Stepper precision +-5%
-
@mendenmh this is impressive high accuracy!
-
@JoergS5 I do a lot of work for the military equipment manufacturers
 this is military-grade stuff, precision is an order of magnitude higher than what they promise in datasheed
this is military-grade stuff, precision is an order of magnitude higher than what they promise in datasheed ") and is used for some nasty things :(. Anyhow that's what I had available to do the testing with that was precise enough, I can't use it forever need to return it but I guess I can do some useful measurement on few steppers with it just for fun. Need to just get the profibus to work, my adapted is dead for some reason (have not used it for a while) ordered new one but will see in the meantime if I can hack something up myself...
and is used for some nasty things :(. Anyhow that's what I had available to do the testing with that was precise enough, I can't use it forever need to return it but I guess I can do some useful measurement on few steppers with it just for fun. Need to just get the profibus to work, my adapted is dead for some reason (have not used it for a while) ordered new one but will see in the meantime if I can hack something up myself...basic idea is to couple this to bunch of different motors and measure positional accuracy full step, half step ... 1/32 step both with open loop steppers, the BTR "closed loop" attempt and leadshine closed loop stepper. I don't have any nice servos to try but there it all really depends on the encoder. I just hope I can get something done till 11th as then the work starts and the free time is gooooooooooone
-
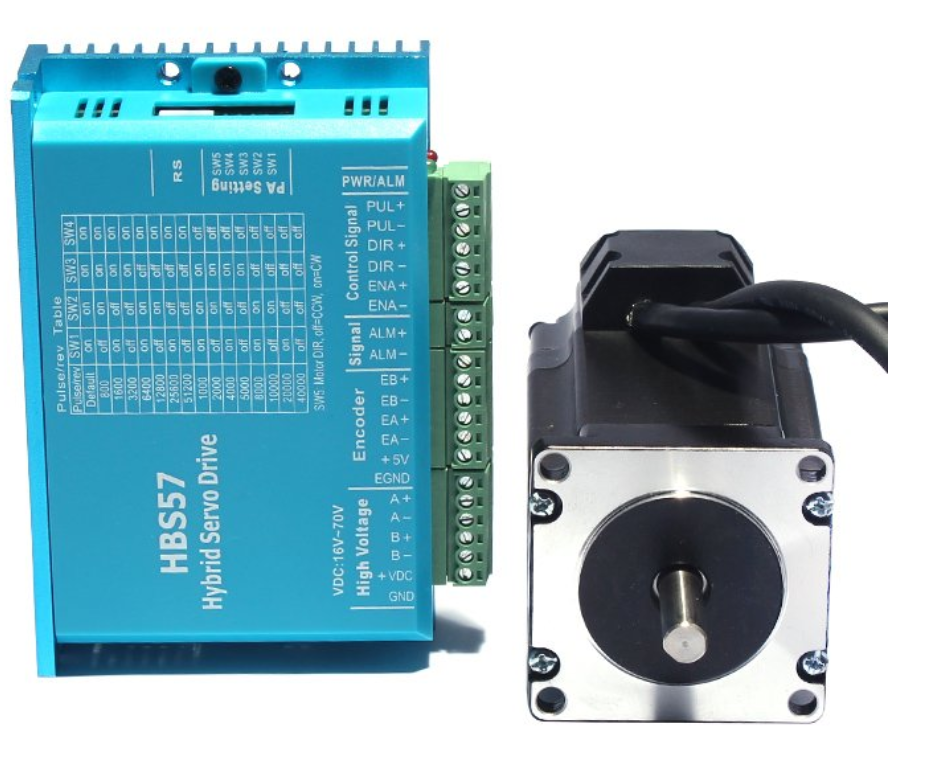
@arhi it would be valuable information to know how high the accuracy of the iHSV57 servos is *). But if you don't have one, then it's not possible for you unfortunately. Enjoy playing around with this encoder! I didn't find an information about the price of your encoder, but I suspect it is a thousand at least, because digikey has one encoder (other brand) with 65536 for this price.
*) this servo has a 1000 line closed loop encoder, but in a forum they said it is 4000 lines. It would be valuable to know how precise the servo is.
BTW think of me at 11th, this is my birthday.
-
@JoergS5 said in Stepper precision +-5%:
@arhi it would be valuable information to know how high the accuracy of the iHSV57
unfortunately, only thing closed loop that I have is HBS57 and that's stepper with encoder (iHSV57 is AC servo iirc)
and this S42B pos

I didn't find an information about the price of your encoder, but I suspect it is a thousand at least, because digikey has one encoder (other brand) with 65536 for this price.
It's the type of equipment where they don't advertise the price and you don't ask for a price
if you need it you don't care how much it cost. But yes, the price is around 1000eur + all the taxes and customs and ... when you get them in volume. Never seen them being sold to individuals but there's probably a source available somewhere, these days you can purchase anything if you look hard enough BTW think of me at 11th, this is my birthday.
mine was on 1st so if I believed in astrology ... -
@arhi I want to standardize myself to the iHSV servos when I need fast and strong motors. They have 180 W (there is even a 400 W available) and for short time triple of it. I just ordered a 1XD card and will test the servo.
Belated happy birthday!
-
@arhi
I happen to have a new big open-loop 5phase stepper with drivercard (but no motion controller so you need to provide stp/dir/en) for another project lying here around. If you have interest in measuring it out, I could send it to you because I do not have any measurement equipment to see how accurate it is... but on those fairs the japanese/korean/taiwanese who push the 5-phase stepper always tell you microstepping accuracy is on another level compared to 2phase but of course I can fully understand if you got other things to do ")
-
@DigitalVision said in Stepper precision +-5%:
@mendenmh said in Stepper precision +-5%:
The spacing of microsteps is also very load dependent. Under no load, it is roughly uniform, but because the magnetic interaction is strongest when you are on a full step (where the metal poles exactly align), the partial steps are much springier, and more load dependent, than the full steps. That is one of the reasons people like to make layer heights on 3d printers a multiple of full steps. Using anything else can result in moiré patterns on the layering axis.
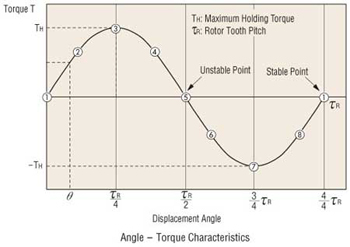
@mendenmh, do you have a model for how the spring 'constant' varies with partial step positions? I've been assuming a roughly sinusoidal displacement/torque curve (as the figure below), modeling the region close to the stable point as a linear spring. I'd like to understand how much the slope of that region varies with the sub-step position.
Sorry for jumping in here - maybe that is of interest for you
:For 2-phase steppers (that is of course a totally different story for 3-&5-phase steppers) - in open loop of course - I read somewhere that the "truest" positions are Full-&Half-stepping, everything else just gets you more and more into the spring-area, more to read here:
https://www.faulhaber.com/en/support/technical-support/motors/tutorials/stepper-motor-tutorial-microstepping-myths-and-realities/
-> nice formula to calc the incremental torque M-inc = M-hfs * sin( (90*N) / ypfs) to calc/define the "real" torque on the shaft for the individual application to begin with. I personally think there is nothing wrong with low incremental torque because of microstepping (as long as people are aware of it and haven´t thought they would get the full-step-no-load torque also on each microstep which if you think about it does not make sense)After that a little intro:
https://www.zaber.com/w/Microstepping_Tutorial
-> "Quantization-/Detent-/Motor-pole/Stick-lip-Error" -> It might be possible, to even have to add Resistance-/Inductivity-Error to the list
And then the page I still feel to have only understood maybe a 1digit % of:
http://homepage.divms.uiowa.edu/~jones/step/micro.html
-> Figure 5.3Of cours this all applies to openloop 2phase steppers (in most modern high-end equipment uses closed-loop (FOC) 3-/5-phase equipment which is on a totally diffrent level which is also reflected in the price to pay for those). And since we want the best for our printers with the least money I think it is worth to dig deep how to accomplish the most with 2-phase openloop steppers!
Cheers
-
@LB said in Stepper precision +-5%:
@arhi
I could send it to youI'd love to test it out but the problem is I fear sending it to me would be too expensive, our customs officers are not known for their kindness
.. Where are you, maybe we can arrange something (I'm in Belgrade, Serbia)Providing step/dir is not a big deal, I have to do that for all the motors I will be testing too :), major problem I have is that none of my printers are operational as I could not get them up and running due to some injury (lasting more than a year
) so I got STL's to omni to print for me .. -
@LB said in Stepper precision +-5%:
the most with 2-phase openloop steppers!
for 3D printers I agree with you, but I am also planning to build a CNC, and there servos are preferred.
I would like to have information about how to best design the stepper - gear - belt/ball screw chain. E.g. when using full steps to avoid microstepping (microstepping only for noise reduction), then a big gear ratio => is this a good idea? And how big are the errors of the belts and pulleys in respect to the stepper and gear errors?
Example:
a) stepper with +-5%, no gear, 20 teeth pulley, GT2, turning 1.8 degree: stepper rotates between 1.71 and 1.89 degree, distance of belt between 0.19 and 0.21 mm => error 20 micrometer
b) stepper with +-5%, 1:200 gear, 20 teeth pulley, GT2, turning 360 degree: the stepper rotates between 359.91 and 360.09 degree, which results in belt distance between 0.19995 and 0.20005 => error 0.1 micrometer
Now the question, is the gear error bigger or smaller than the stepper's? -
exactly what I am currently exploring! Let´s crack this "nut"! (the biggest benefit of gearing is the torque you can gain beside the resolution IF accuracy of the belt can be guaranteed... -> Also the inertia lever is more beneficial because it increases/decreases ^2 if I remember correctly -> That is why most cnc´s use a 1:1,5 up to 1:5 belt for ohmp
)
-> But it might be wise to use also half-steps since those seem to be also quite accurate and pick a lower gearing to gain some end speed otherwise you might need a higher voltage (external) stepper to gain end speed -
@arhi said in Stepper precision +-5%:
@LB said in Stepper precision +-5%:
@arhi
I could send it to youI'd love to test it out but the problem is I fear sending it to me would be too expensive, our customs officers are not known for their kindness
.. Where are you, maybe we can arrange something (I'm in Belgrade, Serbia)Providing step/dir is not a big deal, I have to do that for all the motors I will be testing too :), major problem I have is that none of my printers are operational as I could not get them up and running due to some injury (lasting more than a year
) so I got STL's to omni to print for me ..Sorry to hear about your injury - all the best!
Would ship from germany -> is there any reliable parcel service like UPS or DPD that would work? -
@JoergS5 One of the magical properties of belts such as the gt2/gt3 designs is that they are almost completely free of backlash. They are easy to make perform much better than gears. A HUGE amount of money was put into making these belts work for ink-jet printers and the like. I suspect that a belt-driven system will be much easier to make work with high precision than a gear-driven system. It only takes a tiny bit of backlash to drive a servo-system crazy, if you are planning on reversing direction very often.
You still get to plan the reduction factors to work around microstepping defects, or at least make them easy to solve with a servo.
Another advantage of belts is that you can pick any ratio you want, instead of always having to find relatively prime tooth combinations to even wear. You can also set the shaft spacing independently (nearly) of the reduction ratio, since you can get belts in a wide variety of lengths.
Belts also engage much more of the circumference of the gear than you get in direct-geared systems. Thus, although one's first reaction is that belts aren't going to be as strong, it's no where near as big a factor as one might think. And belts with steel or glass backbones don't stretch very much as all.
-
@mendenmh a belt driven gear is what I currently use:
https://forum.duet3d.com/topic/20209/robot-type-1-45-cm-belt-gear-direct-drive-r0
and especially
https://forum.duet3d.com/topic/20209/robot-type-1-45-cm-belt-gear-direct-drive-r0/8The reason is exactly the low backlash. Only Harmonic and cycloidal drives is also very good in that respect, but difficult to DIY.
-
@LB said in Stepper precision +-5%:
might be wise to use also half-steps si
I read somewhere that half steps are even more precise than the full steps. Torque is a different matter. I don't find the source of the information.
-
@LB said in Stepper precision +-5%:
That is why most cnc´s use a 1:1,5 up to 1:5
I am a big fan of Mr. Möderl in the CNC area, who used belt gears with big pulleys 48/60. Big pulleys have more teeth connected with the pulley and can transfer more force. https://www.ems-moederl.de/ws201.html with the image https://www.ems-moederl.de/bau3/IMG_1141.jpg is nice.
-
@LB said in Stepper precision +-5%:
Would ship from germany -> is there any reliable parcel service like UPS or DPD that would work?
dhl, dhl-express, fedex, ups ... they all work but can be rather expensive, I have best experiences with fedex so far ... we are "so close but so far away" ... EU all around us and we are the hole in the middle
.. would be rather easy to organize the shipment in "normal times" as ton of ppl normally go from de to rs every day but due to the known issues we face now that transfer of ppl is not there any more... I'll ask around if I can find someone arriving soon but since holidays are "in progress" I think most who planned to arrive are already here, if I knew few weeks ago...anyhow I have often access to these (and similar) encoders so we can do it in second batch if not now
-
@JoergS5 said in Stepper precision +-5%:
I read somewhere that half steps are even more precise than the full steps.
not sure how half step can be "more precise" than full step, but "same" might work... def way more precise than microsteppings. I was doing some halfstep+gearing on one mill platform (nema23 motors) and I didn't like it too much, while precision is much better than with microstepping (especially on those 3Nm motors where microstepping was heavily grouping around half and full step) the sound was terrible (imno 3-4times more loud than with microstepping) and there was a lot of vibrations during acceleration, took me a looooooooong time to configure the accel curve to get rid of vibrations... I had no backlash that I could measure on that machine (double ballnut for bot x and y and 30mm wide 5mm pitch belt between motor and ballscrew)
-
@arhi said in Stepper precision +-5%:
not sure how half step can be "more precise" than full step,
the mode was half step and the positions alternate full step and half step. The half step positions were said to be better. If I remember right, the magnetic forces were higher for them. (only slightly)
Maybe http://users.ece.utexas.edu/~valvano/Datasheets/StepperHalfstep.pdf page two torque variations and higher current at the half step positions.
-
@JoergS5 said in Stepper precision +-5%:
@LB said in Stepper precision +-5%:
might be wise to use also half-steps si
I read somewhere that half steps are even more precise than the full steps. Torque is a different matter. I don't find the source of the information.
I guess what you are referring to might be (please look up here https://www.zaber.com/w/Microstepping_Tutorial) :
old wave-stepping for full-stepping with only 1 phase on of course is torque-wise inferior to full-stepping with 2 phase on. So regarding the springiness of a position you would of course use 2-phase-on-fullstepping nowadays
BUT
If you use that with microstepping interpolation you get a "torque-square" on 1 full ° electric rotation (4 full steps for a 2phase stepper) -> Most modern drivers DO NOT use that any more but rather have a "circular-torque" distribution for 1 electrical rotation (4 full steps for a 2phase stepper). People rather tend to go "torque-true" instead of an uneven torque-max, which makes sense in terms of vibrations/jitter or whatever you wanna call it.
The benefit of having an even torque will be the smoother run and that is part of the accuracy discussion here.
If the application needs higher torque I would rather go for a bigger motor then having an uneven torque distribution
Edit: Typed this when you already replied, but the BUT section might be of interest for you
-
@JoergS5 Old stepper drivers that only did full and half step operations ran both coils at full current on the half steps. That might have resulted in better positioning, but the motors got hot as hades if you left them parked there. Modern sine/cosine microstepping drivers would have slightly higher (sqrt(2)) total current, split between the two windings, at the half step, but I would be surprised if this would be enough to really compensate for being away from the poles.