PINDA / Z probe / Mesh Compensation / offset / area for mesh
-
you did not change your homeall script
-
ok, I have changed my HOME ALL and now it homes in the middle of the bed
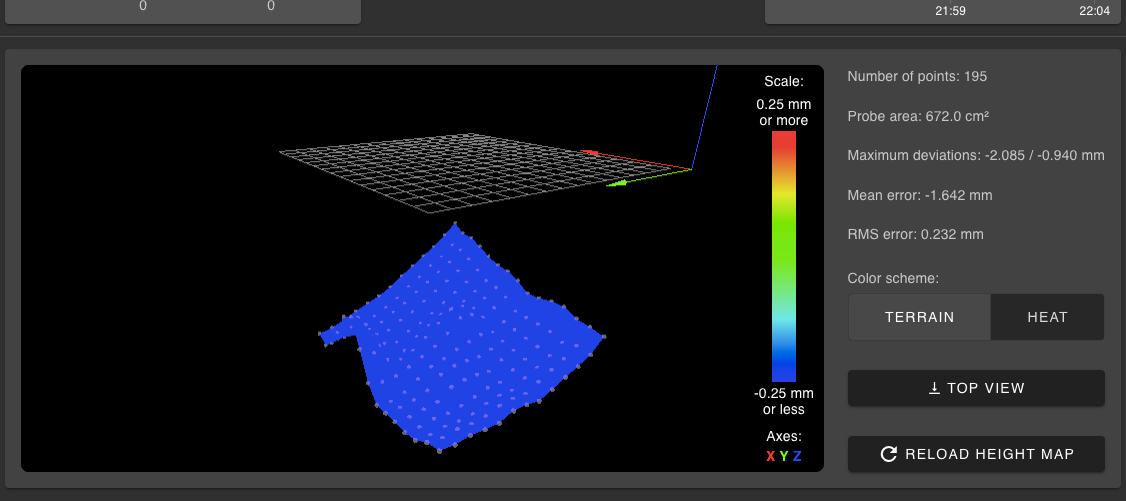
But the mesh compensation is the same, it goes to the front left corner and it stop with the error
Error: Z probe was not triggered during probing move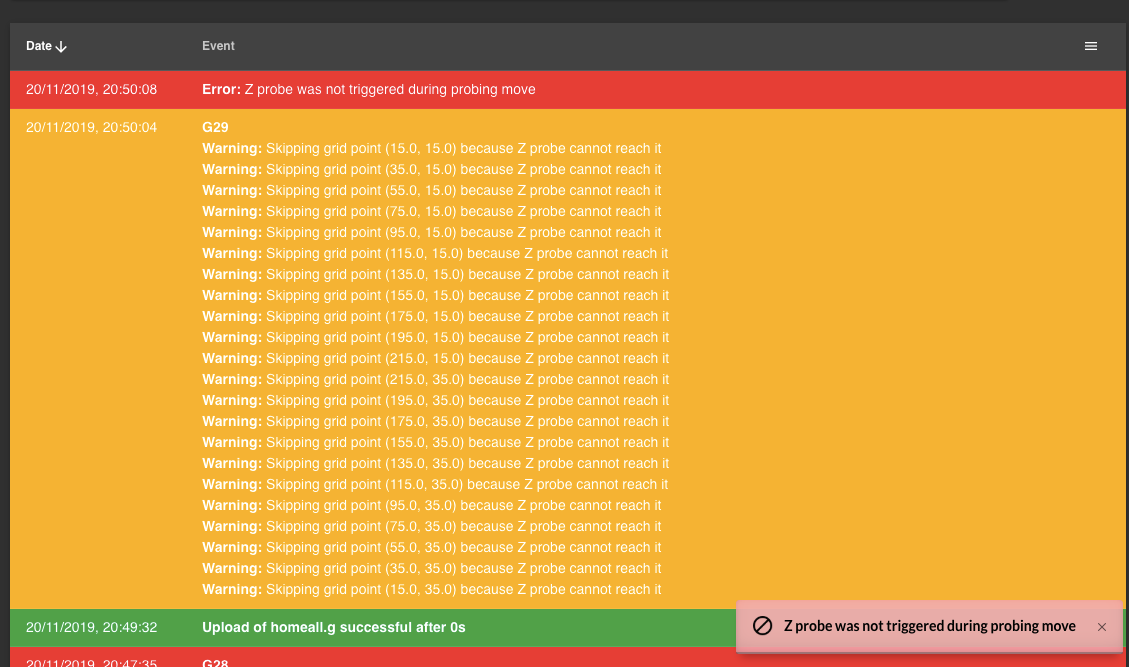
-
change
G31 P1000 X0 Y42 Z1.25 ; set Z probe trigger value, offset and trigger height
to
G31 P1000 X0 Y-42 Z1.25 ; set Z probe trigger value, offset and trigger heightyour probe is infront not behind.
-
-
Have you gone through this?
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probeOr read through this?
https://duet3d.dozuki.com/Wiki/Using_mesh_bed_compensation -
@Phaedrux
yes, but I'll do it all again today
I think I did something wrong in the process
I need to clear all and start again -
Nop

I'm getting no lucky
-
can you post your revised homeall?
-
I see that you are using both a z endstop for homing and the pinda probe. If the bed mesh level inconsistently too low in this setup, either your trigger height is off, or the z endstop is not positioned well.
I would try lowering the z endstop switch a bit (0.2mm) and check if that has a positive effect.
(Since I play around with different print surfaces that have different thickness on one of my printers, I printed and installed an adjustable z endstop holder. But for a single adjustment that's probably overkill)
-
@oliof I have the Z endstop connected to the board but is is not in use is not mounted on the printer.
I have spring steel with PEI maybe is that I'll do it without it.
-
@Veti said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
can you post your revised homeall?
again please post your revised homeall
-
@Veti I just add the line from homez.g to put the head over the centre of the bed
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v2.1.2 on Mon Nov 11 2019 19:21:19 GMT+0000 (Hora padrão da Europa Ocidental) G91 ; relative positioning G1 H2 Z2 F6000 ; lift Z relative to current position G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe G1 H1 Z-405 F360 ; move Z down stopping at the endstop G90 ; absolute positioning G92 Z0 ; set Z to axis minimum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 S2 Z2 F100 ; lift Z relative to current position ;G90 ; absolute positioning -
@hmmatos said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
I have the Z endstop connected to the board but is is not in use is not mounted on the printer.
@hmmatos said in PINDA / Z probe / Mesh Compensation / offset / area for mesh:
G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe
G1 H1 Z-405 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z to axis minimum (you may want to adjust this)If you're not using the Z endstop you need to change your homeall to use a G30 command to set the Z0. This would explain the offset you're seeing.
Your homeall should be
G91 ; relative positioning G1 H2 Z2 F6000 ; lift Z relative to current position G1 H1 X-305 Y-305 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-305 Y-305 F360 ; move slowly to X and Y axis endstops once more (second pass) G1 X150 Y150 F2000 ; put head over the centre of the bed, or wherever you want to probe G30 ; set Z0 using the probe -
@Phaedrux thanks, I'll change that and test again
-
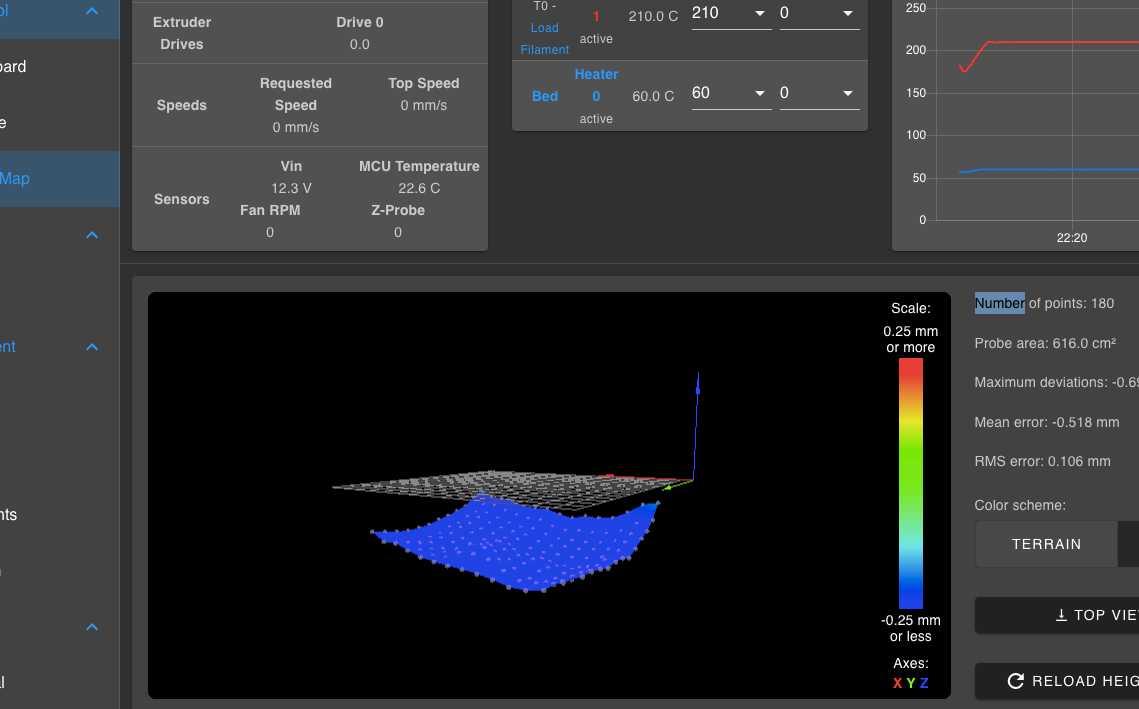
is this a good result?
25/11/2019, 19:25:39 G29 180 points probed, min error -0.030, max error 0.485, mean 0.136, deviation 0.095 Height map saved to file heightmap.csvis not looking good
-
Your bed appears to be cupped which isn't uncommon. The question is, does mesh compensation adequately correct for the bed shape? Are you able to get a good first layer? I don't think it's too extreme for it to handle. Your first layer will likely need to be slow.
-
@Phaedrux I'm doing some testing prints with the first layer at 30 mm/s
The first is looking good but is a small benchy I have to do something with a big footprintAnd yes I think is cupped, Creality beds are not very straight

-
bedlevel_nozzle_0.4_200x200-0.3-0.8.stl
This is a good model to test the bed with.
-
@Phaedrux thanks, I'll test with that
-
well is not perfect but I think it works