Voron 2.4 with Duet 3 Mini 5+ &1LC Toolboard Runs Slow
-
@christockos my guess is it's something to do with your slicer rather than your config. Have a look at the start gcode to see if any speeds are being set
Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
I would also look at the filament cooling settings for min layer time, that will slow down the print.
-
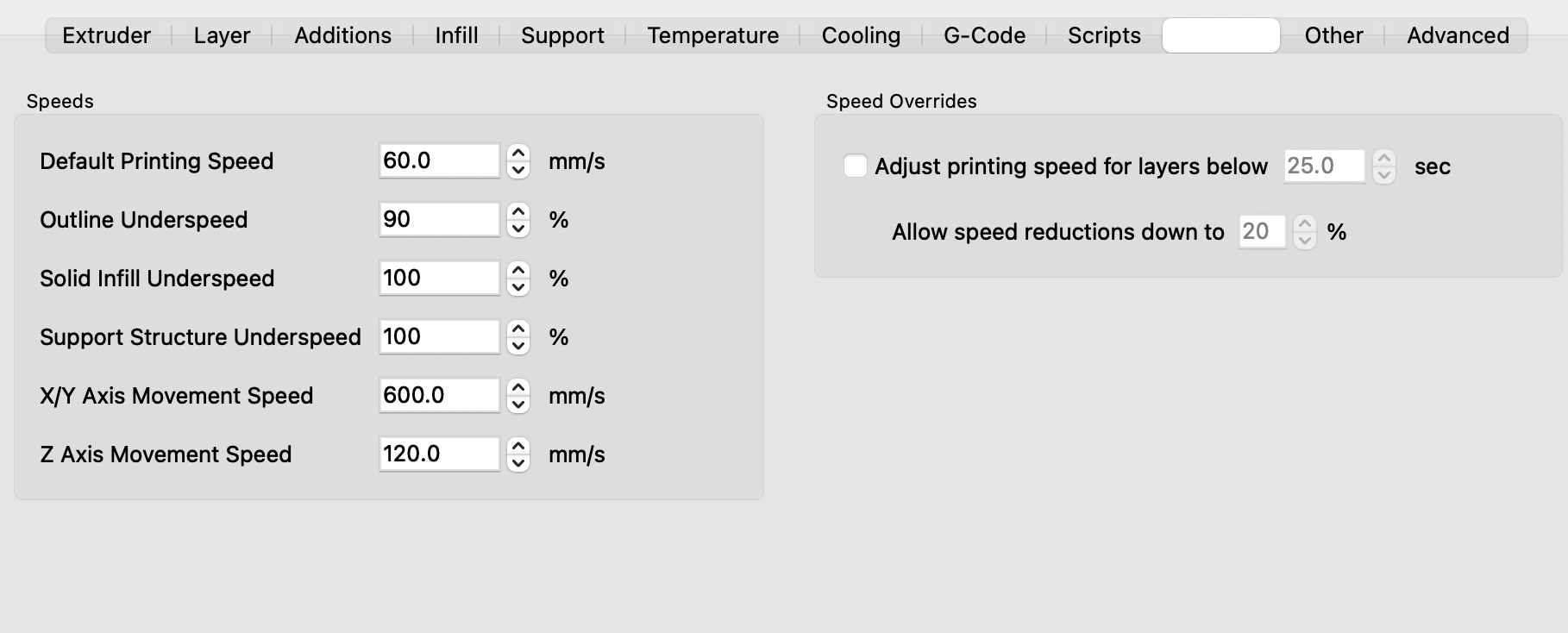
@jay_s_uk I run Simplify 3D and the only speed settings I can see that might affect it is the "adjust printing speed for layers below BLANK" and that doesn't seem to be the culprit. I have all of my speeds adjusted as such:
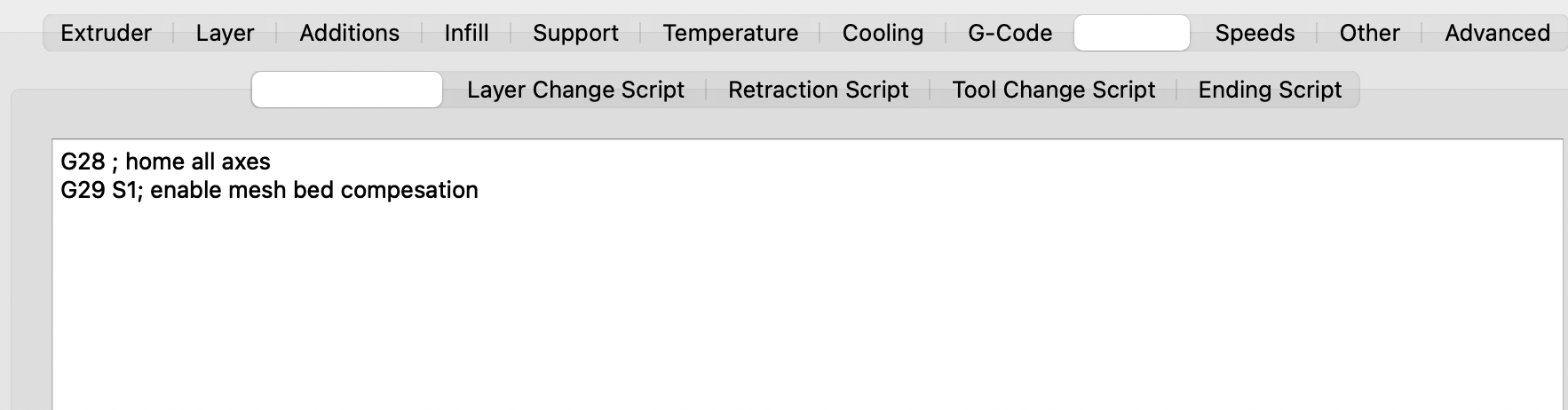
I don't see anywhere in the gcode where my prints are being slowed. Here's an example of the beginning code of one of my gcode files:
G90
M82
M106 S0
M140 S90
M190 S90
M104 S245 T0
M109 S245 T0
G28 ; home all axes
G29 S1; enable mesh bed compesation
; process VoronPETG1.18.245.60.Vase
; layer 1, Z = 1.000
T0
G92 E0.0000
G1 E-6.5000 F2400
; feature skirt
; tool H1.000 W2.000
G1 Z1.000 F7200
G1 X161.678 Y154.050 F36000
G1 E0.0000 F2400
G92 E0.0000
G1 X161.825 Y153.921 E0.1600 F673
G1 X162.449 Y153.442 E0.8009
G1 X162.612 Y153.333 E0.9609I wonder if my microstepping coupled with MeshBed compensation has anything to do with it?
(see my config)
Thanks so much,
Chris -
@jay_s_uk I run Simplify 3D and they way I understand it, Minimum Layer Time isn't an option, rather they use the "adjust printing speed for layers below BLANK seconds".
-
@christockos again, that looks acceptable. The first few lines show a move just over 61mm/s.
Do you have a start.g? -
Yeah, nothing suspicious as far as I can tell.
-
@christockos I meant on the duet board
-
@jay_s_uk I do not have a start.g (at least when I look in the system, where the config.g file lives).
-
@christockos said in Voron 2.4 with Duet 3 Mini 5+ &1LC Toolboard Runs Slow:
G1 X161.678 Y154.050 F36000
That's a requested travel speed of 600mm/sec, which is nice and high. Your M203 settings may be lower than that, in which case the MN203 settings will be used.
G1 X161.825 Y153.921 E0.1600 F673
That's a requested printing speed of 11.2mm/sec for the skirt. Much slower!
I had a similar issue when I switched to PrusaSlicer. That slicer multiplies a number of factors together to get the requested printing speed. Starting with the default printing speed it multiplies it by a percentage for the move type (e.g. perimeter, external perimeter, small perimeter, solid infill, skirt) and then by the first layer speed perecentage. In order to get a decent print speed from my delta, I had to increase the print speeds and factors.
Your acceleration limits will also limit the print speed for short moves.
I suggest you watch the "Requested speed" and "Top speed" displayed by DWC while it is printing. If the move is slow but those figures are equal then the issue is with the slicer settings. OTOH if the top speed is lower than the requested speed then the speed is being limited by the acceleration and move length (for straight moves) or by the configured jerk limit (for curves).
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
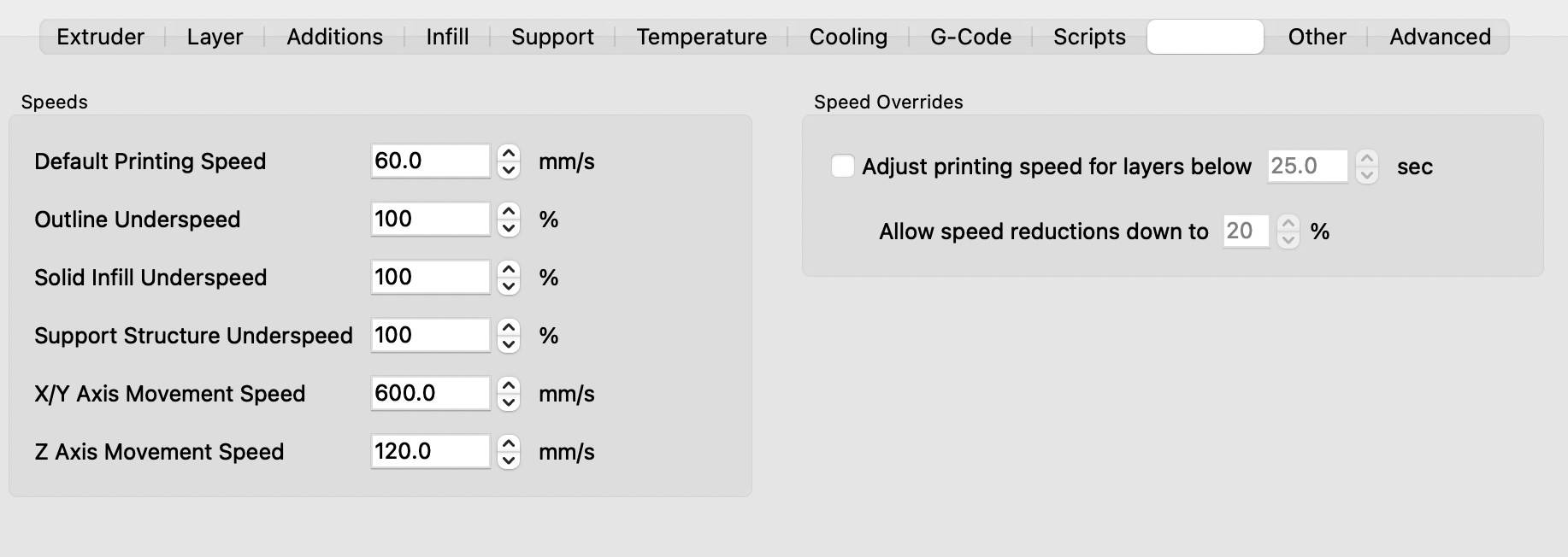
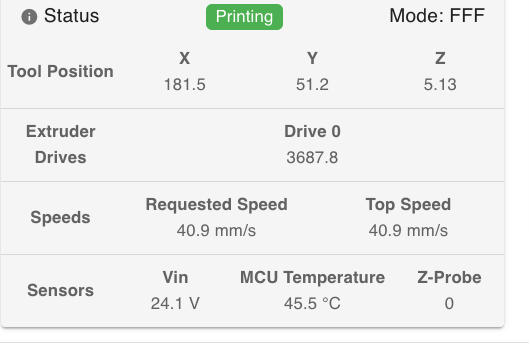
@dc42 Okay, I've done some troubleshooting (after updating to 3.4.2-rc2) and even though I have my speed in Simplify 3d set to 60mm/s:
and my first layer speed at 100%, my printer's 'requested speed' and 'top speed' both max out at 24.5mm/s.
I don't see anything else in Simplify3D where I would be slowing my print down to less than 50%.
It seems that "If the move is slow but those figures are equal then the issue is with the slicer settings" is the case, but I can't seem to find where the issue lies.
Confounding.
Thanks for any thoughts,
Chris -
@christockos FWIW, here's the start of a Simplify 3D generated gcode file:
; G-Code generated by Simplify3D(R) Version 4.1.2
; Aug 23, 2022 at 4:43:35 PM
; Settings Summary
; processName,VoronPETG1.18.245.60.Vase
; applyToModels,Block4VaseMode092002
; profileName,Voron2.4.3x350 (modified)
; profileVersion,2022-08-08 14:20:07
; baseProfile,Default
; printMaterial,PETG
; printQuality,Medium
; printExtruders,
; extruderName,Extruder 1
; extruderToolheadNumber,0
; extruderDiameter,1.8
; extruderAutoWidth,0
; extruderWidth,2
; extrusionMultiplier,0.98
; extruderUseRetract,1
; extruderRetractionDistance,6.5
; extruderExtraRestartDistance,0
; extruderRetractionZLift,0.5
; extruderRetractionSpeed,2400
; extruderUseCoasting,0
; extruderCoastingDistance,0.2
; extruderUseWipe,0
; extruderWipeDistance,5
; primaryExtruder,0
; layerHeight,1
; topSolidLayers,0
; bottomSolidLayers,0
; perimeterOutlines,1
; printPerimetersInsideOut,0
; startPointOption,3
; startPointOriginX,0
; startPointOriginY,0
; sequentialIslands,0
; spiralVaseMode,1
; firstLayerHeightPercentage,100
; firstLayerWidthPercentage,100
; firstLayerUnderspeed,1
; useRaft,0
; raftExtruder,0
; raftTopLayers,3
; raftBaseLayers,2
; raftOffset,3
; raftSeparationDistance,0.14
; raftTopInfill,100
; aboveRaftSpeedMultiplier,0.3
; useSkirt,1
; skirtExtruder,0
; skirtLayers,1
; skirtOutlines,1
; skirtOffset,2
; usePrimePillar,0
; primePillarExtruder,999
; primePillarWidth,12
; primePillarLocation,7
; primePillarSpeedMultiplier,1
; useOozeShield,0
; oozeShieldExtruder,999
; oozeShieldOffset,2
; oozeShieldOutlines,1
; oozeShieldSidewallShape,1
; oozeShieldSidewallAngle,30
; oozeShieldSpeedMultiplier,1
; infillExtruder,0
; internalInfillPattern,Rectilinear
; externalInfillPattern,Concentric
; infillPercentage,0
; outlineOverlapPercentage,18
; infillExtrusionWidthPercentage,100
; minInfillLength,5
; infillLayerInterval,1
; internalInfillAngles,45,-45
; overlapInternalInfillAngles,0
; externalInfillAngles,45,-45
; generateSupport,0
; supportExtruder,0
; supportInfillPercentage,30
; supportExtraInflation,0
; supportBaseLayers,0
; denseSupportExtruder,0
; denseSupportLayers,0
; denseSupportInfillPercentage,70
; supportLayerInterval,1
; supportHorizontalPartOffset,0.3
; supportUpperSeparationLayers,1
; supportLowerSeparationLayers,1
; supportType,0
; supportGridSpacing,4
; maxOverhangAngle,45
; supportAngles,0
; temperatureName,Extruder 1,Heated Bed
; temperatureNumber,0,0
; temperatureSetpointCount,1,1
; temperatureSetpointLayers,1,1
; temperatureSetpointTemperatures,245,90
; temperatureStabilizeAtStartup,1,1
; temperatureHeatedBed,0,1
; fanLayers,1,2
; fanSpeeds,0,100
; blipFanToFullPower,0
; adjustSpeedForCooling,0
; minSpeedLayerTime,25
; minCoolingSpeedSlowdown,20
; increaseFanForCooling,0
; minFanLayerTime,45
; maxCoolingFanSpeed,100
; increaseFanForBridging,0
; bridgingFanSpeed,100
; use5D,1
; relativeEdistances,0
; allowEaxisZeroing,1
; independentExtruderAxes,0
; includeM10123,0
; stickySupport,1
; applyToolheadOffsets,0
; gcodeXoffset,0
; gcodeYoffset,0
; gcodeZoffset,0
; overrideMachineDefinition,1
; machineTypeOverride,0
; strokeXoverride,350
; strokeYoverride,350
; strokeZoverride,350
; originOffsetXoverride,0
; originOffsetYoverride,0
; originOffsetZoverride,0
; homeXdirOverride,-1
; homeYdirOverride,-1
; homeZdirOverride,-1
; flipXoverride,1
; flipYoverride,-1
; flipZoverride,1
; toolheadOffsets,0,0|0,0|0,0|0,0|0,0|0,0
; overrideFirmwareConfiguration,1
; firmwareTypeOverride,RepRap (Marlin/Repetier/Sprinter)
; GPXconfigOverride,r2
; baudRateOverride,115200
; overridePrinterModels,0
; printerModelsOverride
; startingGcode,G28 ; home all axes,G29 S1; enable mesh bed compesation
; layerChangeGcode,
; retractionGcode,
; toolChangeGcode,
; endingGcode,M104 S0 ; turn off extruder,M140 S0 ; turn off bed,G28 XY,M84 ; disable motors
; exportFileFormat,gcode
; celebration,0
; celebrationSong,Random Song
; postProcessing,
; defaultSpeed,3600
; outlineUnderspeed,1
; solidInfillUnderspeed,1
; supportUnderspeed,1
; rapidXYspeed,36000
; rapidZspeed,7200
; minBridgingArea,50
; bridgingExtraInflation,0
; bridgingExtrusionMultiplier,1
; bridgingSpeedMultiplier,1
; useFixedBridgingAngle,0
; fixedBridgingAngle,0
; applyBridgingToPerimeters,0
; filamentDiameters,1.75|1.75|1.75|1.75|1.75|1.75
; filamentPricesPerKg,46|46|46|46|46|46
; filamentDensities,1.25|1.25|1.25|1.25|1.25|1.25
; useMinPrintHeight,0
; minPrintHeight,0
; useMaxPrintHeight,0
; maxPrintHeight,0
; useDiaphragm,0
; diaphragmLayerInterval,20
; robustSlicing,1
; mergeAllIntoSolid,0
; onlyRetractWhenCrossingOutline,1
; retractBetweenLayers,1
; useRetractionMinTravel,0
; retractionMinTravel,3
; retractWhileWiping,0
; onlyWipeOutlines,1
; avoidCrossingOutline,0
; maxMovementDetourFactor,3
; toolChangeRetractionDistance,12
; toolChangeExtraRestartDistance,-0.5
; toolChangeRetractionSpeed,600
; externalThinWallType,1
; internalThinWallType,2
; thinWallAllowedOverlapPercentage,10
; singleExtrusionMinLength,1
; singleExtrusionMinPrintingWidthPercentage,50
; singleExtrusionMaxPrintingWidthPercentage,200
; singleExtrusionEndpointExtension,0.2
; horizontalSizeCompensation,0
G90
M82
M106 S0
M140 S90
M190 S90
M104 S245 T0
M109 S245 T0
G28 ; home all axes
G29 S1; enable mesh bed compesation
; process VoronPETG1.18.245.60.Vase
; layer 1, Z = 1.000
T0
G92 E0.0000
G1 E-6.5000 F2400
; feature skirt
; tool H1.000 W2.000
G1 Z1.000 F7200
G1 X161.678 Y154.050 F36000 -
@christockos said in Voron 2.4 with Duet 3 Mini 5+ &1LC Toolboard Runs Slow:
I'm printing with a Misquito Magnum 1.8mm nozzle, 2.0mm Extrusion width, 1mm layer height.
At 25mm/s this is a flow of about 50mm^3, right?
According to this post by Slice, 38mm^3 is pushing it. What speed and flow rate do you hope to achieve?
https://support.sliceengineering.com/portal/en/community/topic/mosquito-magnum-petg-max-flow-rate
-
@christockos ah, your extruder speed limit is set to 1200mm/min, or 20mm/s, which for a 1.75mm dia filament, means the max flow it can achieve is 48mm3/s (I.e. what @zapta calculated!).
If you want to push it harder, increase your E speed in your M203 command, but that is really pushing a lot of plastic, so the hotend may not be able to print much more!
-
@engikeneer said in Voron 2.4 with Duet 3 Mini 5+ &1LC Toolboard Runs Slow:
increase your E speed in your M203
Yup, that's it. I cranked my M203 setting to 2000mm/min and got this:
Mystery solved, thanks everyone!
-
@christockos How do I mark this as 'Solved'?
-
Click on the Topic Tools icon (the little gear) and select "ask as question". Then click on it again and select "mark as solved".
-
 undefined Christockos marked this topic as a question
undefined Christockos marked this topic as a question
-
undefined Christockos has marked this topic as solved