How to reduce ABS curling?
-
I've been 3D printing for over a year, mostly in ABS. An issue that I've always had to deal with is when printing overhangs the plastic has a tendency to curl up at the edges. This doesn't cause the print to fail, but it makes the overhangs look really bad.
Before, I've always attributed it to too cool of ambient temperature with my Flashforge Creator Pro, but on my new custom-built printer it's worse than before! This printer even has a chamber heater capable of going up to about 70C.
Before you ask, my bed adhesion is superb with abs slurry. This issue is not warping off the bed. It's something that happens in the print at overhangs. I've tried messing with temperatures, speeds, first layer height, etc. But I'm open to any suggestions!
Thanks for your help - I'm stumped!


-
Is the hotend fan blowing air on the overhangs and acting like part cooling?
-
Not trying to be smart aleck, but I stopped ABS curling by switching to PETG.
-
@phaedrux Thanks for your help!
I've tried it with and without, but with the heated chamber at 70C, it doesn't seem to make a noticable difference.
-
@zapta Lol!
I run a business 3D printing on demand, and my biggest selling point is a fact that I print ABS. A lot of people still want the properties of it but nobody wants to print it!

I've always tried to avoid the curling before by changing print orientation, etc. I always thought the heated chamber would eliminate the problem. Obviously, I was wrong!

I've never printed PETG before... maybe I should try!
-
Why does everything look so overextruded around the perimeter (not just the edge, but closer to the inside)?
This may be a job selection problem or a customer expectation management problem as opposed to a material problem - how steep is the overhang?
Maybe try a different brand of filament...
-
I am no expert on printing ABS, but if it were PLA I would say is over-extruded and/or printed too hot. Have you tried a lower chamber temperature such as 45C ?
-
I also print exclusively ABS. Do you have a part cooling fan running for the overhangs? If I need to run the fan, it is always at its lowest speed and I go extra slow for bridges.
Judging from the image I would say you have an overextrusion problem, try printing at 95% extrusion multiplier.
Regarding ABS filament, I achieve excellent results with the ABS+ variant of ICE filaments")
-
Thanks everyone for your help! I'll do some testing and get back with you.
Thanks again!
-
@mrehorstdmd I'm not exactly sure to be honest! I'm experimenting with my outline overlap and I think that might be part of the issue.
Unfortunately, this is a personal project, and it's only a 45 decree overhang, so I think my expectations are reasonable.
@mrehorstdmd @dc42 @whosrdaddy Thanks for the tip about extrusion! I don't know how I missed it, but I was terribly overextruding. Reducing that helped a bit, but it was still nowhere near good.
What ultimately helped the issue was increasing temperature. According to a series of temp towers, ABS seems to have the best overhangs at very high temps!?
I'm printing at 280C with 100% fan on an e3d v6. It seems really high, but I get very good overhangs and strong layer adhesion.
Any other thoughts? Thanks!
-
@jadonm said in How to reduce ABS curling?:
I'm printing at 280C with 100% fan on an e3d v6. It seems really high, but I get very good overhangs and strong layer adhesion.
What was the chamber temp?
I've heard of some industrial machines that blow heated air on the part to keep it warm enough to bond when printing very high temp materials, or even ABS/ASA when the part is very large.
I suppose if the chamber is hot enough the part cooling fan becomes a part warming fan?
-
@jadonm Try without fan, unless the air is really hot enough (ie 80+ °C)
-
Thanks for your input! Any more I can learn about the issue would be awesome!
@Phaedrux My chamber temp was set to 70C. Yes, I got my inspiration from Stratasys. Heated chambers are not common because of patents, but a few people on this forum (was it you, @mrehorstdmd) have a chamber heater and like it. It's true - ABS has almost no warpage in a 70C chamber.
My fans make the prints look better and don't cause warpage or sacrifice layer adhesion with the chamber heated.
@whosrdaddy I've already tried it, and it's only worse. This issue tends to be very frustrating!
-

I'm still getting this wavy artifact on that overhang. Any ideas? I wish there was some way I could help you guys in return! -
Still looks a bit over extruded to me.
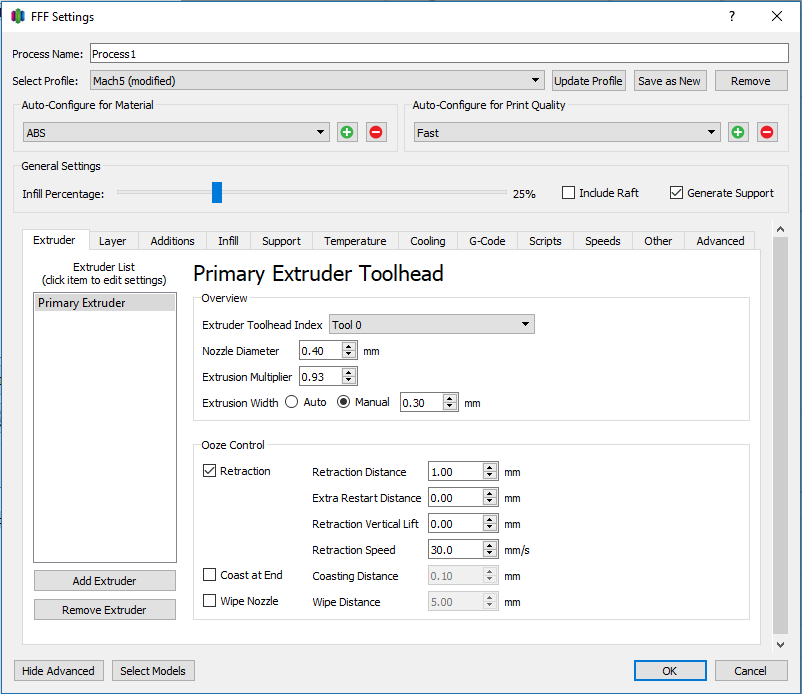
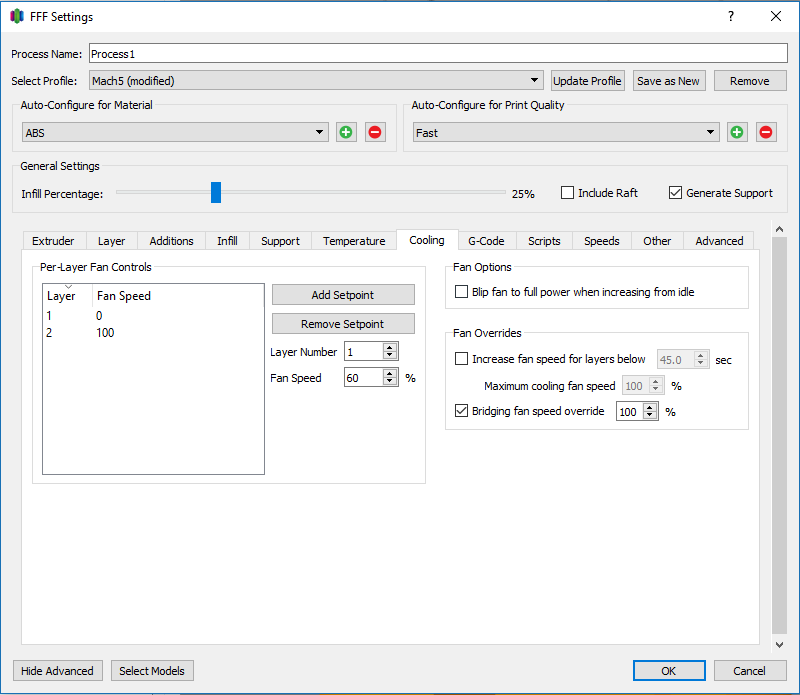
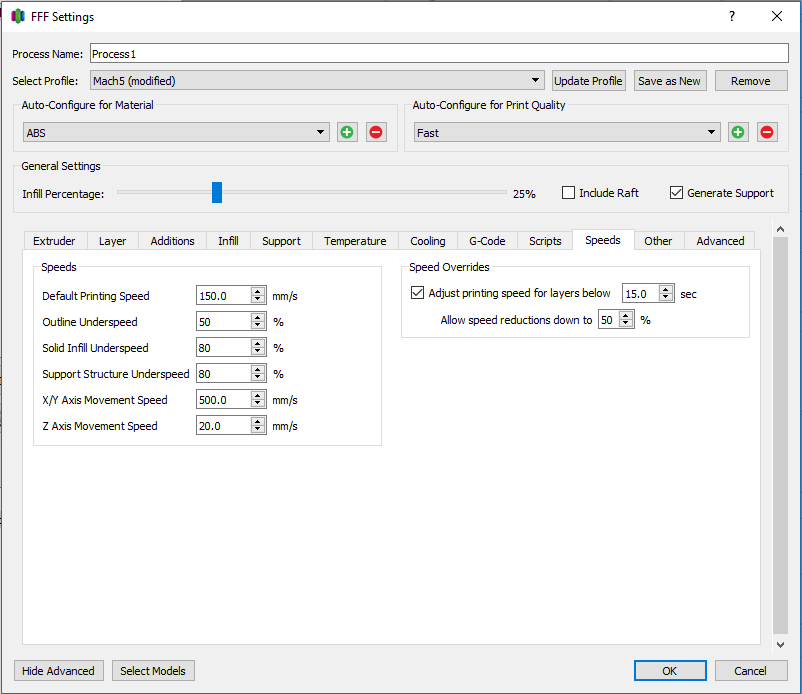
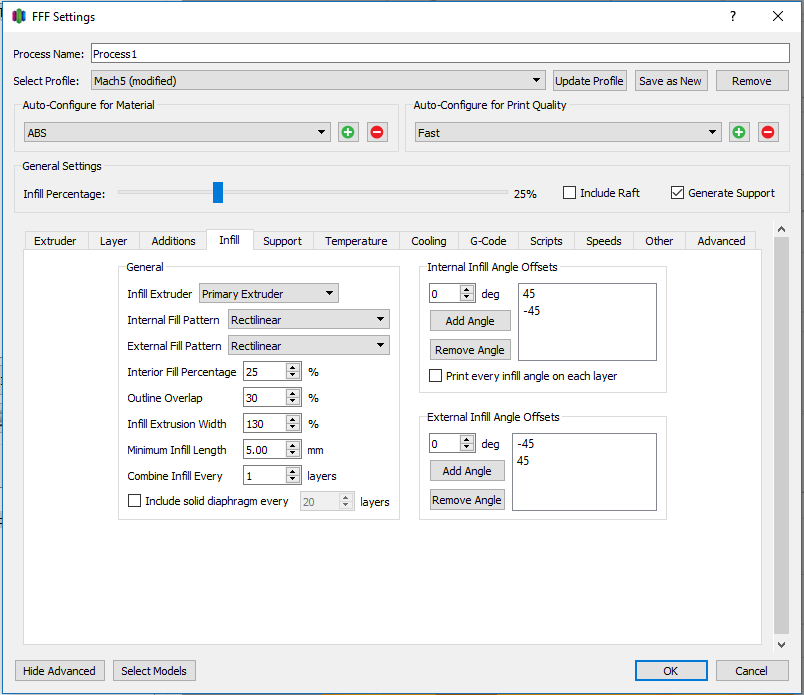
What are your slicer print settings?
-
Is the perimeter line width greater than the nozzle diameter?
-
-
I see you have print direction set as outside in, for better overhangs try inside out, so that the outer wall has more to grab on to.
It also seems an odd choice to extrude at 0.3 width using a 0.4 nozzle.
And your wall print speed seems to be 75mm/s? That might be a bit too fast for such a small part.
-
@phaedrux It is set to inside out. On Windows the black one is the one checked.
What are the recommended extrusion widths? On my 4 Flashforge Creator Pros with a 0.4 nozzle I do quick prints with a 0.4mm extrusion width and get even better results with smaller widths. Maybe I should try increasing it!
Thanks for the tips! I'll also experiment with my speeds. Thanks for all your help!
-
Try printing a little slower and dropping your fan speed or shutting it off all together. I didn't see your temps. Too high a bed temp can hurt overhangs.