strange discontinuous infill
-
@gloomyandy No, I'm not using input shaping.
-
To follow up:
It's not the slicer, same strange behaviour on Cura and IdeaMaker. I've been using the 0.6 nozzle since a few months and it only recently started.I don't think it's strictly related to Input Shaper either, didn't have the problem in the 3.4 betas. It's either a problem introduced by a setting change of me or one of the 2 3.4 RCs I guess. I still have 2 hours to go on my print, will try disabling IS and PA after before trying to downgrade.
-
It's bridging infill, so you may need to increase the flow rate or extrusion width for the infill. Try grid or triangle pattern and see how it differs.
What type of filament are you using?
-
@phaedrux Mine isn't bridging (It's ordinary infill over a solid bottom layer which is on the print bed), it is grid pattern (rectilinear also breaks up, but not into a regular pattern), it's Das Filament PLA.
It's about as plain / simple a fill case as you can imagine. The total piece is 50mm square, I've stopped the print when it's about 6mm high, the bottom is three solid layers. All layers are 0.4mm.
-
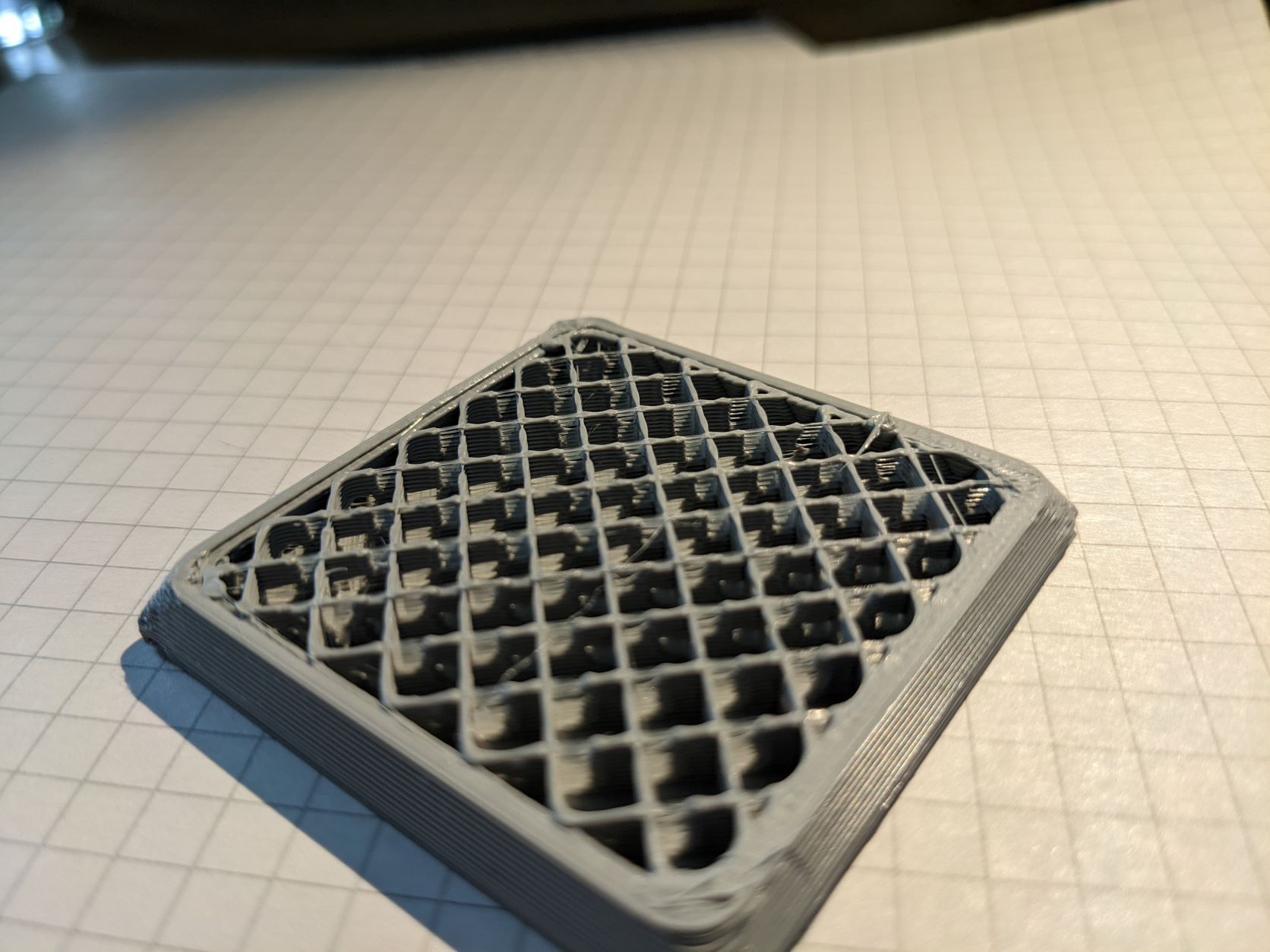
I've found the problem - and it was user error in the slicer
Although I had the slicer set to 0.8mm nozzzle diameter and 0.4mm layers, I had it fixed at 0.45mm extrusion width, so it was trying to place a 'stretched' line of extrusion, and that (apparently) results in a kind of clump-gap flow in general, but when it's in the infill the extrusion it crosses seems to make the clumps clump in a regular pattern.
If I do a single line perimeter, no infill it does the same, and I end up with a sort of knitted effect shell:
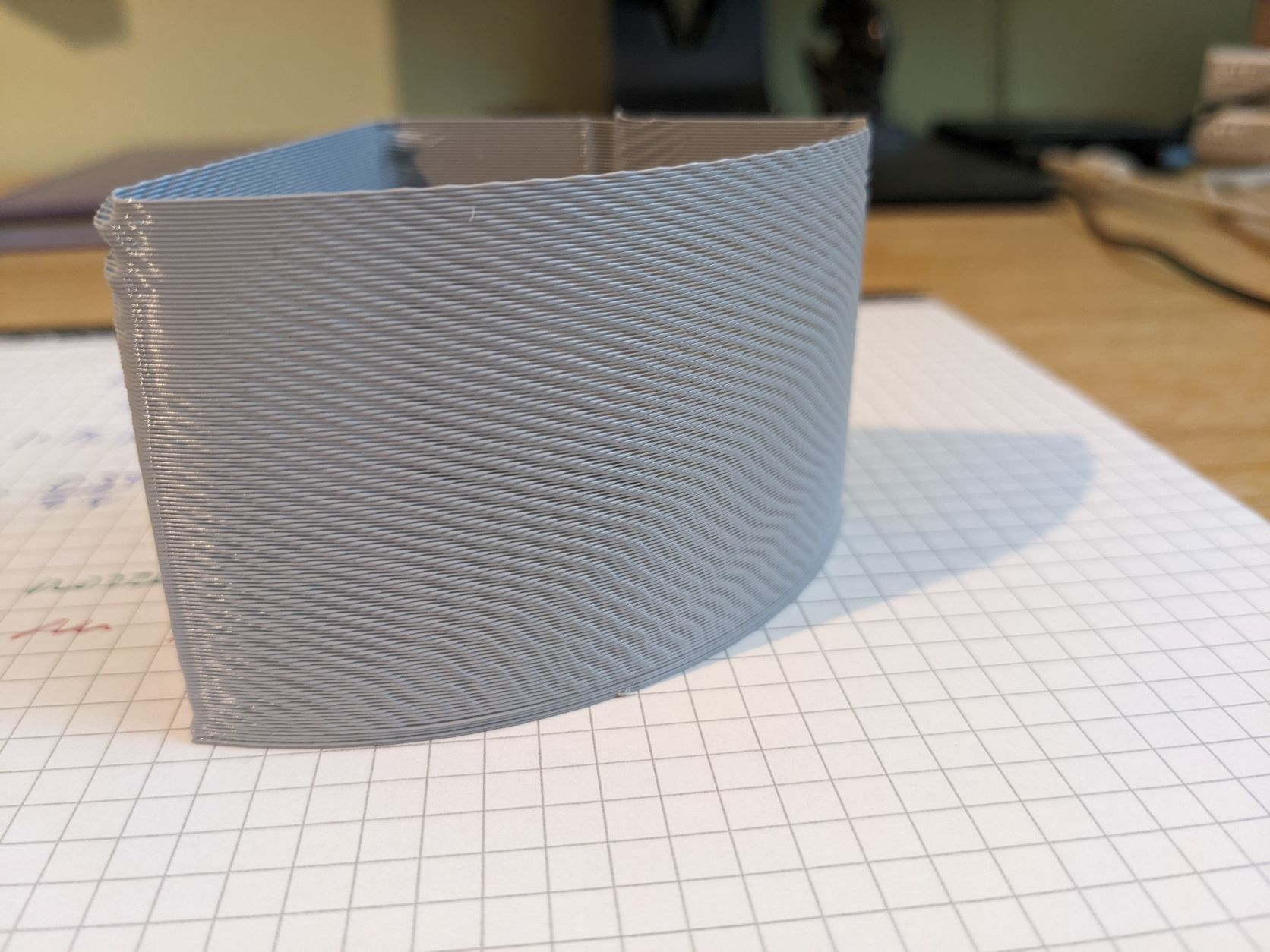
Having now seen it putting down a proper bead from the nozzle, and the bold thick lines that result, plus the rate it eats filament, I think it would be very obvious that's the problem if I do it again. However, I've never seen a printer with a 0.8mm nozzle under way, so it didn't jump out at me.
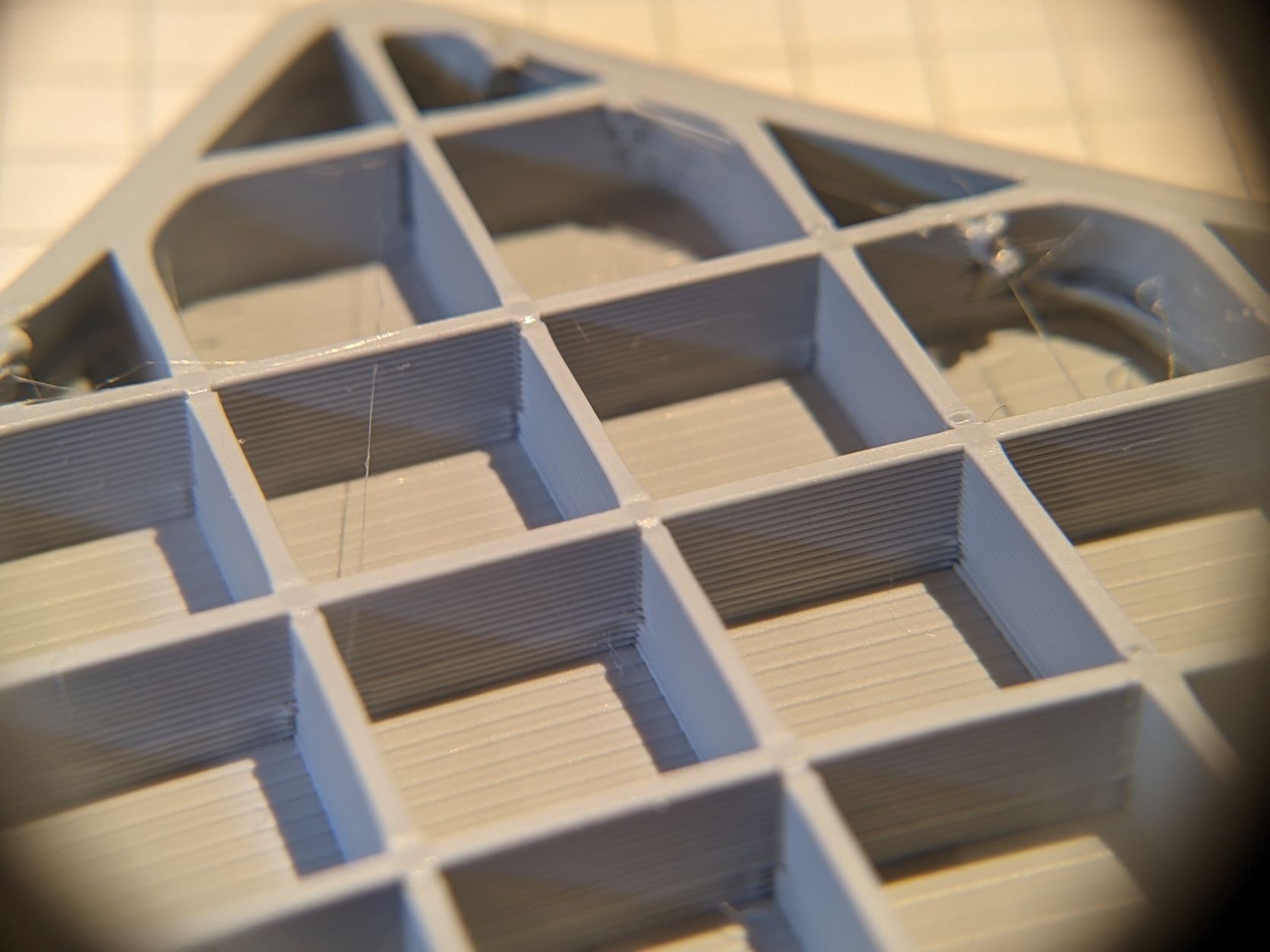
Anyway, infill now behaving itself, and the parts are a good deal chunkier:
Thanks all.
-
@achrn what line width & layer height are you now using on your 0.8mm nozzle for that picture? I've seen something similar on my 0.8mm & 1mm volcano which appeared more often on the first layer. Wondering if I had the same issue...

-
@engikeneer the last picture above (where the fill is OK) is 0.8mm nozzle, 0.3mm layer height, extrusion width 0.9mm.
With 0.4 layer height I've found my printer struggles - some nasty noises from the extruder, and fast infill wasn't staying put on theprevious layer, so at the corners at the ends of runs it was pulling off and then bunching up and tangling. Some more tuning to be done there.
The previous (faulty) effects were 0.8mm nozzle, variously 0.3 and 0.4mm layer height, and (this was the problem) extrusion width 0.45. I was also having terrible trouble with the first layer that was not going down right and needed finessing with babysteps, but I'm back to zero babystepping now - just let it mesh level the bed.
-
@achrn said in strange discontinuous infill:
With 0.4 layer height I've found my printer struggles - some nasty noises from the extruder, and fast infill wasn't staying put on theprevious layer,
That sounds like insufficient heat (or heat transfer), so the plastic is not fluid at the nozzle enough for smooth extrusion?
-
@rjenkinsgb said in strange discontinuous infill:
@achrn said in strange discontinuous infill:
With 0.4 layer height I've found my printer struggles - some nasty noises from the extruder, and fast infill wasn't staying put on theprevious layer,
That sounds like insufficient heat (or heat transfer), so the plastic is not fluid at the nozzle enough for smooth extrusion?
Yes, I thought that was likely. I didn't notice what the temperature graph was showing, but I did have it set at 210, which I think is slightly towards the low end of what the material wants, so it is at least a very possible explanation.
It's a shiny new Revo, so it's 40W, brass block/nozzle/thing and I'm still learning what it can do. I also have a long bowden, which I expect adds to the extruder load and makes pressure advance matter.
-
Figured out my issue.. for some reason I now need to print PLA at 240-250C instead of 190-210C with the same speeds. Not sure why though.. still using the Rapido (HF), still using the same plated copper nozzle. Only change was FW upgrades, but I don't think the thermistor reading is wrong as I can feed it just fine at 200C as always..
My guess right now is that the Verbatim PLA I used got worse towards the inside of the spool. Not sure though why I need 50C more than last week..