I use some thermal pads under the glass when I need it. It sticks well to the magnetic surface.
Best posts made by KipK
-
RE: Sticking magnetic surface to Borosilicate glass?posted in 3D Printing General Chat
-
RE: G1 H3 and M500 P31 to save multiple endstop on combined Z axisposted in Firmware wishlist
Found it.
Seems I have to set also U and V to 0 reference after a Z probe.
Now it works.
macro calibrate Z max for each axis:
M208 S1 Z-3; Allow z to be negative G90; G1 X0 Y0 F10000; go to the center G1 Z30 F1000; G30 ; probe bed and set z=0 G32 ; start 3 point bed leveling G1 X0 Y0 F10000; G30 ; Probe for Z=0 G1 Z10 F800 ; raise nozzle M584 Z6 U8 V7 P5 ; split z axis G92 U10 V10; set U V axis to 10 as Z G91 ; relative mode G1 H3 Z370 U370 V370 F1000; move Z, U, V down until endstops trigger and get new z limits M500 P31 ; save new z height M584 Z6:8:7 P3 ; unsplit z axis G90Have to say, object models and conditionnal gcode is a killer feature.
")
-
RE: Indirect (bearing) laser filament monitor conceptposted in Filament Monitor
I'm waking up this topic, ( deleted mine also ).
Here is my version of indirect filament reading, inspired by your ideas here.
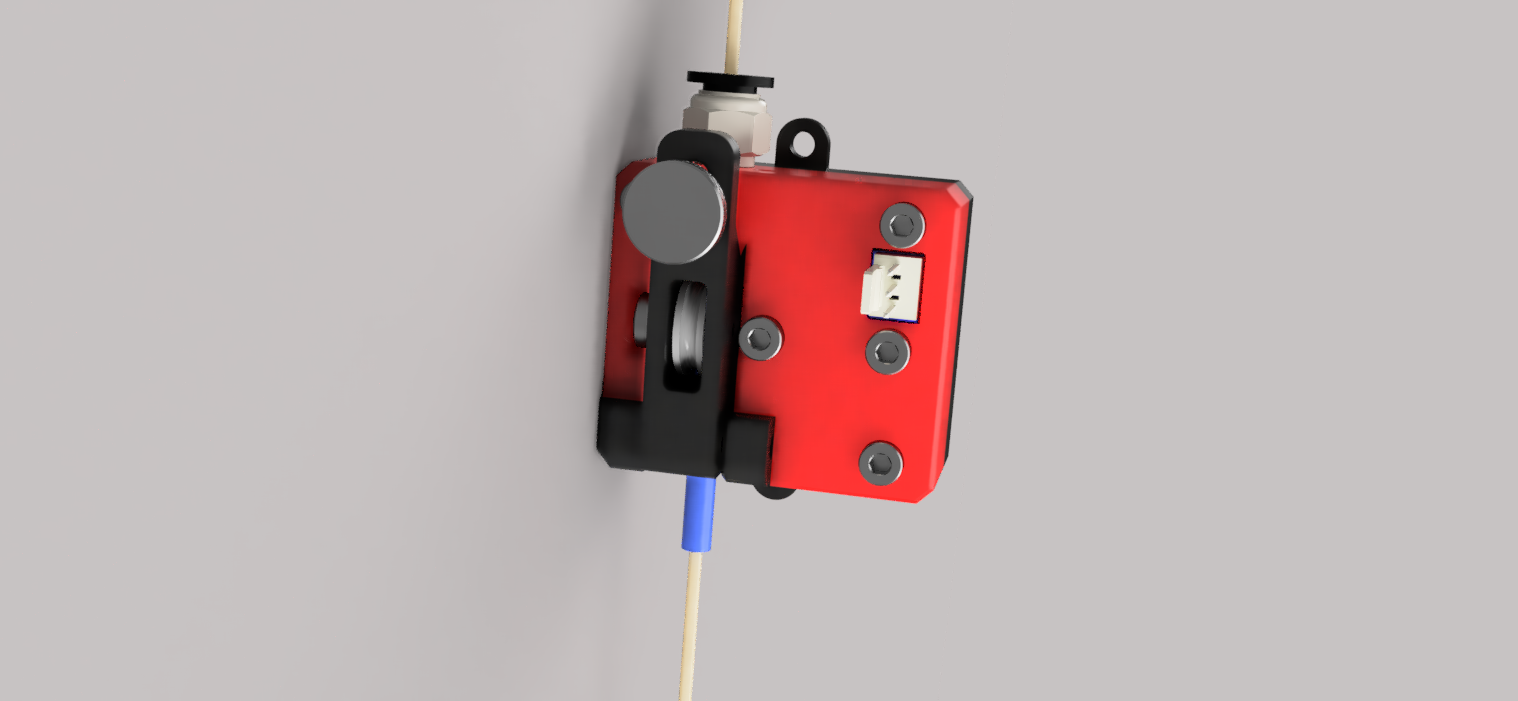
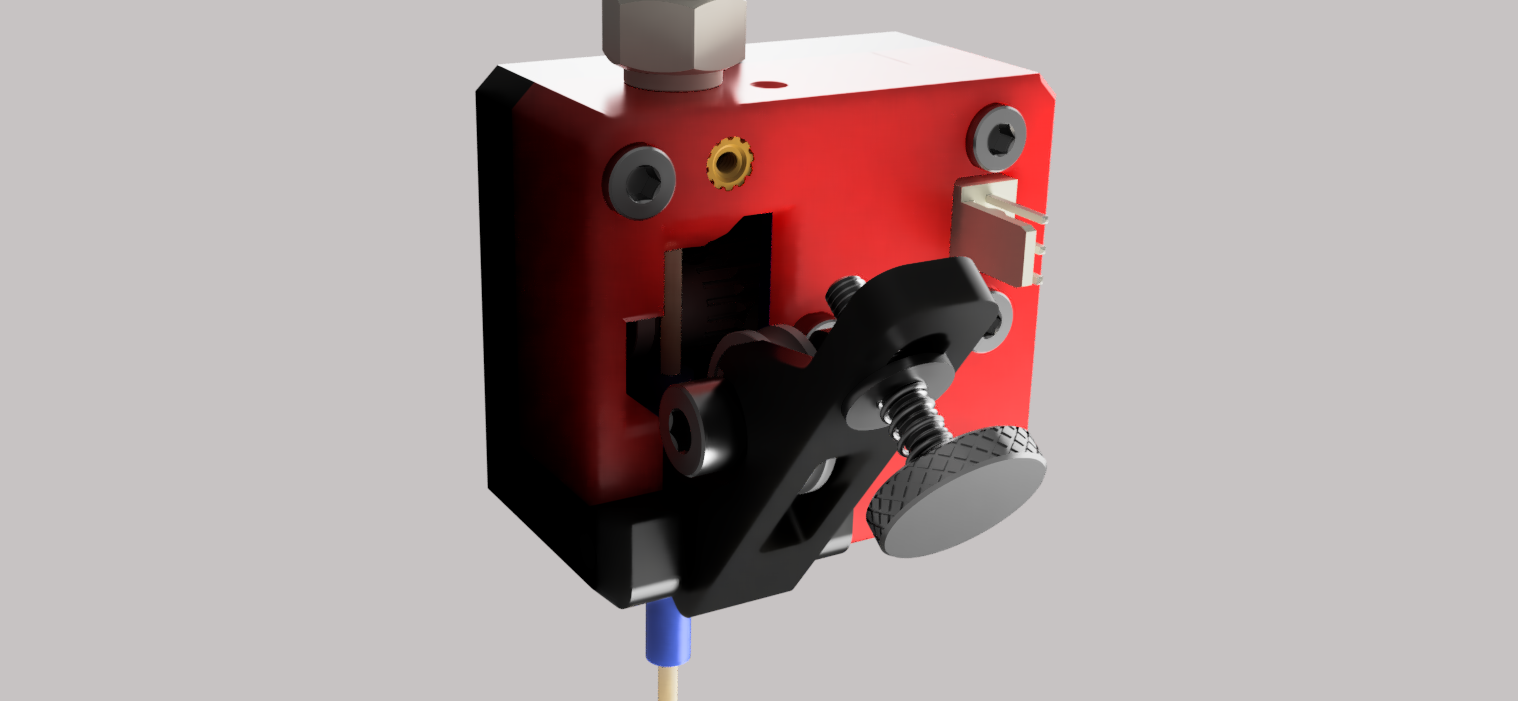
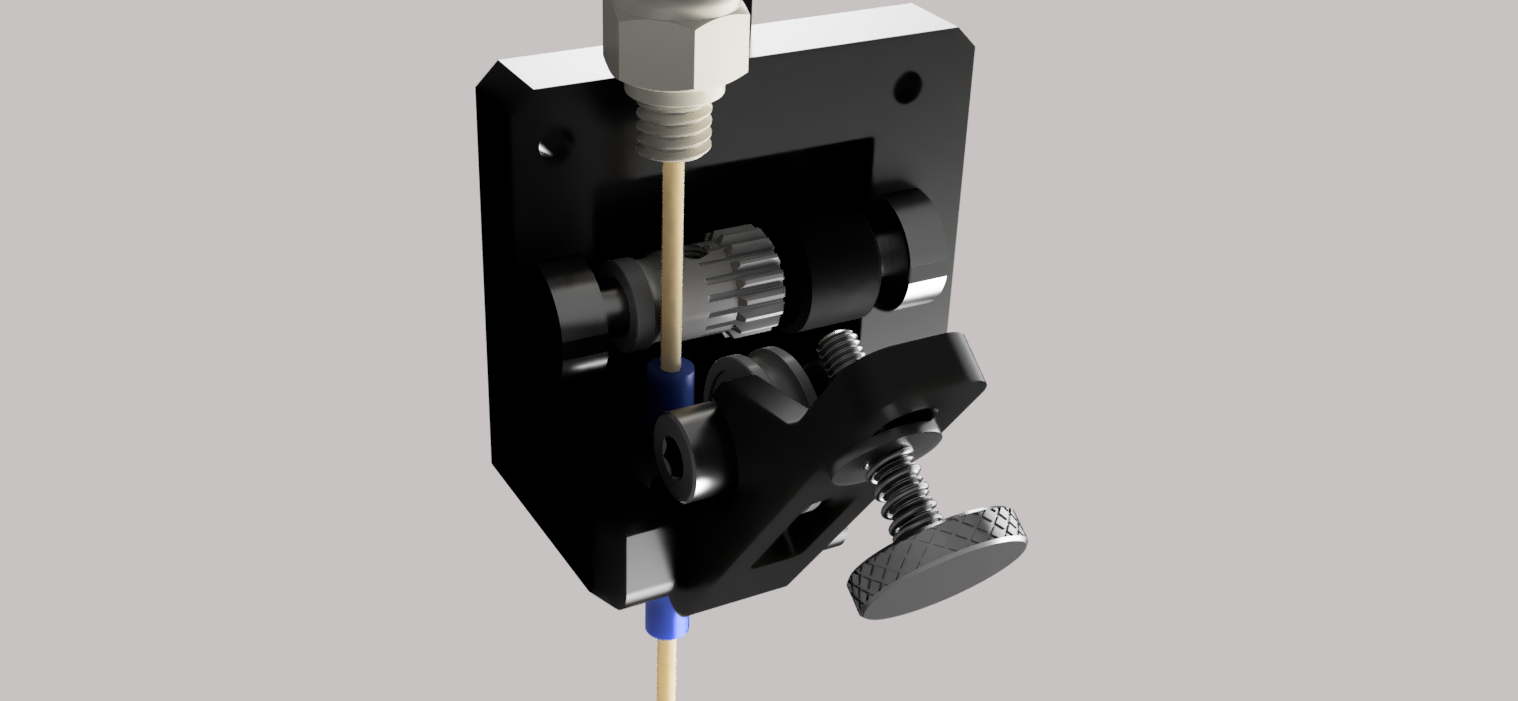
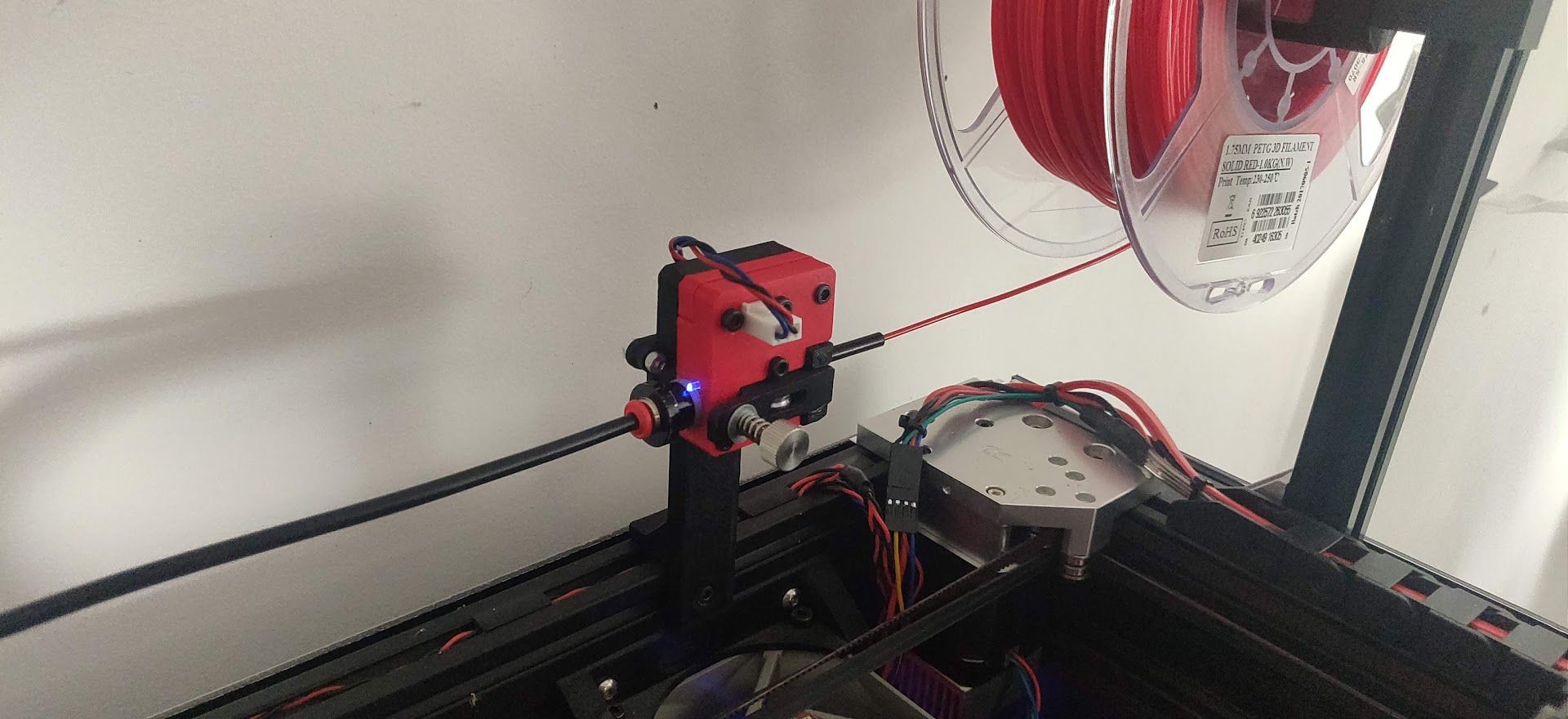
It uses an 5mm shaft hobbed gear from Bondtech and U shape bearing on the latch.
Tensionning can be adjusted from the latch.I use it outside of my DD carriage, don't have any problem with retractions ( considering I have 0.6mm retracts this prollyt explains why ).
https://www.thingiverse.com/thing:4882602
I get readings from 188% to 266% , average 230%. Is it acceptable or should I try to read around the 100% ? I think I can tweak it by adjusting the printed wheel diameter.
-
RE: Independent Z Axis - One Endstop Not Workingposted in General Discussion
Don't forget that if your bed is not perfectly flat, bed leveling will try to align 2 points that are not necessarily aligned on the bed plane resulting in tilted bed.
Then you'll also need mesh compensation. -
RE: Indirect (bearing) laser filament monitor conceptposted in Filament Monitor
That's what I use here, bondtech hobbed gear.
So after using the calibration factor + few change on the indirect casing, I now have this reported values :
measured min 93% avg 101% max 107% over 12365.3mm
Looks far better than what I ever achieved with direct reading.
I still have some false trigger because of the PTFE tube moving too fast with high acceleration, I will restrain it before the filament reader.
Latest posts made by KipK
-
RE: Filament sensorposted in Filament Monitor
@dc42
Sorry to hijack this thread, but I don't want to create a new one for this.
I've heard somewhere in the wiki that the filament sensor needs to be on the same board than the extruder it's watching to.
Is it still the case with 3.3+?
I'm about to switch to Duet 3 with 1LC toolboard, my filament sensor is outside the carriage, on the main board. -
RE: PanelDue Firmware 3.3.0-rc2 releasedposted in PanelDue
@owend I was about to post the same issue. Happened yesterday, after a filament runout pause, the panel due was locked on screen saver. Couldn't wake it.
-
RE: Need help for few missing translation in fr, es and csposted in PanelDue
@mfs12
For french:Standby : En attente
Initializing: Initialisation -
RE: "waves" on rounded printsposted in General Discussion
I got this issue this week. Printer was like moving/extruding in wavy pattern around circles with unusual noise.
It was my extruder jerk/acc that was way too high.
Lowering it from 1000 to 300 srk and 2000 to 600 acc solved theproblem ( Orbiter ) -
RE: Indirect (bearing) laser filament monitor conceptposted in Filament Monitor
That's what I use here, bondtech hobbed gear.
So after using the calibration factor + few change on the indirect casing, I now have this reported values :
measured min 93% avg 101% max 107% over 12365.3mm
Looks far better than what I ever achieved with direct reading.
I still have some false trigger because of the PTFE tube moving too fast with high acceleration, I will restrain it before the filament reader. -
RE: Indirect (bearing) laser filament monitor conceptposted in Filament Monitor
@dc42 ho that's just perfect then.
-
RE: Indirect (bearing) laser filament monitor conceptposted in Filament Monitor
I'm waking up this topic, ( deleted mine also ).
Here is my version of indirect filament reading, inspired by your ideas here.
It uses an 5mm shaft hobbed gear from Bondtech and U shape bearing on the latch.
Tensionning can be adjusted from the latch.I use it outside of my DD carriage, don't have any problem with retractions ( considering I have 0.6mm retracts this prollyt explains why ).
https://www.thingiverse.com/thing:4882602
I get readings from 188% to 266% , average 230%. Is it acceptable or should I try to read around the 100% ? I think I can tweak it by adjusting the printed wheel diameter.
-
RE: Live changing Z probe parameters without deleting pinposted in Tuning and tweaking
@dc42 said in Live changing Z probe parameters without deleting pin:
ut P or C parameters to change dive height, probing speed, travel speed etc. of the existing configured probe.
Thanks. Wondering why I haven't tried that
-
Live changing Z probe parameters without deleting pinposted in Tuning and tweaking
Hi
I'd like to change my dive height once my 3 point auto bed leveling as been done. By security, I keep the dive height to 15mm in case the bed is tilted before auto level.
Then I'd like after leveling to change the probe dive heightbut I can't call M558 without freeing the zprobe pin first.
Is there an easy way to achieve this ?