X axis wobble in corexy printer
-
While working on my sand table I noticed that when the magnet moved in X only, the ends of the X axis wobbled about 1 mm back and forth in Y. That got me wondering about my 3D printer, UMMD, so I tested it.
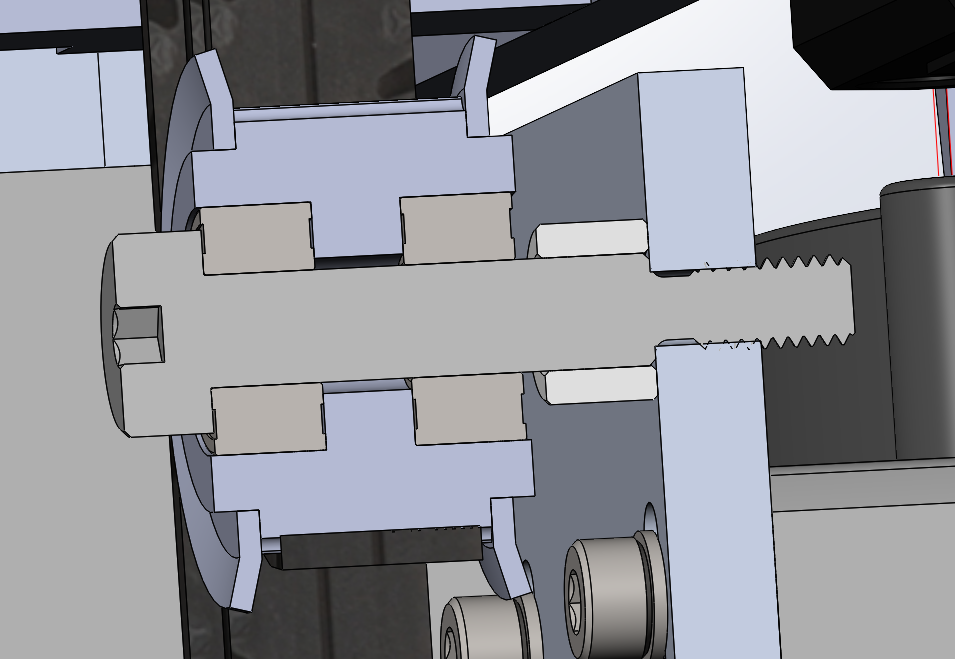
My instrumentation is primitive- just a digital displacement gauge and a printed clamp to mount it on my printer. I used a gcode script to move the extruder to X=0 at two specific Y values. Then I zeroed the gauge, and the script continued to move the extruder from X=145 to X=-145, stopping every 5 mm to make measurements of the displacement of the end of the X axis.
In the end I concluded that I need better drive pulleys.

I can't seem to link to the graphs from the google sheet, buthere's a link to the whole sheet. I also wrote a blog post about it, here.
I'll be acquiring some better drive pulleys...
-
gates belts and pulleys are considered some of the best.
-
@Veti Those are Gates belts paired with cheapo drive pulleys. IRIC, I had trouble finding Gates pulleys at the time I built the machine and never got around to replacing them.
-
gates belts have a different profile than normal belts. that could be part of your problem.
https://e3d-online.com/products/gates-powergrip
 -2gt-idlers?_pos=2&_sid=85e42942a&_ss=r
-2gt-idlers?_pos=2&_sid=85e42942a&_ss=r -
Interesting post, will definitely need to read through it again when I have some spare time.
I've posted here a few times on "Gates" belts and idlers, @mrehorstdmd you're using true MR2 Gates belts (which you undoubtedly know, and have probably documented on your blog), so for sourcing drive pulleys, your best bets are SDP/SI or Misumi. Unfortunately not "cheap" by any means. MR2/MR3/MR5, etc, belts are not equivalent to 2Gt Gates Unitta belts and idlers sold by e3d (or the 2GT, 3GT profiles sold by Misumi, etc).
https://us.misumi-ec.com/vona2/detail/110303273930/
You've also posted in detail about the cheap bearings used in small toothed idlers, if you wanted you could have a go at designing toothed idlers with two decently sized bearings on both sides. Of course, your current idler setup could still be perfectly satisfactory.
[not a real OR complete stackup, just an example of whats possible with the configurations available through Misumi).
-
The belt and all the 2mm pitch pulleys are supposed to be 2GT type. I don't know how much wiggle room there is within the spec to change tooth profiles, and of course, the cheap ones probably don't conform to the specs very tightly. The Gates pulleys linked and found via web searches look suspiciously like the cheap pulleys that are on the machine now. I don't know if the Gates name is used to indicate compatibility or to indicate the manufacturer.
I like the idea of ordering directly from the manufacturer with Misumi. I could be wrong but it feels like I'm liable to get a better quality part directly from a known, high quality manufacturer. Sort of like buying HiWin linear guides from HiWin vs buying "HiWin" linear guides from someone on ebay.
Has anyone seen any specs about the accuracy of the hole position or runout in any of the pulleys?
-
@mrehorstdmd Unless I'm missing something, the maximum deviation seems to be 0.07mm. Is that really a concern? It's literally a hairs breadth.
-
@deckingman Well, that's the question, isn't it? I'm not sure if it matters or not. If there's 70 um error in position from one layer to another in the way they're stacked, it would be a problem. It seems to be pretty repeatable, so maybe the layers stack up fine anyway. But I've been thinking that some of this type of rough surface may be due to problems with the X axis wobbling during prints:
I don't think it takes much error to create that type of surface. My test captured only static behavior, but if there's also some dynamic activity due to belt stretch, etc., maybe those layers won't stack up so well, especially if the drive pulleys are of poor quality.
-
@mrehorstdmd said in X axis wobble in corexy printer:
I like the idea of ordering directly from the manufacturer with Misumi. I could be wrong but it feels like I'm liable to get a better quality part directly from a known, high quality manufacturer.
I am fairly certain that they source from B&B MANUFACTURING, https://www.bbman.com/ , in LaPorte, Indiana. They are also a Gates Distributor I believe.
They 'make' the belts there to order by slicing the pre-fab tubes.They do have a min order of like $35 or $50, but that is easy to hit if you are outfitting a printer.
-
@mrehorstdmd Well it might be. But glancing through your results, the maximum error I saw was 0.07mm. Given that on a CoreXY, you'd have the motor pulley plus an idler pulley then that "out of round" error would be cumulative for the two pulleys. So the error per pulley is likely to be half that maximum. 0.07mm is about 2 thou in old money which means that each pulley is likely to be within a thou of truly circular. That seems like a pretty reasonable manufacturing tolerance - even on the tight side of reasonable and possibly hard to better on a production basis.
I can't see why the error would continue to accumulate beyond that 0.07mm over several layers, if it is purely down pulley "roundness". i.e., it's always going to be with 0.07mm of where is should be regardless of layer height. Personally I'd be looking elsewhere for the source of the problem, but it's getting late so I might have missed something in your reasoning...... -
@Veti said in X axis wobble in corexy printer:
gates belts have a different profile than normal belts. that could be part of your problem.
everyone keeps perpetuating the same statement without any real proof. its all hearsay and gossip.
Gates does not publish their profile, you have to NDA and then they give you films for comparitor. Until someone posts images taken from something like an optical comparitor showning what a 'REAL' Gates pulley and belt profile look like vs. a GT2 and 2GT and 2P or whatever you want to call them, any claims of accuracy or inaccuracy as just rubbish. Its the same thing as claming voter fraud without and evidence.
-
@sinned6915 said in X axis wobble in corexy printer:
@Veti said in X axis wobble in corexy printer:
gates belts have a different profile than normal belts. that could be part of your problem.
everyone keeps perpetuating the same statement without any real proof. its all hearsay and gossip.
Gates does not publish their profile, you have to NDA and then they give you films for comparitor. Until someone posts images taken from something like an optical comparitor showning what a 'REAL' Gates pulley and belt profile look like vs. a GT2 and 2GT and 2P or whatever you want to call them, any claims of accuracy or inaccuracy as just rubbish. Its the same thing as claming voter fraud without and evidence.
I echo your sentiments on hearsay and gossip regarding the e3d 2GT belts/idlers (which likely are perfectly serviceable and quality components), although I will backtrack that some and say that Misumi, BBman (which you mentioned), SDP/SI, do offer true Gates MR belt profiles and pulleys (GT, GT2, GT3 does not indicate belt pitch, or width.....). SDP/SI discusses on their website how they are licensed by Gates, BBman discusses how their PowerHouse series pulleys are fully intermatable with Gates PowerGrip. Having purchased MR profile (GT3, both 3mm (MR3) and 2mm (MR2)) belts and pulleys from Misumi, their country of origin was USA for the belts, and either Japan or China for the idlers. When I purchased belts from SDP/SI, country of origin was Japan on one belt size, and UK on a different belt size (one set was GT3 3mm (MR3), and another GT2 2mm (MR2).
Ok... I may be getting off track here some.
-
@mrehorstdmd I had an idea today how you could verify whether the pulleys are off-center: connect two pulleys with different teeth with a closed belt with good tension and turn them. The force needed should be even for full rotations if they are centered correctly. Depending on after how many rotations the force changes you can see which pulley is off-center also.
In my experience the belts are very sensible against length variations. That's why flexible belt tesioners are used sometimes: they hide construction inaccuracies like off center pulleys. This strikes back with bad prints however, because stepper-belt movement is not in sync.
-
@JoergS5 When I watch the machine running, I can see one of the belts moving laterally as it comes off the drive pulley. The other one is a lot better.
-
These LDO pulleys are supposed to be of high quality and a got fit for Gates belts.
https://www.printedsolid.com/products/ldo-2gt-pulley-with-5mm-bore
I have them on my printer and they do 'work' but I can't quantify it.
-
@zapta While the reviews look good, I need 20 tooth, 9 mm wide... Thanks!
-
see the voron 2.4 bom
https://vorondesign.com/sourcing_guide?model=V2.4
they recommend these with the gates belts.
https://de.aliexpress.com/item/32650675929.html -
One of the downsides of CoreXY and other flying gantry designs (my first original design was a flying gantry), is that the belt configuration adds a whole bunch of tolerance stacking, magnifying any issues with cheap pulleys.
That original design... couldn't print straight lines in Y, because I used cheap pulleys and the belt configuration multiplied the error in the X pulleys. As it moved in Y you could literally see the head moving back and forth in X.
Hmm... Might be finally time to build that ballscrew based machine I'm been meaning to for ages.
I'm curious to see the results of better quality pulleys.
And I'm curious, is there any pre-load on your linear bearings? -
Decent belts & pulleys help. Retention of the pulleys in double shear and using shafts properly retained instead of bolts all add up to one thing.
A properly executed design, built properly.
-
@mrehorstdmd said in X axis wobble in corexy printer:
I need 20 tooth, 9 mm wide...
Are you CERTAIN your motor shaft is not bent? Throw a test indicator on there
I am just south of you and have some 9mm pulleys or what i think are good quality, I think that are 20 tooth. If you want to borrow, DM me. USPS is cheap and fast across the border.