Duet 3 Mini 5+ sensorless homing configuration
-
@dc42 thanks, I am not sure if I am doing this correct though. So far I am still getting quite mixed results (stalling after power cycle before home point is reached and after that only homing correctly when the extruder is within 10mm of the homing location, and then also not all the time).
I am trying the following (again only trying X for now):
-
Set stall detection sensitivity and reduce V+H+T parameter

-
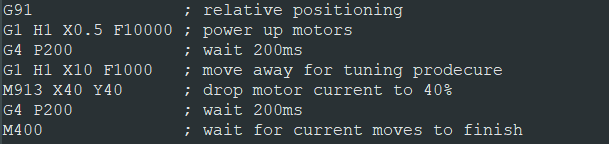
Run tuning procedure and reduce motor current
-
Homing move

-
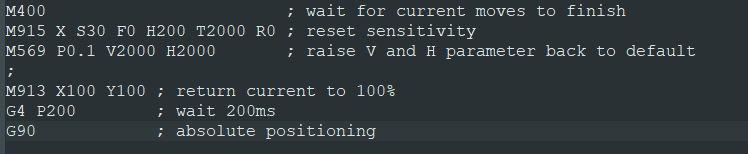
Reset sensitivity, V+H+T and return current to 100%
The above is all my homex.g contains... Is there still something I am doing obviously wrong?
-
-
I have been running sensorless homing on my Bear using the Mini5 since it was implemented a few weeks back.
These are my settings in my config.g for the x axis
M569 P0.0 S0 D3 V100 ; physical drive 0.0 goes forwards (x) M574 X1 S3 ; configure sensorless endstop for low end on X (Sensorless)My homex.g
M400 ; wait til stuff stops M574 X1 S3 ; use stall guard for endstops M913 X60 Y60 ; drop motor currents to 50% M201 X1000 Y1000 ; reduce acceleration on X/Y to stop false triggers M915 X S0 R0 F0 H200 ; Sensitivity 4, don’t take action, don’t filter, 400steps/sec G91 ; set relative G1 H2 Z5 F1200 G1 H1 X-250 F3000 ; move left 250mm, stopping at the endstop G1 X10 F1200 ; move away from end G1 H2 Z-5 F1200 G90 ; back to absolute positioning M400 ; wait again M913 X100 Y100 ; motor currents back to 100% M201 X500 Y500 ; accel back to original M915 S63 X Y R0 ; Disable Logging and lower stall detectionFeel free to give it a shot and tweak it as needed. I have not spent a lot of time trying to fine tune it but it works well.
-
@Sindarius thank you, I will try that! Are you using Pruse MK3 LDO motors?
What part in your homex.g is covering the tuning procedure that David described above?
-
Ok, so I tried this @Sindarius. It definitely works the best it has so far, thanks for sharing!
A couple of things are not working yet though:
-
After a power cycle, when I try to home the axis, it detects a home instantly, before the actual home position and then moves away 10mm. Each homing command moves the axis therefore 10mm further away from its homing position.
-
After an emergency stop, I can get it to home correctly, that works as many times I want as long as I do not make any other moves in between and as long as I am within 10mm of the actual homing position. As soon as I move e.g. 100mm away from the homing position and I try to re-home then, I get a crash.
-
-
@flobler I am using a different set of motors for my bear build. Mine was done with some trial and error and tweaking settings I used on my Duet 2 wifi. I would only use what I have as a start point and incorporate dc42’s recommendations. Don’t trust my comments since the numbers won’t match everywhere.
-
In-cooperating all the above tips with some trial and error got it running. I simply had my current reduced way too much for it to work consistently, which was the last bit that needed adjusting.
This is configuration gives good results now homex.g
Thanks everyone for your help!
-
I thought I´d post a quick update for anyone reading this later:
I now realized that the bug described here was also contributing to my issues:
https://forum.duet3d.com/topic/21108/stall-detection-on-duet-3-miniTaking this into account, it was a breeze finding a good value for sensitivity and getting sensorless homing to work smoothly.
-
@flobler Thanks for letting us know it's working well for you. Can you share the config that worked?
-
@phaedrux Sure! Sorry I must have missed your message.
I have "outsourced" the changes that need applying for homing (motor current, driver tuning, V parameter etc.) from the actual homing moves into a separate macro, so I can tweak this centrally.
Here is how I home all axes:
; homeall.g ; called to home all axes M98 P"homing_modifications.g" ; applies necessary modifications for the homing moves ; get Z out of the way G91 ; relative positioning G1 H2 Z5 F1200 ; lift Z M400 ; wait for current moves to finish ; home X G1 H1 X5 F1200 ; move slowly away G1 H1 X-255 F3600 ; move to X axis endstop and stop there (first pass) G1 X5 F1200 ; go back a few mm G1 H1 X-10 F3000 ; move to X axis endstop once more (second pass) G1 X10 F1200 ; go back a few mm M400 ; wait for current moves to finish ; home Y G1 H1 Y5 F1200 ; move slowly away G1 H1 Y-220 F3600 ; move to Y axis endstop and stop there (first pass) G1 Y5 F1200 ; go back a few mm G1 H1 Y-10 F3000 ; move to Y axis endstop once more (second pass) G1 Y10 F1200 ; go back a few mm M400 ; wait for current moves to finish ; home Z G90 ; absolute positioning G1 X11.5 Y4.5 F6000 ; go to first probe point G30 ; home Z by probing the bed G1 Z0.6 F500 ; move Z to origin G91 ; relative positioning G1 Z1 F500 ; lift Z relative to current position M400 ; Wait for current moves to finish M98 P"homing_modifications_reset.g" ; resets all modifications applied for the homing move; homing_modifications.g ; tune motor drivers, set motor current and V parameter for homing moves ; apply modifications M569 P0.1 V10 ; reduce V to ensure stealthChop is enabled for X M569 P0.2 V10 ; reduce V to ensure stealthChop is enabled for Y M913 X70 Y70 ; drop motor current to 50% G4 P100 ; wait 100ms ; tune drivers G91 ; relative positioning G1 H2 X0.2 Y0.2 F3000 ; power up motors to ensure they are not stalled G4 P100 ; wait 100ms M400 ; wait for current moves to finish; homing_modifications_reset.g ; reset all homing modifications applied in homing_modifications.g ; M913 X100 Y100 ; return current to 100% for X and Y M569 P0.1 V2000 ; restore default V for X M569 P0.2 V2000 ; restore default V for Y G90 ; absolute positioningHere is the configuration of the endstops/stallguard sensitivity:
; Endstops M574 X1 S3 ; configure sensorless endstop for low end on X M574 Y1 S3 ; configure sensorless endstop for low end on Y M915 X S3 F0 H200 R0 ; set the X axis sensitivity M915 Y S3 F0 H200 R0 ; set the Y axis sensitivityThis works very well for me. I might still tweak it here and there but everything will then be released on the Bear Project GitHub repo.
Hope that helps someone looking into this thread later down the line
")
-
 undefined FelixH referenced this topic 12 Dec 2023, 09:03
undefined FelixH referenced this topic 12 Dec 2023, 09:03
-
I am very thankful I found this thread because I was having the very same issue and, after some experimenting with your scripts it works better for me too now.
However, I do have a question: why there is no M915 command on these routines? I assume if ignored it assumes a certain value lie S3??
I mean, I tried with and without M915 and it works, so... I am confused, somehow