Solved Trouble with M201 and M566 settings
-
I was wondering about the jerk setting. If the number goes up vs moving closer to zero, how does the machine respond.
Does a higher setting slow down more?
-
I just realized, you answered this on my other post.
-
These setting are working, I just don't know why I can't get this machine to have very smooth movement like the Ender 5 I have.
Seems like, If I match the jerk and accel setting on the 2 machines, they should perform similarly.
I can tell it is making a difference in quality due to the threaded holes not being as good.
I will just keep tweaking this....
-
@jered said in Trouble with M201 and M566 settings:
I just realized, you answered this on my other post.
Where I wrote that the Z6 should be set to Z1200 and also all extruders to 1200mm/min?
Have you set the jerk values of Z and all extruders to 1200mm/min?
If so, is the printer now behaving as desired?In order to set a smooth pressure movement using jerk, it is quite sufficient to do it only on the X and Y axes.
Always remember, 480mm/min is just 8mm/s.I also have a jerk of 8mm/s (480mm/min) on mine and the beginning and end of each printed swath is gently accelerated and decelerated.
With a jerk of 20mm/s, the acceleration and deceleration is very hard, which is not necessarily reflected in the print image, but it puts more stress on the hardware and it hurts to watch. The movements go from round to square and from soft to hard.You have to find the right or most comfortable one for you and your printer.
I prefer a round, almost even pressure movement to these extreme high-speed pressures ala Vez3D (Benchy Speed Challenge).
Interesting... but I don't have to have it.
Google Translate
-- Original Text --Da wo ich geschrieben habe das Z6 auf Z1200 und auch alle Extruder auf 1200mm/min eingestellt werden sollten ?
Hast Du die Jerk Werte von Z und allen Extrudern auf 1200mm/min gestellt ?
Wenn ja, verhält der Drucker sich jetzt wie gewünscht ?Um eine weiche Druckbewegung mittels Jerk einzustellen, reicht es vollkommen aus es nur bei der X und der Y Achse zu machen.
Bedenke immer, 480mm/min sind gerade einmal 8mm/s.Ich habe bei mir auch ein Jerk von 8mm/s (480mm/min) und der Anfang und das Ende jeder gedruckten Bahn wird sanft beschleunigt und abgebremst.
Bei einem Jerk von 20mm/s ist das Beschleunigen und Abbremsen sehr hart, was sich nicht unbedingt im Druckbild widerspiegelt, aber die Hardware wird dadurch mehr belastet und es tut einem schon weh beim zugucken. Die Bewegungen gehen von rund zu eckig über bzw von weich zu hart.Man muss das richtige bzw angenehmste für sich und seinen Drucker herausfinden.
Eine runde, fast gleichmäßige Druckbewegung mag ich lieber als diese extremen Highspeed Drucke ala Vez3D (Benchy Speed Challenge).
Interessant... aber muss ich nicht haben. -
@jered said in Trouble with M201 and M566 settings:
I was wondering about the jerk setting. If the number goes up vs moving closer to zero, how does the machine respond.
Does a higher setting slow down more?
Is was about higher number vs lower number for the jerk setting.
Anyway, I am just messing with the x and y. I have the x and y set to 250mm/m currently, for the jerk setting. It is still not as smooth my ender which has a setting of 600mm/m.
I even put the accel to 250mm/s and still ......
-
@jered
You should see Ender at work.
Maybe you have the time and desire to film the two printers at work so that you can get a better idea and suggest something about it?DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
So I put the M566 to 0 and M201 to 10 and didn't notice any change. At this setting the machine should have never reach full speed. Right? The part is small.
-
@norder
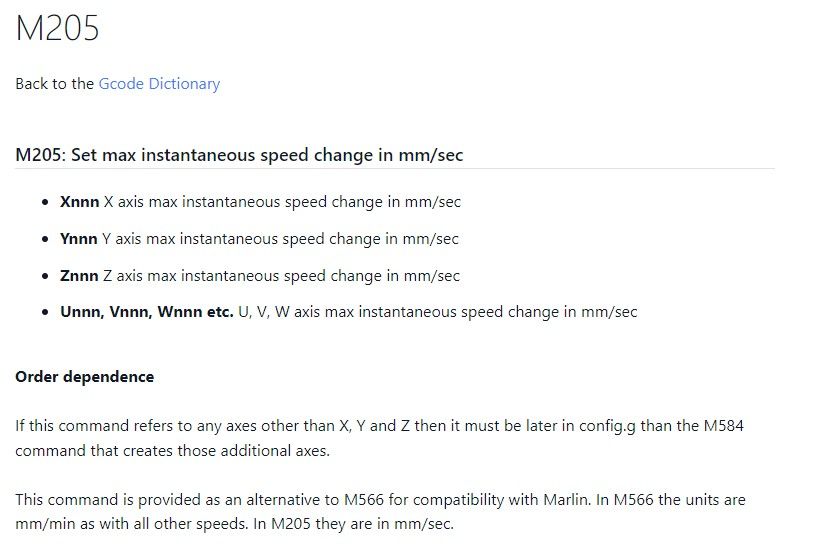
Should I be using the M205 command instead of the M566?Just found this on the internet.
Or is just one command is different units?
-
@jered
I'm just a normal Duet user and not an expert on anything... although...
I mean, I don't know every M command and M205 is new to me.I wonder... why ?
You can easily convert mm/min to mm/s by simply dividing the value by 60.Although I like mm/s better because it gives me a better idea of the speed.
If I'm printing at 30mm/s or at 50mm/s then I can roughly guess when I see it.So judging by the description for the M205 command, it does the same thing as M566 just in a seconds format.
I'm just wondering... is there also a mm/s command for the maximum speed (M203) which is also calculated in mm/min?
And since the M203 command usually comes directly after the M566 command in the config.g, I ask myself... isn't that a trip on your own because you have two different formats one below the other?So nothing should change for you whether you enter M566 Z480 or M205 Z8 in config.g, because according to the description for the command, the result is the same.
In the end it's more of a "matter of taste"!?
Google Translate
-- Original Text --Ich bin ja auch nur ein normaler Duet Nutzer und kein Experte von irgendwas... obwohl...
Ich will damit sagen, ich kenne nicht jeden M Befehl und M205 ist für mich neu.Ich frage mich... wozu ?
Denn mm/min kann man doch sehr einfach in mm/s umrechnen, dazu einfach nur den Wert durch 60 teilen.Obwohl mm/s mir besser gefällt, weil ich mir so die Geschwindigkeit besser vorstellen kann.
Wenn ich mit 30mm/s drucke oder mit 50mm/s, dann kann ich das in etwa schätzen wenn ich es sehe.Also nach der Beschreibung für den Befehl M205 zu urteilen, macht er das gleiche wie M566 nur in einem Sekunden Format.
Ich frage mich gerade... gibt es auch einen mm/s Befehl für die maximale Geschwindigkeit (M203) der ja auch in mm/min gerechnet wird ?
Und da der M203 Befehl meistens direkt nach dem M566 Befehl in der config.g kommt, frage ich mich... stellt man sich so nicht selber ein Bein, weil man zwei unterschiedliche Formate untereinander stehen hat ?Demnach sollte sich also bei Dir nichts ändern, ob Du jetzt M566 Z480 oder M205 Z8 in die config.g einträgst, denn nach der Beschreibung für den Befehl ist das Ergebnis das gleiche.
Am Ende ist es wohl eher eine "Geschmackssache" !?
-
@jered said in Trouble with M201 and M566 settings:
Just found this on the internet.
You write you have the command "found on the internet".
For GCodes, you should use the GCodes for RepRap firmware, not any you find on the web.
The following page lists and describes all of the GCodes for the Duet.
If you come across a GCode on the net, then check what it does in a Duet and whether the Duet understands or knows it at all. -
I am still not satisfied with the M201 command. I changed it to 1 and still I can not see any difference in performance. It appears that this setting does nothing. That being said, I need this to work.
I have literally tried at least 50 different values for this setting and can not see that it is having an effect.
To account for this setting not doing what I think it should, I have had to greatly reduce my print speed to 50mm/s to get a good quality of print.
I am very bummed that this very expensive 3d printer is getting its ass kick by my cheap Ender 5 in quality of print.......
If I make these same changes on my cnc machine, the difference is VERY noticable. But not here.
-
How are you sending the command?
Does your sliced gcode file include M201 commands from the slicer?
If you send M201 by itself, what does it report the current values as? -
@Jered said in Trouble with M201 and M566 settings:
If I make these same changes on my cnc machine, the difference is VERY noticable. But not here.
That's likely because your CNC machine does not have an extruder. Therefore it's only X and Y moves that need to be synchronised. Whereas your printer needs to have extruder moves start and end in sync with the X and Y axes moves. Because you have capped the speed of the extruder by having very low accelerations and instantaneous speeds, then the X and Y axes will be slowed to keep in sync with the (slow) extruder. So you can change X and Y as much as you like but unless you also raise the thresholds for "E", then in order to maintain synchronisation, the X and Y acceleration and jerk will be capped by the low extruder settings.
I explained all this to you in my earlier post.
-
@Jered
I already wrote to you in another thread that you should set the jerk values for Z and all extruders to 1200mm/min.
Because 6mm/min for Z and 120mm/min each for the extruder is too slow.Please post...
-
Your current config.g
-
A GCode of a printed part.
-
A screenshot of your printer settings in your slicer
This might help to solve your problem faster.
Google Translate
-- Original Text --Ich hatte Dir in einem anderen Thread auch schon geschrieben dass Du die Jerk Werte für Z und alle Extruder auf 1200mm/min stellen solltest.
Denn 6mm/min für Z und je 120mm/min für die Extruder ist zu langsam.Bitte poste...
-
Deine aktuelle config.g
-
Ein GCode eines Druckteil.
-
Ein Screenshot Deiner Drucker Einstellungen in Deinem Slicer
Dieses könnte helfen Dein Problem schneller zu lösen.
-
-
I wonder if there is a problem with the M201 setting using the 1XD boards. I am using these boards for x y and z.
-
@Jered how are actually testing? With a Gcode file? Try testing manually. Set M201 for X and Y axis. Send a long G1 move, just in X and/or Y. Change M201 and repeat. This should show the effect of changing acceleration.
As others have already said, if you have mesh levelling or run the extruder at the same time, motor settings for them may affect the acceleration and speed of the X and Y axes, so test without these.
If you are sending a Gcode file to test, send M201 on its own to show current setting before it starts, and during, then you will know if the Gcode file is overriding the values you set.
Ian
-
@droftarts
I will check this. It will take me a while as a print is currently running. -
You can send M201 by itself at any time and it will report the current values.
-
I have been testing this with the latest version of Super Slicer (SS) as it allows more control over accel throughout the print than Simplify (which has none), and the results are, it is working. However, I am not sure why the machine is operating out of the config limits with Simplify.
In SS the accel is controlled per feature, and is changing all the time, which is nice.
However, it is weird that the Ender and the Vcore perform completely different with the same settings.
Ender accel is set at 500 mm/m and jerk is set to 10 mm/s. I change these to match in the Duet config, and it doesn't seem to matter about the accel, the jerk setting does seem to do something.
So having SS adjust the settings where I want them works, but the limiting factors in the config, for accel, do not seem to matter.
So I am guessing that changing them while a print is running would also work. But if I rely on the config alone, then my print suffers.
It still bothers me that I have to go through the extra leg work of using a different slicer to get the Duet to work, but with Enders cheap board, it does what I want without dictating everything the machine is doing through the slicer.
Any thoughts?
What slicer does Duet recommend? -
@Jered said in Trouble with M201 and M566 settings:
Any thoughts?
@Phaedrux said in Trouble with M201 and M566 settings:
How are you sending the command?
Does your sliced gcode file include M201 commands from the slicer?
If you send M201 by itself, what does it report the current values as?