I am finding this feature really interesting. For pla and a 0.4 nozzle, I find
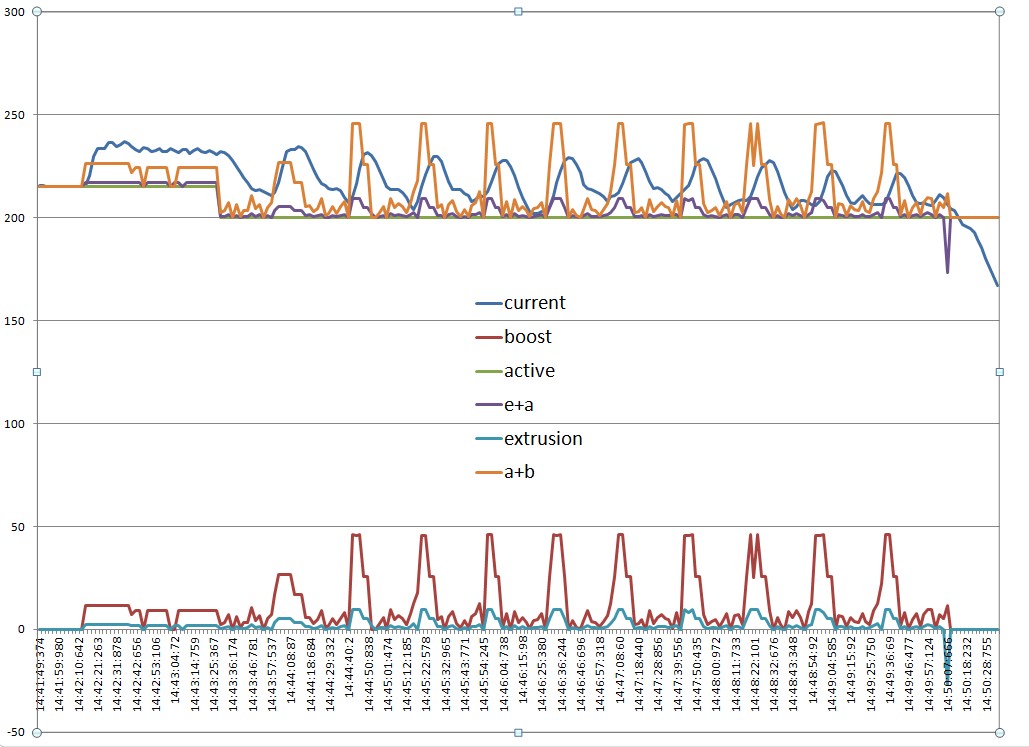
M309 p0 S0.06 T6 A40
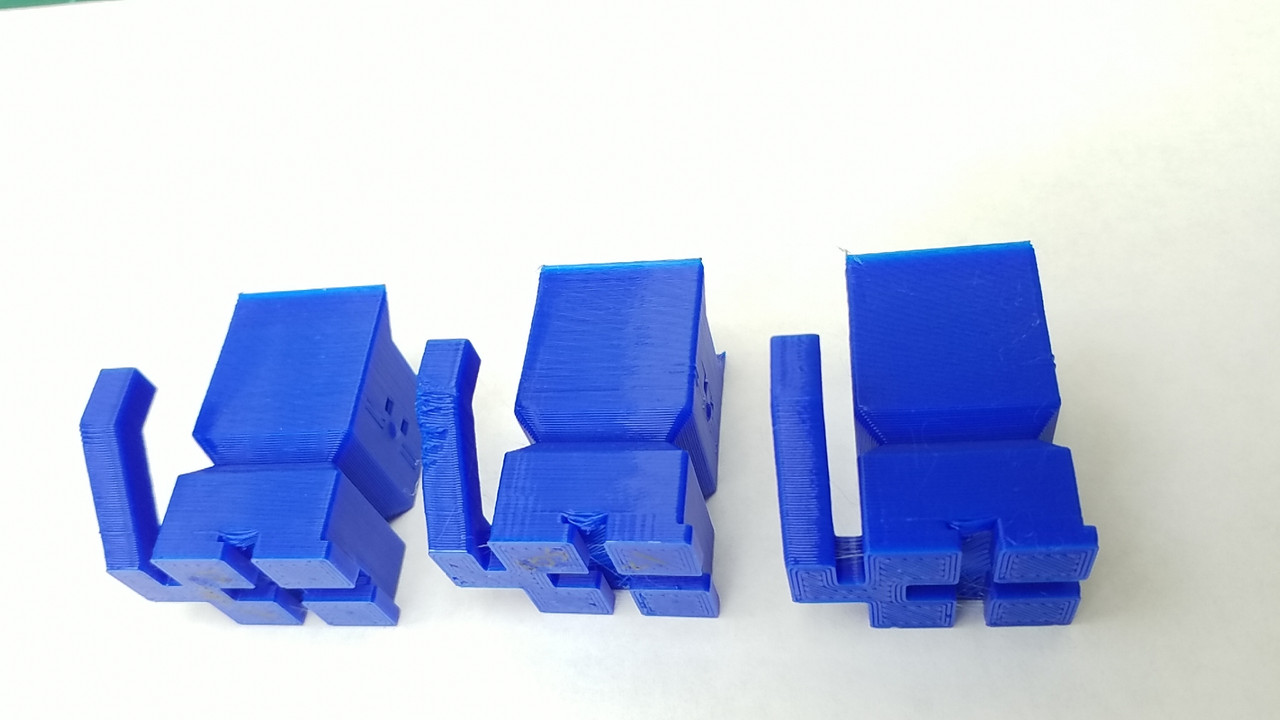
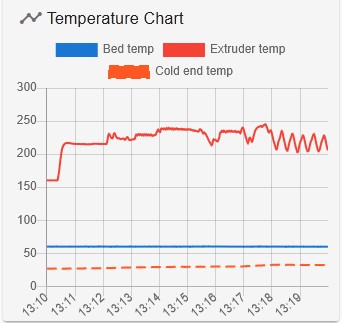
works ok. I use a base temperature of 200, and first layer temperature of 215. First layer prints at 220-225, as I use 20mmsec for perimeter and 40mm/sec for infill. Using a revo 40watt heater and revo cht nozzle, temperatures change quite quickly (low thermal mass). Experimenting with higher speeds, inner perimeters and infill print fine at 140mm/sec (DWC reports about 22cumm/sec) - accurate weighing of resulting print showed that there was no under extrusion. I am not currently using non-linear extrusion. I have a single nozzle delta, so sometimes change filament mid print to get a multicolour effect. The adaptive feed forward is good for this as the base temperature is high enough to load and prime the new filament, but there is little oozing so you get a clean change. This is what a manual filament change looks like
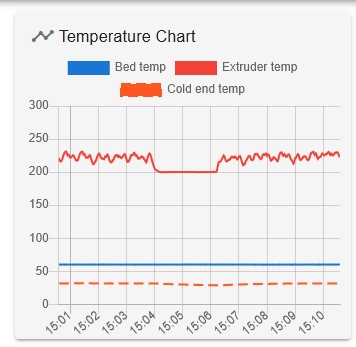
The print quality with adaptive feed forward seems excellent, and still finding the limits of how fast one can go.