CR-10+Bondtech+Silicon Bed 450W+Microswiss...Help
-
@Hélder-Rocha
The bondtech should be a nobrainer. Calibrate the e-steps and you should be Good to go.
I thing that the Bondtech is the only part at my printers which did not caused problems. -
Ok, but there must be a common base on the values i should use in the beginning right? In the exemples i see, by several cr-10 users with bondetech, there are different values on de config!
In the M569, the P3 is usualy refered to the extruder, right?
In the M92, for the ender 3, the value for the steps/mm is 420, should i uset?
M566, i beleabe is the jerk, is set 120.
M203 max speed is 1200.
M201 acceleration is 250
M906 mootr current is 800. -
The correct bondtech settings will depend upon what motor you are using. Are you using the stock creality extruder motor? Which port do you have it plugged into?
-
My reflex would say "yes" to all of your questions. I think that I have 482.5, so 420 is fine to start with. Follow the guide from the wiki, it explains very, very well how to do that. I, personally, would not play to much with the other settings, you can tune them when your stepper start to skip steps.
-
Yes, is the stock one from cr-10. dont realy know what do you mean with port, but it suppose to be connected to the E0 Stepper in the board
-
@Chriss Tks Chriss... ill try then
-
Hi good fellows,
allready have my printer working, but, at the momment i have 3 problems:
1-Its printing too slow
2-At the end of the printing, the extruder stays on top of the printed object.
3- The fan for the noozle does not start after the first layer.I already encreased the acelleration to 1000 on x and y but i dont see much difference.
I slice using Cura, and i was checking for possible problems with this slicer, and some guy said the slow problem have to do with a few lines in the beggining of the g-code, that he needs to erase! But he does not specify what lines are!!! Any place where i can check about cura settings to work with duet?
Tks -
@Hélder-Rocha it's in the start gcode section for the printer profile in Cura.
Google Cura start gcode if you can't find it.
When you're there you can also change the end gcode to move the print head up and away from the print.
Can you control the part cooling fan with the slider in dwc?
-
@Hélder-Rocha said in CR-10+Bondtech+Silicon Bed 450W+Microswiss...Help:
2-At the end of the printing, the extruder stays on top of the printed object.
Change your "stop.g" and tell the printer there what to do after the print.
")
My look like that:
M400 ; Finish move queue G91 ; Relative positioning G1 E-20 ; Retract filament 20mm M104 S0 ; Extruder heater off M140 S0 ; Bed heater off ;M106 S255 ; Fan at 100 to cool nozzle and bed M220 S100 ; Set speed factor back to 100% in case it was changed M221 S100 ; Set extrusion factor back to 100% in case it was changed G1 Z15 ; raise nozzle 15mm from printed part G1 Y255 F3000 ; Drive the bed forward -
If you want to use stop.g on the duet rather than the end gcode in cura, you need to add M0 in the end gcode in cura otherwise stop.g won't get called
-
Hi guys, fist of all, thankyou very much for the help. Im sorry but the last few days ive been working out and has been impossible for me to check this forum.
Chriss, the end of my g.code for a test cube on cura is like this:
;TIME_ELAPSED:2011.898237
G1 F2700 E-3
M140 S0
M82 ;absolute extrusion mode
M107
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionningG1 X0 Y300 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bedM84 X Y E ;Disable all steppers but Z
M83 ;relative extrusion mode
M104 S0
;End of Gcode
;SETTING_3 {"extruder_quality": ["[general]\nversion = 4\nname = Dynamic Quali
;SETTING_3 ty #2\ndefinition = creality_cr10\n\n[metadata]\nquality_type = a
;SETTING_3 daptive\nposition = 0\ntype = quality_changes\n\n[values]\ncoast
;SETTING_3 ing_enable = True\nmaterial_print_temperature = 220\nretraction_amo
;SETTING_3 unt = 3\nretraction_extrusion_window = 6\nspeed_print = 60\n\n"],
;SETTING_3 "global_quality": "[general]\nversion = 4\nname = Dynamic Quality
;SETTING_3 #2\ndefinition = creality_base\n\n[metadata]\nquality_type = adap
;SETTING_3 tive\ntype = quality_changes\n\n[values]\n\n"}However, the printer doesnt do nothing, and it stays stoped on top of the print.
As Jay_s_uk said, is it possible to for a conflit between this G.code from cura and a Stop.G on the duet? If it is, i cant find that stop.g in the duet config!Phaedrux, "Can you control the part cooling fan with the slider in dwc?" i cant even make the fan tests with the macros i have, but, for the momment, thats not a problem. The speed is what is troubelling me for now.
Sorry for my gramatics...
Best regards -
Phaedrux describes stop.g here:
https://forum.duet3d.com/topic/6760/stop-g/2I think that you do not have the "M0" in your endcode in your slicer.
You can test your code fist by adding it the the endcode of your slicer for testing.Cheers, Chriss
-
Tks Chriss.
How you know, when we find ourselfs a bit lost, we have to solve one problem at the time. For now, i wold like to find what is making my printer so slow. On the web panel i find the speed between 8 and 12 mm/sec. I have Cura 4.6.1 and g.code is reprap flavor. Do you know how can i make the printing faster? -
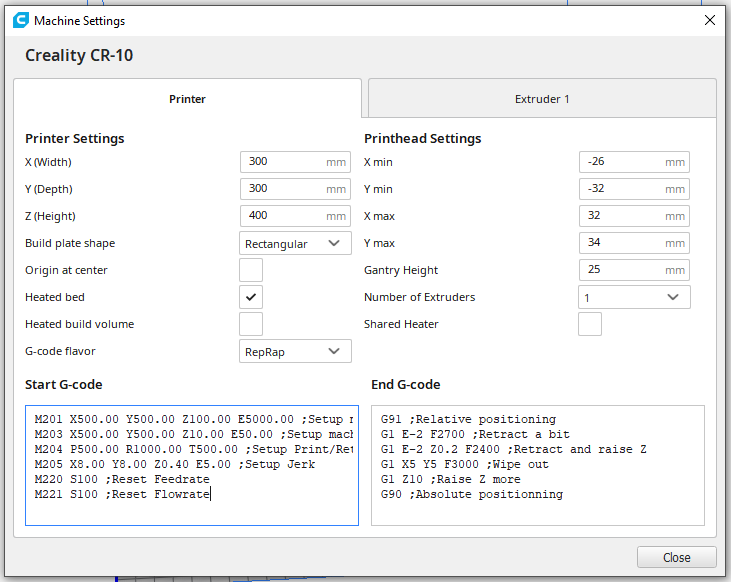
This is my inicial g.code on the machine settings. However, in my cnfig is like this:
-
M201 and M203 are complitly different!
-
I know how you feel.. I struggle with my CR10 a lot too. That blood thing behaves very strange but I have lost my motivation to debug that further. I will continue on mine after this weekend.
M201 and M203 "must" be different. M203 set the maximum speed you printer can go. The acceleration (M201) is more the latency the head have when it accelerates. I would recommend to read the docu, it describes it better than I can.
For your speed problem: Did you checked your speed setting in the cura profile?
Mine look like that:
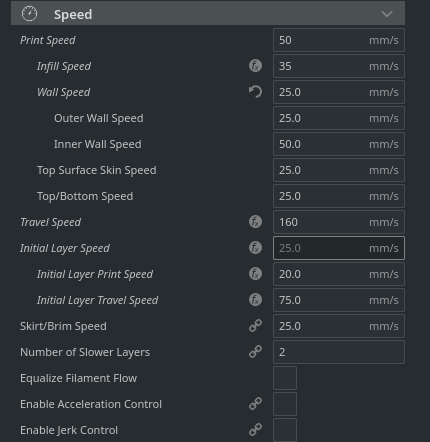
Use them as reference only please! I work on them at the moment and my setup in guaranteed not very good. But I can tell you that this settings result in acceptable print speeds.
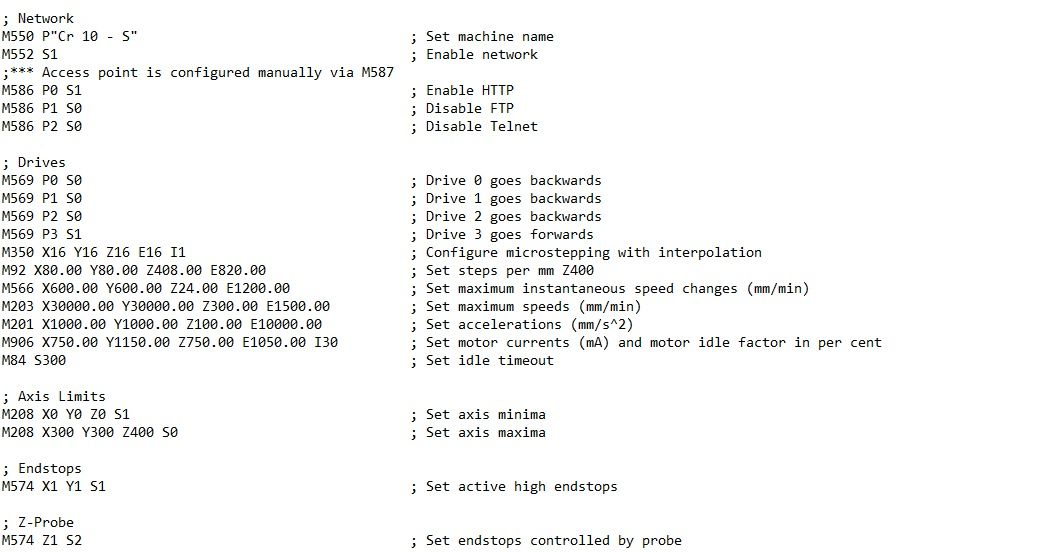
Here is my current setup for the steppers:
M350 E16 I1 ; Chriss - with interpolation M350 X16 Y16 Z16 I1 ; Chriss - configure microstepping with interpolation M92 X80.00 Y80.16 Z400.00 E431.06 ; Chriss - set steps per mm M566 X900.00 Y900.00 Z12.00 E120.00 ; Chriss - set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z800.00 E1200.00 ; Chriss - set maximum speeds (mm/min) Z180 M201 X500.00 Y500.00 Z20.00 E250.00 ; Chriss - set accelerations (mm/s^2) M906 X800 Y800 Z800 E800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeoutCheers, Chriss
-
@Hélder-Rocha Remove the lines from the cura start gcode section. Your profile has inserted a bunch of speed settings that are overriding your config.g.
-
@Chriss my speed on cura looks like this:
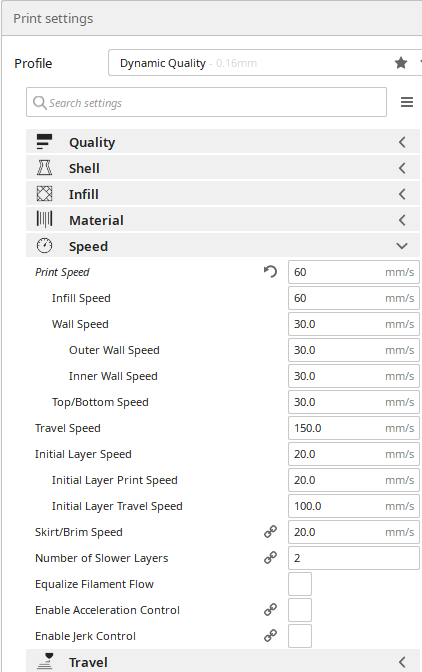
-
@Phaedrux , those lines you are talking about are those from the g.code in the object i want to print, or can i erase the complet start g.code in the printer settings in cura?
-
Remove at least the M20X lines... They override .. Well as Phaedrux said....