Strange travel speed behavior
-
M350 X16 Y16 Z16 E16 I1have you tested this?
and change that line
M566 X600 Y600 Z60 E250.00 -
Just FYI if you put M92 before M350 and set the values in M92 to reflect X16 micro-stepping you can change M350 as desired with no changes needed to M92.
Frederick
-
Thanks for your answers
@pcr said in Strange travel speed behavior:
M350 X16 Y16 Z16 E16 I1
Yes, I tested this, it was the default value after uploading the config file to the duet.
@pcr said in Strange travel speed behavior:
M566 X600 Y600 Z60 E250.00
With those values I will get more ringing... But I will test this if it helps for the travel speed issue.
@fcwilt Thanks for the explanation regarding M92. I didn't know that. I will change it.
-
@buckker did you use mesh bed compensation? If yes then test what happens if you disable it
-
@siam thats why the Z60:)
-
I put M92 before the M350 and set the parameter to those values: M350 X16 Y16 Z16 E16 I1. M566 set to 600 or 100 makes no difference.
Now it's definitely better. In my speed test program I can't see any jerky moves. But after starting a normal print, I could see it a little bit after the auto bed mesh leveling.
-
@buckker said in Strange travel speed behavior:
But after starting a normal print, I could see it a little bit after the auto bed mesh leveling.
That suggests to me that the XY moves are having to wait on the Z moves required by mesh bed compensation.
Try increasing Z accel and/or jerk to see if that has any effect.
Frederick
-
I keep an eye on this topic and can now say that the problem also occurs during the print. I believe that the mesh leveling process can't be the problem.
I'm a little bit confused, why my printer's max travel speed is around 18'000mm/min. If I raise M203 to X24000.00 Y24000.00 nothing happen. With a travel acceleration of 1500 the printer should reach full speed (24'000mm/min) after 50mm of travel.
With X16 the max possible travel speed should be 54'000mm/min.
Is it possible that long stepper wire extension could cause the problem? I use 0.25mm2 wire...
Do I miss something?
-
@buckker how do you know what speed your printer is reaching at the top end? DWC display or other?
-
@buckker said in Strange travel speed behavior:
I believe that the mesh leveling process can't be the problem.
What makes you think that?
Frederick
-
@t3p3tony said in Strange travel speed behavior:
@buckker how do you know what speed your printer is reaching at the top end? DWC display or other?
I use the calculator on the Prusa Website:
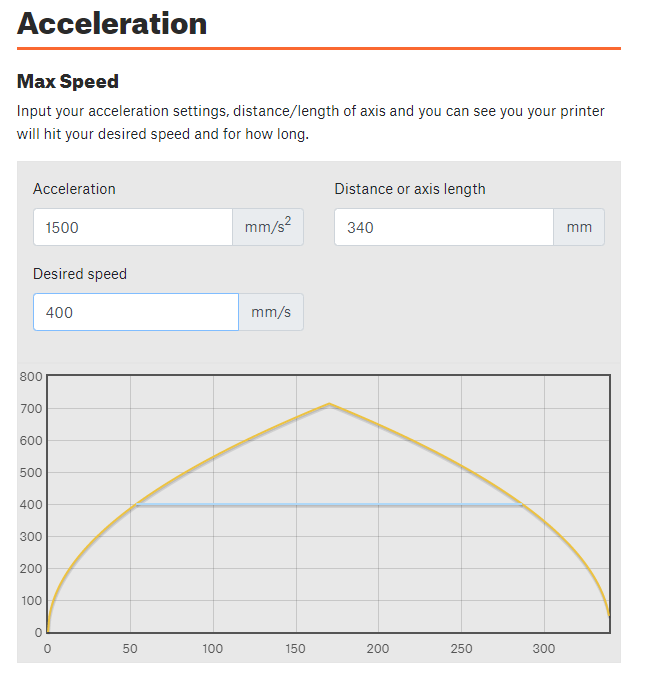
It's only theoretical. Is there maybe a way to log the travel speed of the axis?
@fcwilt said in Strange travel speed behavior:
What makes you think that?
FrederickI monitored jerky travels after hours of printing...
I build up a second printer these days. Maybe this helps me find the issue...
-
@buckker said in Strange travel speed behavior:
.................. I'm a little bit confused, why my printer's max travel speed is around 18'000mm/min. If I raise M203 to X24000.00 Y24000.00 nothing happen. With a travel acceleration of 1500 the printer should reach full speed (24'000mm/min) after 50mm of travel.................................
The most likely cause is that the max travel speed in the slicer is set to 18,000 mm/min ( 300 mm/sec). It's easy enough to check. Look at the gcode file and find a non-print move (one which has X and/or Y but no E value) and see what the feedrate for that move is (it might be on the line immediately before the G1 move). If you use Slic3R or one of it's derivatives, you'll find it under Print Settings - Speed - Speed for non-print moves.
-
@buckker said in Strange travel speed behavior:
I monitored jerky travels after hours of printing...
With mesh bed compensation enabled or disabled?
Frederick