BL Touch
-
this my reset code for the bltouch M280 P0 S160
-
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Down
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Down
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Downdoes this work ?
-
@peter247 It doesn't so far, I get error:
G28 Error: G0/G1: insufficient axes homedafter the X&Y axis home but Z wont home:
; Y-Axis G91 ; relative positioning G1 S1 Y-505 F1800 ; move quickly to Y axis endstop and stop there (first pass) G1 Y5 F500 ; go back a few mm G1 S1 Y-505 F360 ; move slowly to Y axis endstop once more (second pass) G90 ; absolute positioning ; X-Axis G91 ; relative positioning G1 S1 X-505 F1800 ; move quickly to X axis endstop and stop there (first pass) G1 X5 F500 ; go back a few mm G1 S1 X-505 F360 ; move slowly to X axis endstop once more (second pass) G90 ; absolute positioning ; Z-Axis ;M280 P0 S160 ;This didn't work M280 P7 S160 M280 P7 S90 I1 ; Probe Up M280 P7 S10 I1 ; Probe Down M280 P7 S90 I1 ; Probe Up M280 P7 S10 I1 ; Probe Down M280 P7 S90 I1 ; Probe Up M280 P7 S10 I1 ; Probe Down G1 X15 Y15 Z10 F500 G91 ; relative positioning G30 ; Do a single probe to home our Z axis G90 ; Make sure we are in absolute mode G1 Z10 F6000 ; Rapidly move the Z axis to Z=10. -
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Down
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Down
M280 P7 S90 I1 ; Probe Up
M280 P7 S10 I1 ; Probe Downthis Just checks the probe not homing .
You need to home X and Y before you can home Z -
@peter247 Im trying reset the bl touch then home X&Y axis to zero. Then move Z axis up 10 Y axis 15 and X axis 15 then actuate the probe 3 times, then home down z.
-
@Gost101 to me, it sounds like your probe is not correctly wired. To get it to self test, all you need is 5V on the red wire, and GND on the black or brown wire (sometimes blue). Check continuity of these connections. It sounds like you have 5V on yellow.
Ian
-
@droftarts are you available to do a video call?
-
This post is deleted! -
I have upgraded to Duet Firmware 3.3.1.
The Z probe is still having problems.
Every time I home all the X&Y are homed but not Z and error code:G28 Error: G0/G1: insufficient axes homedHere is Home All gcode:
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Mon Sep 28 2020 07:45:49 GMT-0600 (Mountain Daylight Time) G91 ; relative positioning G1 H2 Z5 F9000 ; lift Z relative to current position G1 H1 X-505 Y-505 F21600 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F9000 ; go back a few mm G1 H1 X-505 Y-505 F7200 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X15 Y15 Z10 F9000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F150 ; lift Z relative to current position ;G90 ; absolute positioningHome Z gcode:
; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Mon Sep 28 2020 07:45:49 GMT-0600 (Mountain Daylight Time) G91 ; relative positioning G1 H2 Z5 F9000 ; lift Z relative to current position G90 ; absolute positioning G1 X15 Y15 F9000 ; go to first probe point G30 ; home Z by probing the bed ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F150 ; lift Z relative to current position ;G90 ; absolute positioningConfig gcode:
; Configuration file for Duet WiFi (firmware version 3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.1.4 on Mon Sep 28 2020 07:45:49 GMT-0600 (Mountain Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"A.C.E." ; set printer name M918 P1 E4 F2000000 ; configure direct-connect display ; Network M551 P"My password would be here" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0 S1 ; X physical drive 0 goes backwards M569 P1 S1 ; Y physical drive 1 goes backwards M569 P2 S0 ; Z One physical drive 2 goes forwards M569 P2 S0 ; Z One physical drive 2 goes forwards M569 P3 S0 ; E physical drive 3 goes backwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z400.00 E415.00 ; set steps per mm M566 X1200.00 Y1200.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X9000.00 Y9000.00 Z180.00 E6000.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1000 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X500 Y500 Z500 S0 ; set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H5 F600 T9000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X37 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height M557 X30:470 Y30:470 S25 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4092 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B1 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S70 ; set temperature limit for heater 0 to 70C M308 S1 P"e0temp" Y"thermistor" T100000 B4092 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S1 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on M950 F2 C"fan2" Q500 ; create fan 2 on pin fan2 and set its frequency M106 P2 S1 H1:0 T45 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P1 S"Side Fan" F0 ; define tool 1 G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C M563 P2 S"Front Fan" F0 ; define tool 2 G10 P2 X0 Y0 Z0 ; set tool 2 axis offsets G10 P2 R0 S0 ; set initial tool 2 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
Also how do I get the extruder thermistor to display in the tools and extras area.
I tried turning the bed on and error:
Error: Heater 0 fault: temperature rising much slowly than expected 1.8*C/sec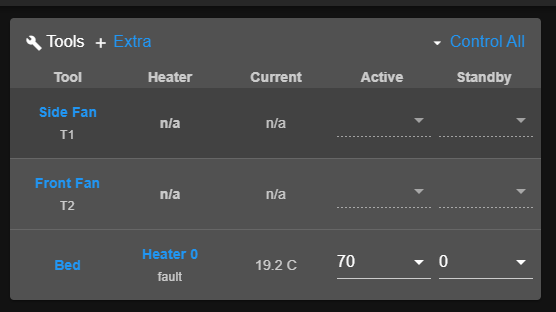
-
I cannot change the fan speed as I could previously slide in the older firmware version.
-
I still need to find a way to reset the bl touch before each homing.
-
@Gost101 you’ve got some strange settings. Your tools are defined with fans only! You need to include heater and drive number. Also best to start at T0. Do you have two tools? I don’t think you do. You have:
; Tools
M563 P1 S"Side Fan" F0 ; define tool 1
G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
M563 P2 S"Front Fan" F0 ; define tool 2
G10 P2 X0 Y0 Z0 ; set tool 2 axis offsets
G10 P2 R0 S0If you assign a fan to a tool, there will be no slider for it until the tool is active. Try
; Tools M563 P0 S"Hot end" H1 D0 F1:2 ; define tool 1 G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0CFor the heated bed )assuming it’s connected), you need to tune it with m303; see https://duet3d.dozuki.com/Wiki/Tuning_the_heater_temperature_control
Edit: also, fan1 and 2 are thermostatically controlled, so are not displayed.
Ian
-
-
@droftarts said in BL Touch:
; Tools M563 P0 S"Hot end" H1 D0 F1:2 ; define tool 1 G10 P1 X0 Y0 Z0 ; set tool 1 axis offsets G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0CI do not have two tools.
The only things that I wanted to control were the Hotend temp, Bed temp, and the extruder side and front fans.But thanks to your code the hotend temp now works. As for the bed using M303 it first errored but after getting around 49.3 degress but I'm running it again so hopefully I can get to 70*C as I could before the firmware upgrade.
Still having problems with the z probe. -
You still have the default thermistors set which are unlikely to be correct for your printer, so reported temperature may be inaccurate. Is the heated bed very slow to heat up?
Still having problems with the z probe.
I think it’s still your wiring, but possibly config. What is the probe value (0 or 1000) when you turn the printer on?
Ian
-
Hi,
I don't see how the following can work:
G91 ; relative positioning G1 H2 Z5 F9000 ; lift Z relative to current position G1 H1 X-505 Y-505 F21600 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F9000 ; go back a few mm G1 H1 X-505 Y-505 F7200 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X15 Y15 Z10 F9000 ; go to first bed probe point and home Z G30 ; home Z by probing the bedSince Z is not homed I would think this line would generate an error:
G1 X15 Y15 Z10 F9000Frederick
-
@droftarts
For the hotend I'm rocking this: https://e3d-online.com/collections/printer-parts-electrical/products/high-temperature-heater-cartridges

As for the heated be i'm rocking the stock heater. The heated bed takes forever to heat up and the highest I was able to heat it up to was 72*C. I want to upgrade to a kennvoo bed but dont have the money right now. :https://www.creality3d.shop/products/12v-heater-bed-aluminum-hotbed-board-with-cable-installed-well-for-cr-10-cr-10s?_pos=6&_sid=5ca702ec0&_ss=r

The heated bed is still running M303 and is at 62.7*C.
@fcwilt it originally didn't have the code line in it
G1 X15 Y15 Z10 F9000I put that in there so the probe dosen't strike the edge of the bed as it sticks out over and under the bed by 2cm out and 2 cm down. So to get around that I tried to put that snippet there.
-
@droftarts The Z probe is at 1000 when I turn it on to answer your question.
-
@fcwilt it originally didn't have the code line in it
G1 X15 Y15 Z10 F9000I put that in there so the probe dosen't strike the edge of the bed as it sticks out over and under the bed by 2cm out and 2 cm down. So to get around that I tried to put that snippet there.
Hi,
Thanks. I guess you can understand why it doesn't work and is the source of the error message about un-homed axes.
But what do you mean by 2 cm down?
Frederick