Sovol SV08 Multiple Motion System Upgrade.
-
Made quite a few improvements to Z height setting between the two gantries.
So far only using the two inductive problems - but will add in the front Gantry Voron Tap capability, plus the ball probe.
Also made a start on Z Hopping - initial Macro here.
;M800.g if exists(param.P) if param.P == 0 if exists(param.H) if param.H > 0 M596 P0 G90 G1 H2 B0.8 F300 M84 B ; Turn off IDLE current on B else M596 P0 G90 G1 H2 B0.4 F300 M84 B ; Turn off IDLE current on B else echo "Hop parameter H missing" if param.P == 1 if exists(param.H) if param.H > 0 M280 P1 S60 ; Set Servo else M280 P1 S120 ; Set Servo else M42 P1 S0At present I have a stepper on Axis B for the front gantry (P0) and a servo for the rear gantry (P1).
Not sure how well the servo movements will work with the motion queue - so lots of testing to do.
-
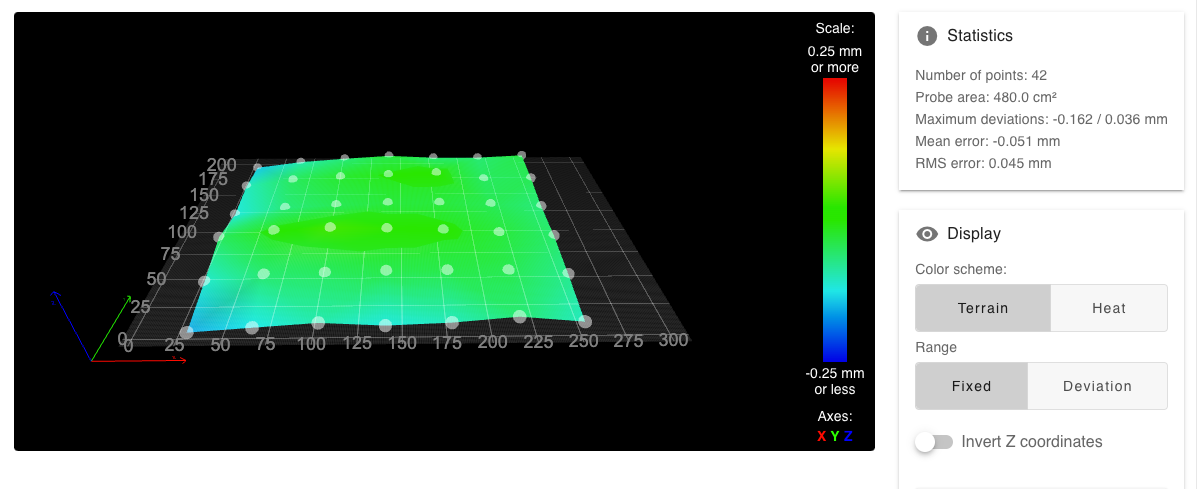
Having a bit of trouble getting a consistent first layer across both tools when I have tried a large single model printed by both print heads - so decided to start investigation mesh compensation.
First stage is probing the bed - I don't think it is too bad based on this initial test - I was expecting it to be worse than this.
Because the mesh compensation in the firmware is not aware of my 'mini Z axis/ZHopper' - then I am going to have to do the mesh compensation off-line in a post processor.
I will have to split each long move into segments the size of the grid.
First thing I will do is just try and get printing working really well on the XY axis (without the ZHopper), but with mesh compensation on.
Will then investigate whether I can do anything with tool mapping - by switching the Z axis between the main gantry Z axis at layer changes, and within the layer my ZHop (B) Axis - to see if I can convince the firmware to apply the compensation to my miniZ axis instead of the real one.
If as I expect this doesn't work -
Then will try to get the same results with no mesh compensation on, but instead doing the compensation in a post processor - - that takes in the Gcode and the heightmap.csv - then replicates what is done in Move::ComputeHeightCorrection. - and then does actual moves using my B axis.
Then once I have got it working for the XY axis, I should be able to do the same for the UV axis, plus later the 2 other IDEX print heads.
-
Update - changed my probing approach and tried some prints with and without mesh levelling and didn't notice a lot of difference, so will leave it for now.
Managed to get a fairly good quality dual tool IDEX print working - see attached.
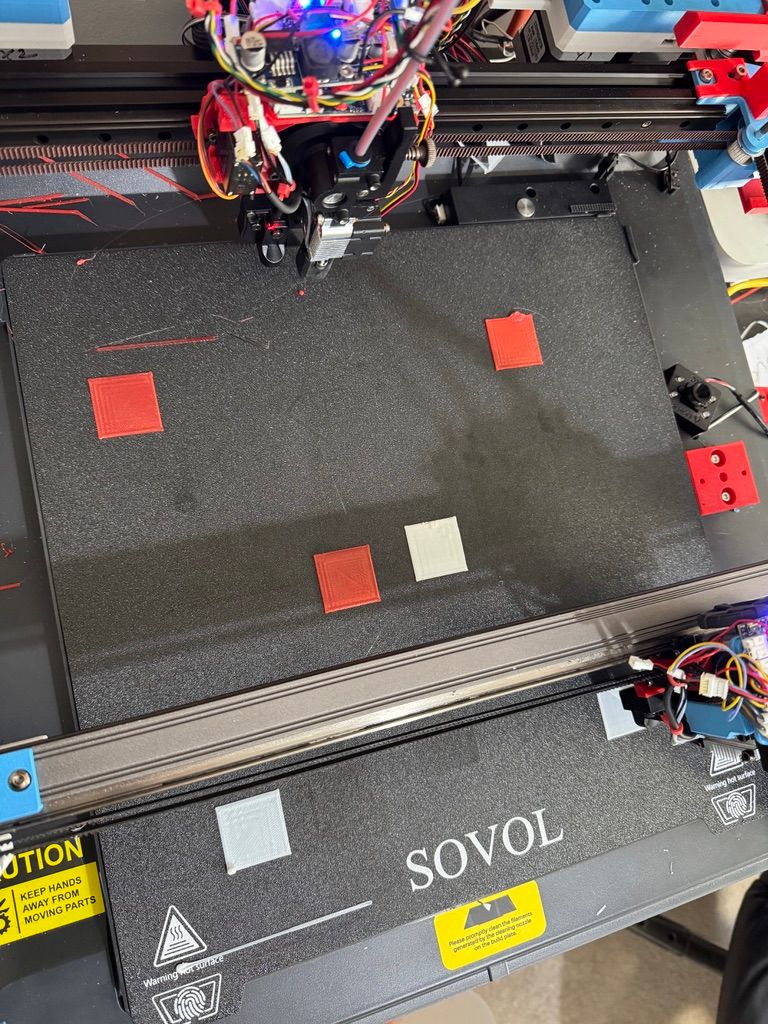
Just need to sort out oozing while tool is parked, and some sort of wiping.
Now moving on the Z Hoppers.
At present my XY Zhopper is attached the the Mini5+ board (with the UV Gantry) - which I expected to cause problems when using multiple motion systems - which it did.
So I have swapped one of the Z Motors over to the Mini5+, so that the Zhopper is on the main 6HC board.
Initial tests are showing better results - with the Z Hopper moving at the correct time in the sequence.
The Servo based Z Hopper is a bit of an issue too.
I was expecting to run it on Motion System 1 - with the UV axis - but I am finding the servo movements are not happening as expected, where as if I run the UV Axis and the Servo on Motion System 0 is seems to work better - so might have to operate in that way - will probably have to swap the rest of the Z Axis over to the Mini5+ too - so will use Motion System 0 for UVZ + Servo, and Motion System 1 for X,Y,B(Z Hopper).
I don't really need to run the Z in parallel so will what happens for a while leaving it spread across the two boards - as unfortunately the stepper connectors are different between the 6HC and Mini5+
-
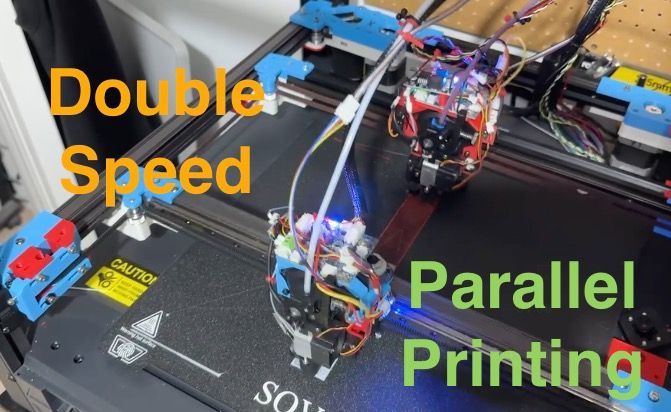
Parallel printing working demo Video
Fully aligned - single object parallel print
With alignment using Ember Prototypes CXC
-
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
I will have to split each long move into segments the size of the grid.
IMO, that won't be that easy. Mesh adjustment is continuous between grid points.
And for tool No2 you'd have to know where tool No1 is to compensate No2's adjustment accordingly. -
@o_lampe said in Sovol SV08 Multiple Motion System Upgrade.:
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
I will have to split each long move into segments the size of the grid.
IMO, that won't be that easy. Mesh adjustment is continuous between grid points.
And for tool No2 you'd have to know where tool No1 is to compensate No2's adjustment accordingly.I'm thinking that if I do external adjustments I will get the printer to probe the mesh, but not enable mesh compensation of any print head - and would do all of the mesh adjustments manually.
Therefore in the example you gave Tool No1 would have its own independent adjustment (using the Z Hopper stepper), and therefore would not affect the adjustments that would need to be made for Tool No2 (using its Z hopper stepper) I think.
From looking at the code - it looks like long moves are segmented up for various reasons - including mesh compensation grid size - and then if mesh compensation is turned on it interpolates what the Z position of the moveTo point needs to be adjusted by - then effectively adds a Z up or down move to the XY move - which then I am guessing adds tiny linear steps to the Z move as moves between the two XY points.
Therefore in the case of my XYB and UVC design - I would only use Z for layer changes, with all other Zhops and mesh adjustments being done independently with the B and C Zhopper axis.
Every XY or UV move would where required firstly be segmented into grid size chunks, and then have a B or C move up or down added to every XY or UV move.
It may as you say be more complicated than this - but it should do something to help.
Once I have resolved my flushing/oozing issues will do some more tests to confirm where meshing issues show up, and then try to fix them with my proposed approach.
Once I get to IDEX I would have something like - with XxYBb UuVCc Z - where BbCc are the 4 Z Hoppers - which would all need to be added to the moves for manual meshing.
PS/ I think the Z hopper approach to small fast moves - rather than using the now quite heavy (and soon to be even heavier) Z gantry might end up working quite well.
-
Quite a frustrating day.
Hit an issue with Sensorless homing in motion System 1 on main 6HC board. But found that on 3.5.4 it is possible to release Axis from motion systems with this sequence - from the current motion system
T-1
M400 (or probably M598)So switched the axis between Motion system 0 and 1 to get the homing to work,
Made some good progress on flushing, but then hit an issue with speeds.
On 3.5.4 motion system 0 move speeds seem to match the GCODE/config.g ok - but on Motion System 1 they seem to be a lot faster - even on layer 1 - and the web interface doesn't report the speeds.
So switched to 3.6.0.rc1 to try and solve the speed issue.
The good news is that the Axis on the Mini5+ doesn't seem to be slow now - like it was on 3,6,0b4
On 3.6.0rc1 sensorless homing seems to work ok on motion system1 - but the problem with these versions is that it seems to be impossible to release an axis from a motion system once it has been used - including the first time - as per the @Alva thread.
Tried getting 3.6.0.rc1 homing macro's working - but it was getting steadily more complicated - especially with bed probing - where I need to specify Z,X & Y in the same command - but it won't let me - as they are stuck in separate motion systems after homing - so have switched back to 3.5.4 again for now
The only way I can think to get 3.6.0rc1 working for me is:
a) Switch XYZ to be back to all be on motion system 0 - and forget the servo based Z Hopping on the UV axis (which only works on Motion system 0).
b) Switch Bed probing over from the XYZ to UVZ Axis. -
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
I would only use Z for layer changes, with all other Zhops and mesh adjustments being done independently with the B and C Zhopper axis.

That's what I proposed to implement in RRF while I played with the hashPrinter.I wonder if it's possible to use G10/G11 for FW-retraction with zHop in your case? You'd have to link it with your BbCc motors. @dc42 ?
-
@o_lampe Interesting - I hadn't thought about firmware retraction - its turned off in my printer profile - but if I turn it on - I get this as a typical sequence
G10 ; retract ;WIPE_START G1 X140.121 Y84.188 E-.24 ;WIPE_END M486 S-1 M486 S1 G1 Z.6 F15000 G1 X152.303 Y279.456 Z.6 G1 Z.2 G11 ; unretractI've created my own ZHOP command - M800 - I guess I could use being inside a G10/G11 pair to know to change the Z moves to my M800 commands.
I will also try just commenting out the Z moves (or turning off Z Hopping in the slicer), and try setting the Z axis to my B/C axis in the M563 tool definition as you suggest- and then specify Z Movement in my M207 to see what happens.
Will also try turning on meshing with my BC axis defined as Z to see if it does any auto adjustments using my axis, rather than the proper Z Axis.
-
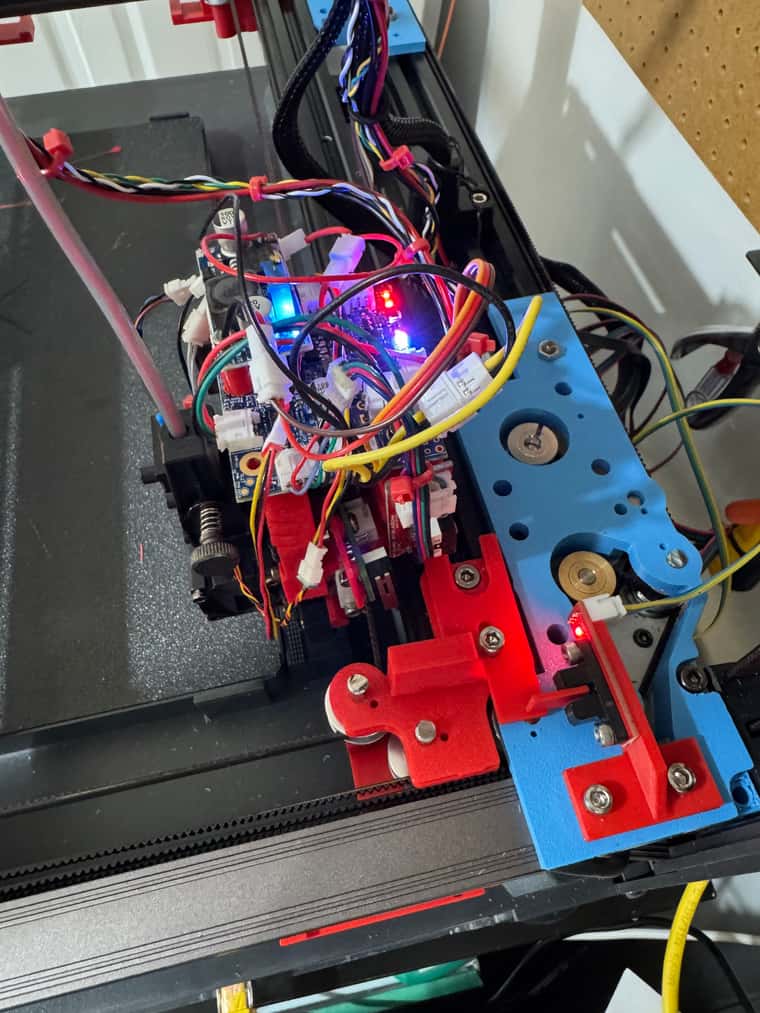
After snapping off the V gantry end stop for the 2nd time, decided to move the end stop off of the print head onto the flying gantry, and also changed to optical.
Also took the opportunity to redesign the rear gantry holders to allow them to slot in between the idlers at the back - to give about 15mm of extra Y movement.
Got a nice bit of exposure for my project (and its Duet electronics) from Micheal Laws on the Teaching Tech YouTube channel today - see the brief mention in first 2 minutes of this video.
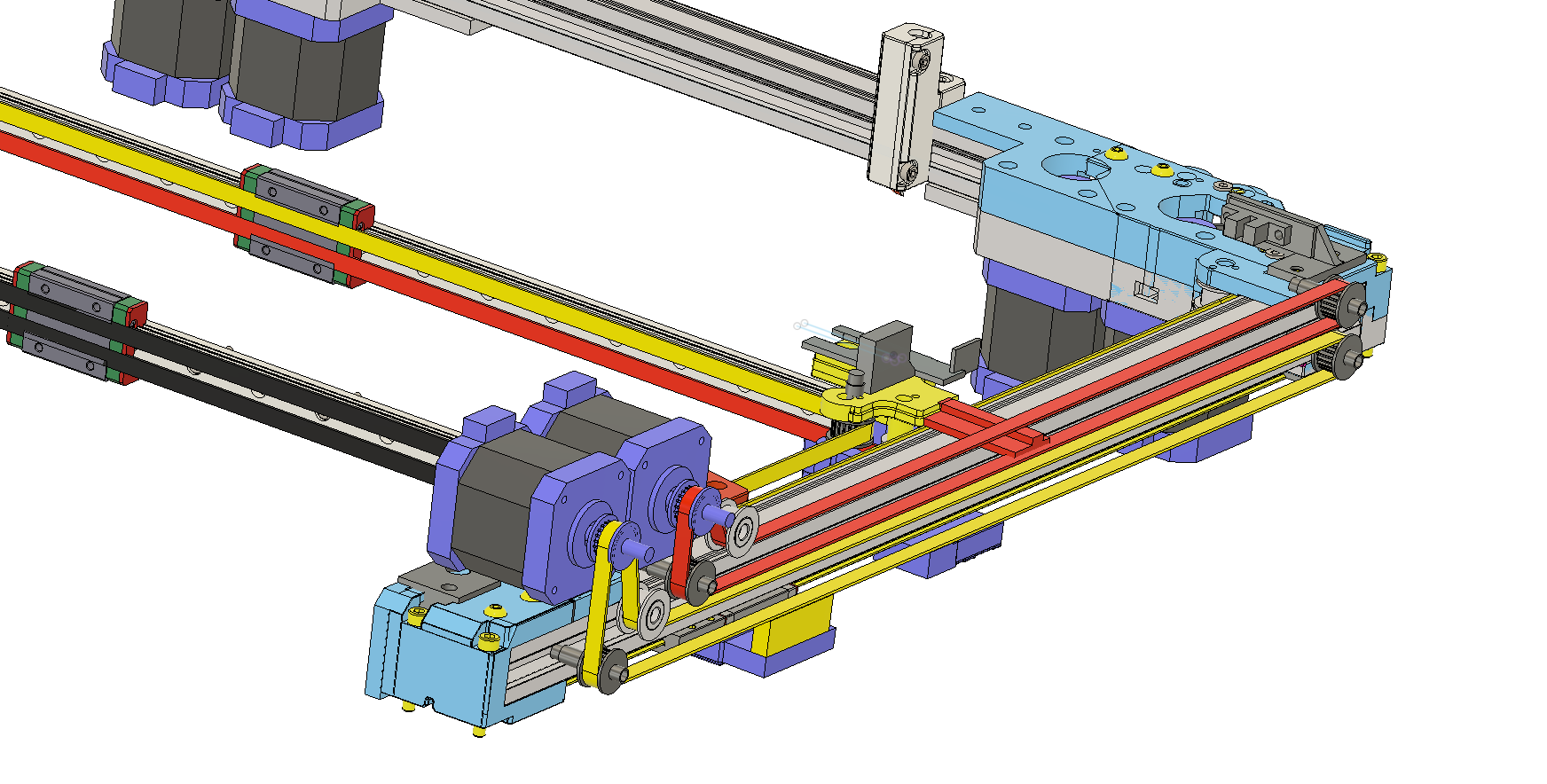
https://youtu.be/F5lyLPyndTU?si=zS3x0FlBM8Jj7b65Made a start on the IDEX belt design. My current thinking is having the two Y belts on the side of the flying gantry - with both motors at the front - to help balance the whole gantry.
The design will be mirrored on both sides of the gantry.
-
@dwuk3d said in Sovol SV08 Multiple Motion System Upgrade.:
Made a start on the IDEX belt design.
Not sure if I get it right: the two Y motors positions indicate a different kinematic model, it seems you want to use a H-bot design mixed with CoreXY? Or is it some markforge stuff?
Another problem might be the M800 macro. IDK if it's smart to use macros while printing dual stream...IMHO you should replace G10/G11 commands with the macro-content by your postprocessor
-
@o_lampe I think it is called Dual Markforge - its the same as the Ratrig Vcore4 idex - doubled up.
Attempt at demo here - although when I re look at it I think there are some errors in the animation - as it should be top belt for one X axis and bottom for the other
https://youtu.be/CjgITPc4vNg?si=SDhkxPcVuqdtXxy6Re G10/G11 - changed post processor to be aware of them and switch the Z movements to my M800's, which handle both servo and stepper based Z hopping.
Also added in G10/M800 M800/G11's around long added G0 moves due to segmenting that seems to work quite well.
Have decided to drop the servo and switch both gantries to stepper based Z hoppers - which might allow me to remove the M800's and let the G10/G11s to do the Z hopping.
Also my little Z hopping stepper isn't really up to the job I think as it is a bit slow and gets hot on idle. I'm currently turning off idle current after every move - but that makes it lose its homed status which I doubt G10/G11 would be happy with.
Tried lowering currents down to 1% instead of- but that seems to mess with parallel printing as I don't think the current changing code works well on motion system 1.
Have ordered two more motor options to try - lead screw Nema8 and lead screw Nema11 - hopefully one or both of those will be faster and have less heatup issues.
-
-
@dwuk3d said in Sovol SV08 Multiple Motion System Upgrade.:
Update - found a command by looking at the RRF code - M606 S1.
This seems to be needed to get the parallel printing to work - it is not mentioned in the Multi Motion System documentation - but is in the Gcode dictionary.
Thanks for pointing this out, this may be the reason that multiple motion systems haven't been working for people. Unfortunately, it mostly beyond my test rig (and comprehension) to test! However, from your description, I think I understand how it should be used. I've a couple of the paragraphs in the documentation to highlight M606:
https://docs.duet3d.com/en/User_manual/RepRapFirmware/Multiple_motion_systems#enabling-and-selecting-a-motion-queue
https://docs.duet3d.com/en/User_manual/RepRapFirmware/Multiple_motion_systems#command-streams-from-fileCan you check they are correct from your understanding, please?
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts Looks good. The only comment I have is that in my current test configuration I have the M606 near the end of the Start Gcode in Orca Slicer, not at the start of the print file - just before it starts actual printing - as I didn't need homing etc. to be parallel processed.
I wouldn't personally expect to put it in the start.g - as I wouldn't want every print to be forked, also I guess the Macro issue mentioned in this post might start occurring.
-
Managed to get Voron Tap type probing to work on the front gantry, and printing now working fairly well. Time now to return to the alignment probes.
Electromagnet wired up - on Mini5+ 6A output - which has a flyback diode ok
; Electro Magnet M950 P4 C"1.out1" M42 P4 S0Magnet seems to work ok - and hold pliers on anything above S30

Next on to Servo - decided to use on of these, as I have a few in stock
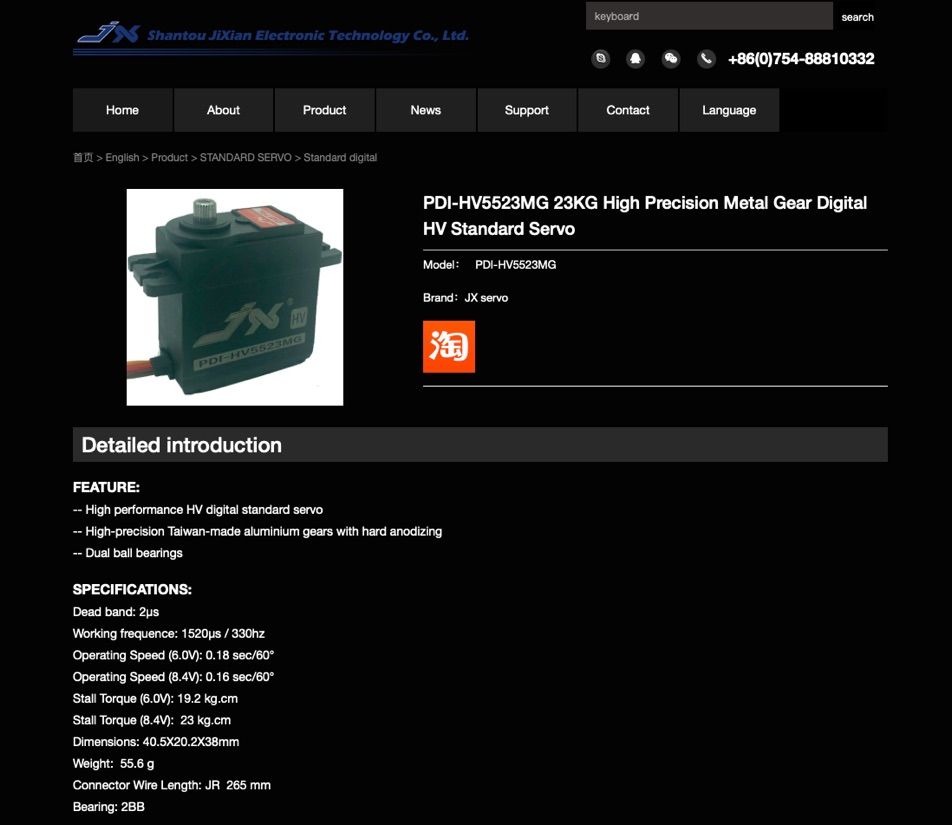
Powering it with 6v for now - via a LM2596 Buck Converter from the main input PSU
Tried it on io0 - but it didn't work as no PWM (although no error message).
Switched to io1 and now workingM950 S0 C"1.io1.out" ; Probe Servo M280 P0 S60 ; Set ServoMade hole in case to hold servo next to bed.


3d printing of parts and macro's tomorrow.
-
@dwuk3d Those digital servos can draw a lot of current. You'd not want to block the arm or run it above the spec'd angle or the buck converter might fail.
-
@o_lampe Thanks - yes I was a little worried about that - I can't find it documented anywhere how much power the Servo uses.
It goes up to 8.4 volts - so decided to keep it down to 6v, plus also am turning off the servo as soon as I have done any moves.
Might switch to a geared stepper at some point
-
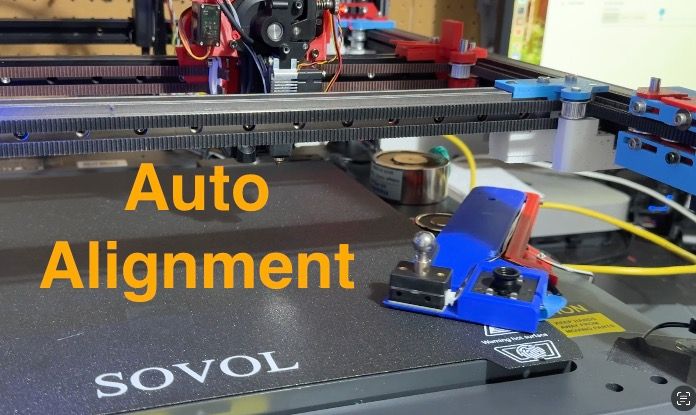
Auto alignment with ball probe complete.
Original plan was to use the electro magnet on the bed - but it is quite weak - despite specs being near to the permanent magnet that works very well.
So switched to having the magnet off the bed grabbing a big circular plate.
Not sure how much it is really needed.
Also ordered a bigger magnet - but not sure if I will need to use it.
Demo video of homing, levelling, deployment of probe and alignment attached.
-
@dwuk3d Nice video, but I watched it without sound.
The problem with any nozzle touch probes is, you have to make sure the surface is completely clean. (and conductive too?)
I hope your homing macros are ready for "murphy's law"