Indirect (bearing) laser filament monitor concept
-
@Adrian52 One other question. I have not found a good explanation for when to use the "S" parameter. When it is active does that mean the sensor will detect jams in addition to run outs? I assume when it is inactive it will still detect runouts. Any clarification on this parameter would be helpful. I am also not using the "A" parameter. Should I add that as well and what is its function. Thanks again.
-
@JADoglio my understanding is that with S1, the monitor pauses the print if the extrusion falls outside the specified range. So it will pause on blockages if the extrusion is sufficiently affected. I didn't think you got a pause with S0, even with runout - not sure if this applies with a microswitch added. I have only used A1 so far - will investigate A0 sometime. You do get a pause with S0 if you have a wiring fault - I had some irritating pauses until I fixed a dodgy crimp.
-
@Adrian52 Thanks. You are right even on run out when S is set to 0 it will not stop the extruder. I did that experiment a few days ago and just forgot about it.
-
@Adrian52 what does the A parameter do? I don't see that defined on the reprap g-code wiki site.
-
@mitch see https://duet3d.dozuki.com/Wiki/Gcode#Section_M591_Configure_filament_sensing
An (firmware 2.03 and later) 1 = check All extruder motion, 0 (default) = only check extruder motion of printing moves (moves with both movement and forward extrusion)
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Thanks
-
I'm waking up this topic, ( deleted mine also ).
Here is my version of indirect filament reading, inspired by your ideas here.
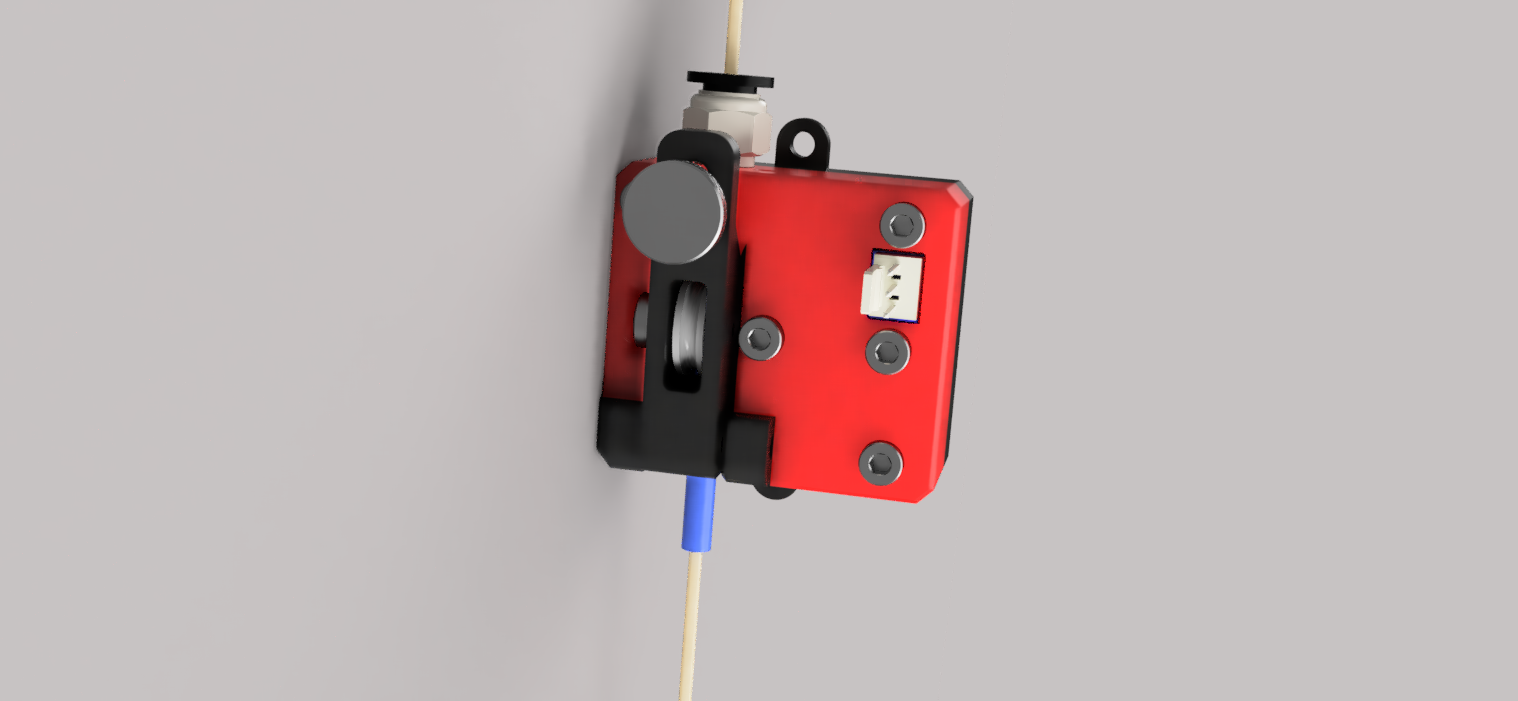
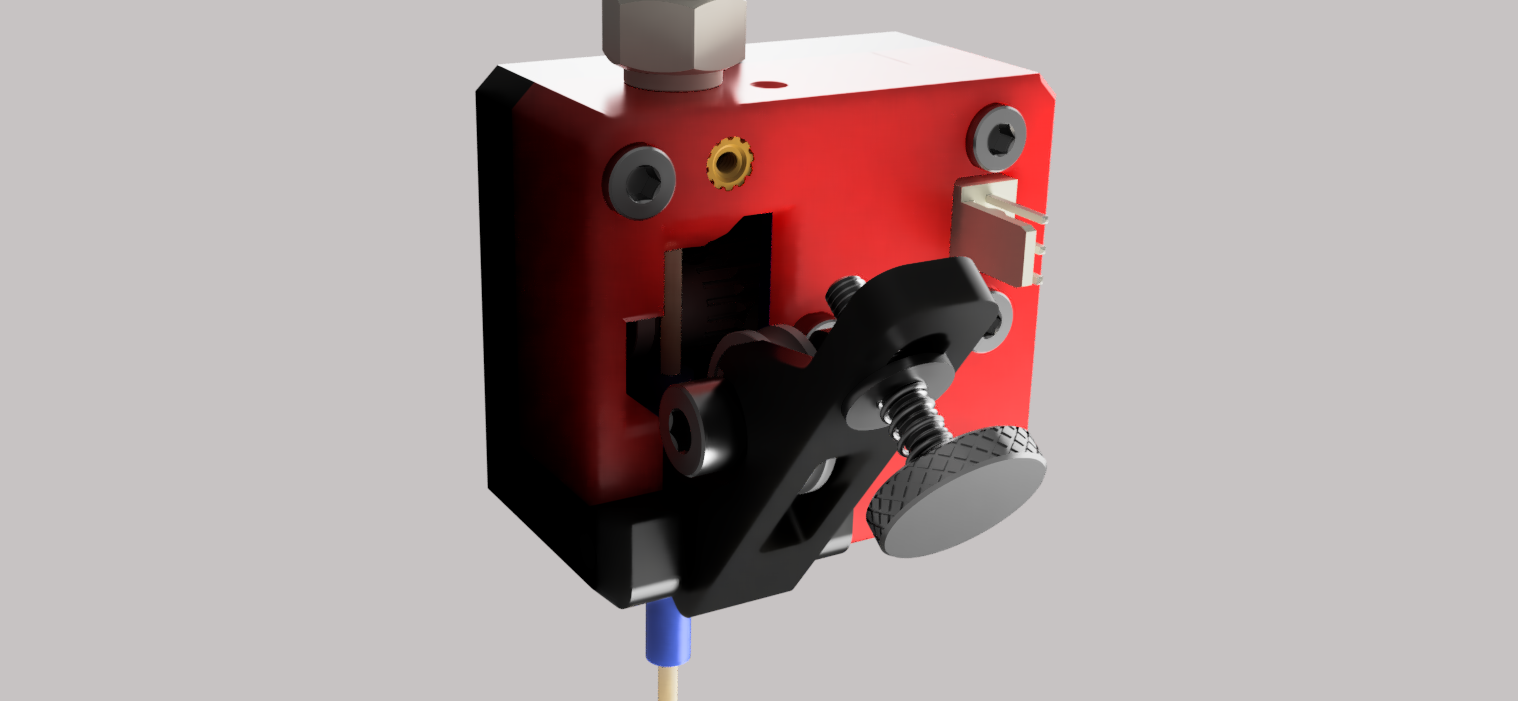
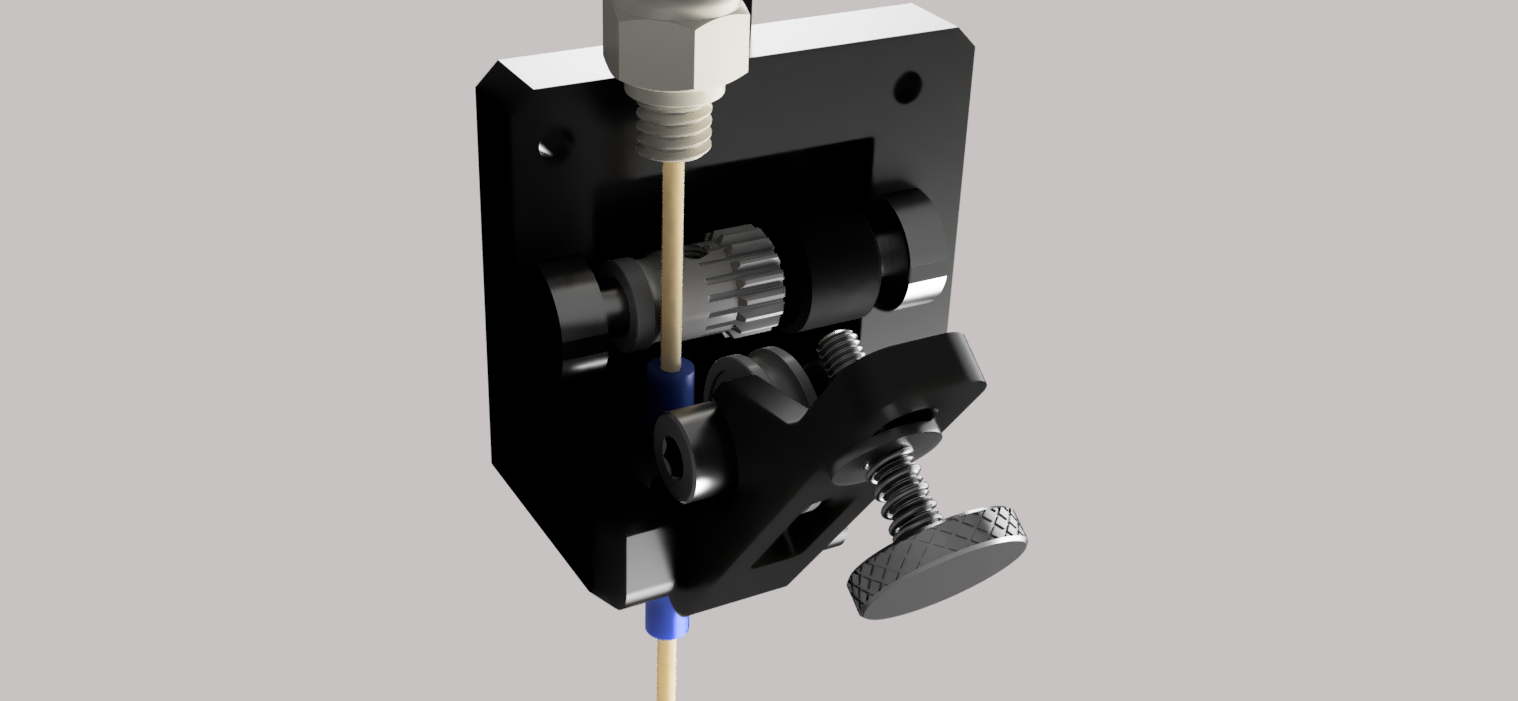
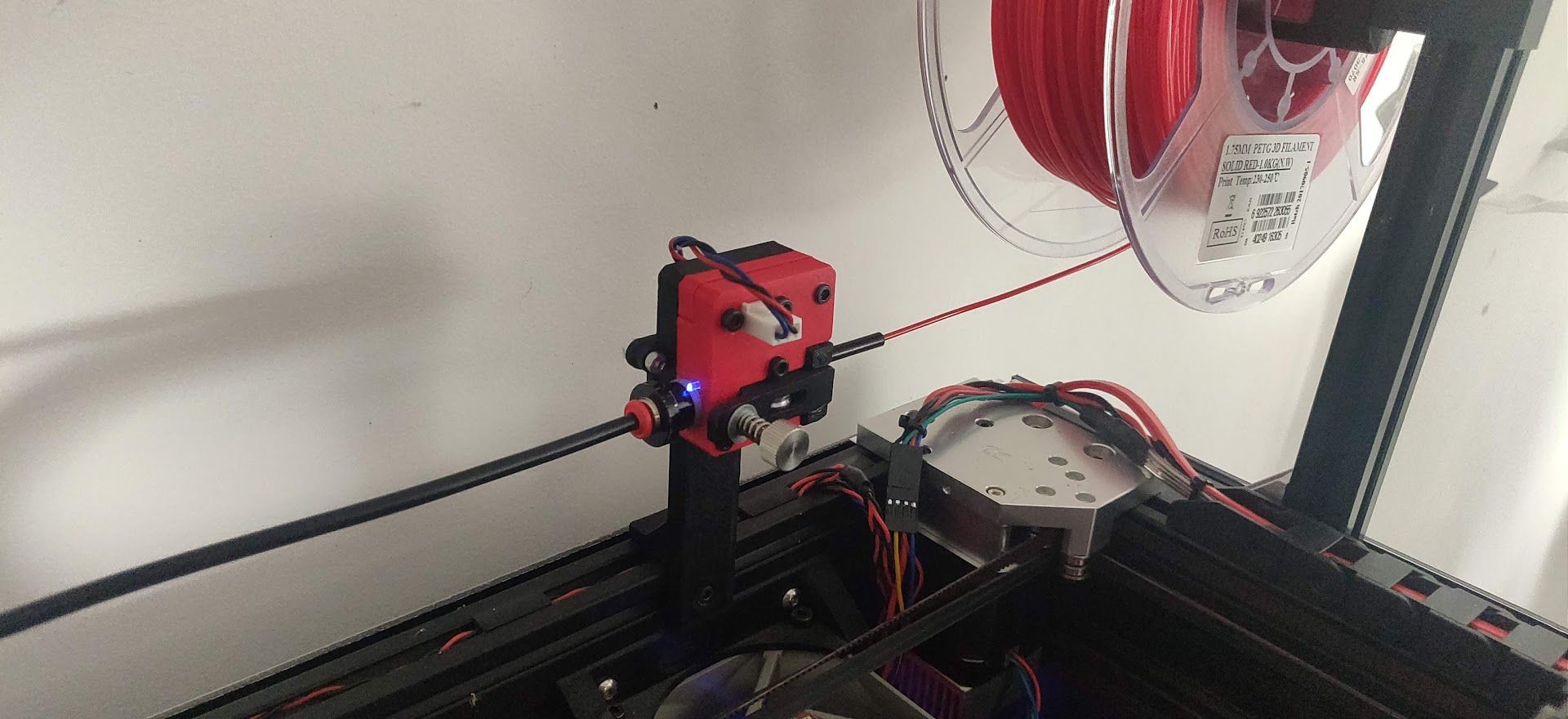
It uses an 5mm shaft hobbed gear from Bondtech and U shape bearing on the latch.
Tensionning can be adjusted from the latch.I use it outside of my DD carriage, don't have any problem with retractions ( considering I have 0.6mm retracts this prollyt explains why ).
https://www.thingiverse.com/thing:4882602
I get readings from 188% to 266% , average 230%. Is it acceptable or should I try to read around the 100% ? I think I can tweak it by adjusting the printed wheel diameter.
-
@kipk you can adjust the calibration factor in RRF 3.2 and later using the M591 L parameter. See https://duet3d.dozuki.com/Wiki/Gcode#Section_M591_RepRapFirmware_Num_3.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 ho that's just perfect then.
-
@brunofporto just use a bondtech hobbed gear - that's what I use and it always engages with the filament to register movement.
-
That's what I use here, bondtech hobbed gear.
So after using the calibration factor + few change on the indirect casing, I now have this reported values :
measured min 93% avg 101% max 107% over 12365.3mm
Looks far better than what I ever achieved with direct reading.
I still have some false trigger because of the PTFE tube moving too fast with high acceleration, I will restrain it before the filament reader. -
 undefined droftarts referenced this topic
undefined droftarts referenced this topic