BLTouch - Struggling with the final steps to setup
-
No offense taken at all -- I have had my own frustrations with 3d printers in general and RRF at times over the last year (I'm really a newbie). You can see that only yesterday I simply omitted part of a configuration line and @dc42 was helpful in pointing where I needed to fix my config.g and added a hint for me how to check for errors in the future. Meaning: I am as grateful as you for the people in this forum to help even with my simple mistakes -- the main author of RRF to boot!
The best recommendation I can give is to take a breather, look at the documentation again with what you learned during the last round, and taking the next step.
And thinking about it, I forgot to mention the idea I wanted to share: Check if you can remove any calls to
G28from the start code generated by your slicer. I did that while working on the Touch Mi probe support, and so far did not add it back in (mostly because I haven't found a good magnet mount that works for me so far), and the biggest downside is that I have to remember to home myself before each print (the de-energizing of the motors at the end of a print means that the printer is de-homed. I could remove that as well, but I think I need to find a proper magnet mount ...).The morale of all this is: Don't feel discouraged by people pointing at official documentation or spotting "obvious" problems -- we've all been there, and most likely will be there again sooner rather than later. Keep asking questions, so we can find the answers together!
-
@b0m0a0k said in BLTouch - Struggling with the final steps to setup:
"Your G31 line in config.g is most certainly incomplete as you have no offsets for X and Y, and the BLTouch Probe is not probing with the nozzle."
G31 P500 X0 Y0 Z3.14
So I should be using the probing coordinates for X and Y previously worked out when creating the Mesh grid compensation pattern. This ran the Mesh Grid compensation without any issues and the probe was positioned correctly on the bed.Not quite. G31 X and Y describe where the probe is in relation to the nozzle. so if the nozzle is 0,0, the probe is a certain distance away in X and Y.
For example, if it was to the left of the nozzle by 30mm, and behind it by 20mm would be G31 X-30 Y+20.
See here for an easy way to measure the X Y offset: https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Measuring_Probe_X_Y_Offset
You're well on your way. Try not to get too frustrated. Part of the challenge of RRF is that everything is open and available to be configured and edited and there are sometimes many ways to do something. Coming from a more locked down paradigm can lead to a state of being overwhelmed by choice.
-
HI.
So I have just finished the "masking tape" methos for establishing my X&Y offset. It went as follows;
Nozzle position on masking tape mark;
X: 100
Y: 50
Z: 0.25Probe position after jogging to the same masking tape mark;
X: 126.80
Y: 97.40
Z: 0.25X & Y Offset Difference;
X: 26.80
Y: 47.40
Z: 0.00So I imagine that my new entry in config.g for the Z-Probe offset will be as follows;
G31 P500 X0 Y0 Z3.14 : Current Offset.
G31 P500 X26.80 Y47.40 Z3.14 : New Offset.----------------------------------------------
No fate but what we make ....
-
@phaedrux Thanks, that description cleared alot up for me. I had been working on the idea that everything was related to the nozzle position on the bed and not the nozzle's relation to the BLTouch.
-
@b0m0a0k said in BLTouch - Struggling with the final steps to setup:
G31 P500 X26.80 Y47.40 Z3.14 : New Offset.
Correct.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Thanks.
-
@oliof said in BLTouch - Struggling with the final steps to setup:
- You do use the endstop in homeall.g, but the probe in homez.g
I assume that this needs correcting. Is this then a case of removing the endstop references (2 of) in homeall.g and replacing those references with my new probe G31 line from config.g?
Should there still be the requirement for two G31 references to replace the current two G1 entries?
-
-
@b0m0a0k said in BLTouch - Struggling with the final steps to setup:
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v2 on Wed May 29 2019 19:19:18 GMT+0100 (British Summer Time)
G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 X-203 Y-205 F3000 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 X5 Y5 F6000 ; go back a few mm
G1 S1 X-203 Y-205 F360 ; move slowly to X and Y axis endstops once more (second pass)
G1 S1 Z-185 F1800 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z to axis minimum (you may want to adjust this)
; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 S1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning
; homez.g
; called to home the Z axis
;
; Authored by B0M0A0K following BLTouch installation. June 18 2019
G30 ; Do a single probe to home our Z axis
G90 ; Set positioning to Absolute Mode
G1 Z10 F6000 ; Rapidly move the Z axis to Z=10.Your homeall and homez would change to this:
; homeall.g G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G1 S1 X-203 Y-205 F3000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 X5 Y5 F6000 ; go back a few mm G1 S1 X-203 Y-205 F360 ; move slowly to X and Y axis endstops once more (second pass) ;=========== G90 ; absolute positioning G1 X150 Y150 ; move probe to bed center G30 ; probe z height G1 Z5 ; lift print head for clearance G1 X0 Y0 ; return print head to home positionYou could do the same for HomeZ. Basically all you'd need to do is move the probe to the same point in the center of the bed as you use in homeall for consistency. I chose X150 and Y150 in the example, but you should choose the coordinates so that the probe is positioned in the center. Then move the print head back to wherever you want after probing. Or leave it in place if you wish. Depends how you want to use homez versus homeall.
-
@phaedrux Thanks very much - I appreciate your efforts in assisting me and will take a look at this when I get back in front of my printer.
-
Well it's been a while, but I have finally managed to get this BLTouch running with my printer. I have to say that all those folks that asked if there was any real need for the hassle of installing a BLTouch may have had a point.
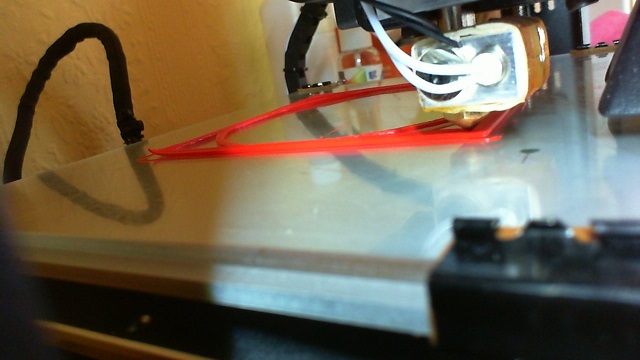
I started by adding the slicer code to my test print and cleaned and reapplied a spray of EZ3D to the glass bed. Set the temperature to 60 for the bed and 190 for the extruder. The BLTouch did it's thing and probed then referred to the heightmap.csv (generated by Mesh Bed Compensation) I told it to load.
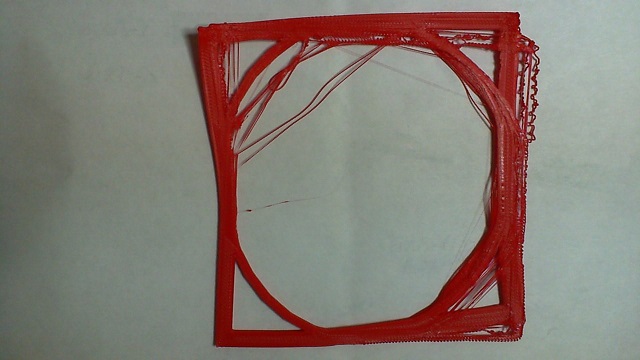
The print started and the first layer was 'blobby' as it extruded and then didn't extrude well at all through the first right hand corners. Eventually it seems to have settled down.
I have to laugh, after all the hassle it's worse than when I manually leveled the bed.
-
I ended up cancelling the print, but I can see a marked difference in my prints already
")