn't designed for mixing and has lots of extrusion irregularities when trying to mix (I confirmed this with E3D). It's possible that my clone heater block is faulty but I haven't decided if I want to put more effort into it, it's been a few months and attrition is setting in.
In regards to your extruder problem, have you seen this? https://www.bondtech.se/product/bmg-x2-extruder/ it's made specifically for Chimera/Cyclops (plus and non-plus)
well, if the heater block is not genuine you "loose" all the advantage of the new Cyclops+ because the block is the core of the system because it's the guide for the filaments....
-
@the_dragonlord My genuine heater block and nozzle arrived yesterday, it's 100% genuine now. I did see some minor physical differences between the two. I ran the same gcode on both and unfortunately initial tests show the genuine block/nozzle performs exactly the same as the clone.
-
@deathbydeltabot said in To print in two colors with direct drive & Duet2WiFi:
@the_dragonlord My genuine heater block and nozzle arrived yesterday, it's 100% genuine now. I did see some minor physical differences between the two. I ran the same gcode on both and unfortunately initial tests show the genuine block/nozzle performs exactly the same as the clone.
uh such a shame.... but if I didn't misunderstood you are printing mixing the filament, are you? in case why? Isn't the Cyclops made for printing one-per-time?
-
@the_dragonlord said in To print in two colors with direct drive & Duet2WiFi:
.I've seen that Chimera on the other side has the great great advantage you don't need to set up a purge tower for every print and this saves a lot of filament...
Absolutely definitely and positively false! You need to purge on every filament change as the unused head drools the content of the melt chamber all over everything. If you don't purge you will print a whole bunch of nothingness until the melt chamber fills up again!
-
@the_dragonlord When I got it, I mistakenly thought it could be used as a mixing hotend. It does work but it's unreliable. The problem I am running into with single color at a time is gaps between lines and I just can't get to the bottom of it. If I remove the Cyclops and replace it with a single Chimera head and run the same gcode the problem goes away. I figured that it was due to the high back pressure of Cyclops but I've got genuine Bondtech BMGs and I've tried printing as slow as 10mm/sec at temperatures as high as 220C with no luck. There are other problems with the hotend like the inactive side will eventually jam if it isn't used enough. Like if you do a long single color print the inactive side will probably be jammed by the end. I think because you have to keep the filament loaded and the heat slowly transfers through the filament causing swelling. Jams caused by this can be a real pain to clear out. Often you have to take off the cyclops and blast a heatgun into the heatbreak then push the filament through with a small allen wrench. This is solved on a Diamond hotend by printing at a ratio like 95/5 but with this hotend any kind of mixing is detrimental to the print quality. This also means that retracting both filaments with firmware retraction (like you do with a Diamond) will eventually grind through the filament (even with my Bondtech BMGs). Being limited to retracting only one filament at a time makes it very difficult to dial in the retraction, eliminating stringing entirely is almost impossible. Part cooling is also something I never got working well. I suspect it's related to how long the path between the heat break and the nozzle is. I only have PLA and maybe another material would solve some of these issues but nothing on E3D's site say that PLA is problematic, only states that ABS has smoother color transitions.
If I were to do it again, I'd probably buy one of those cheap BTT 2 in 1 mix hotends even though the nozzle isn't replaceable. Even the Y splitter I used with my v5 clone worked more reliably than my Chimera+/Cyclops+.
-
@jens55 I had the same experience with my Chimera.